1.本实用新型属于制砖机搅拌站技术领域,具体是一种新型制砖机搅拌站自动送料系统。
背景技术:
2.随着我国经济建设的大规模进行,建筑业迅速发展,为了建设高品质的工程,对砌块砖的需求量也在加大,对品质的要求更高,因此制砖机搅拌站的送料方式需要革新。
3.然而现有的传统制砖机搅拌站大多采用的是皮带上料方式,这种传统上料方式占用的土地空间大,产生的粉尘比较多,同时上料效率比较低。为了解决上述出现的问题,本实用新型提出一种新型制砖机搅拌站自动送料系统。
技术实现要素:
4.针对上述现有技术的不足,本实用新型实施例要解决的技术问题是提供一种新型制砖机搅拌站自动送料系统。
5.为解决上述技术问题,本实用新型提供了如下技术方案:
6.一种新型制砖机搅拌站自动送料系统,包括搅拌系统、送料系统、制砖机生产线、智能控制器以及称重系统,
7.所述搅拌系统用于对物料进行搅拌处理,
8.所述送料系统用于将搅拌后的物料输送至所述制砖机生产线,
9.所述智能控制器与所述搅拌系统、送料系统以及制砖机生产线电连接,用于控制所述搅拌系统、送料系统以及制砖机生产线自行启停,
10.所述称重系统用于对所述送料系统进行称重处理。
11.作为本实用新型进一步的改进方案:所述自动送料系统还包括位置信号检测装置,
12.所述位置信号检测装置用于对所述送料系统的位置进行检测。
13.作为本实用新型进一步的改进方案:所述智能控制器通过滤波装置与所述称重系统电连接。
14.作为本实用新型进一步的改进方案:所述智能控制器通过智能调速装置以及人机控制装置与所述搅拌系统、送料系统以及制砖机生产线电连接。
15.作为本实用新型再进一步的改进方案:所述送料系统包括若干送料小车。
16.作为本实用新型再进一步的改进方案:所述智能控制器为plc可编程逻辑控制器。
17.与现有技术相比,本实用新型的有益效果是:
18.本实用新型实施例中,利用智能控制器、位置信号检测装置、称重系统、人机控制装置用于控制参数设定,启动自动模式时,搅拌系统根据制砖机生产线传递的缺料信号指导搅拌系统自动生产,生产好的成品物料通过送料系统,送料系统通过称重系统控制搅拌系统的生产,当制砖机生产线检测到缺料信号时,送料系统自动运送物料到制砖机生产线,
实现自动制砖目的。
附图说明
19.图1为一种新型制砖机搅拌站自动送料系统的结构示意图;
20.图2为一种新型制砖机搅拌站自动送料系统的控制原理图;
21.图3为一种新型制砖机搅拌站自动送料系统的控制流程图。
具体实施方式
22.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
23.下面详细描述本专利的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本专利,而不能理解为对本专利的限制。
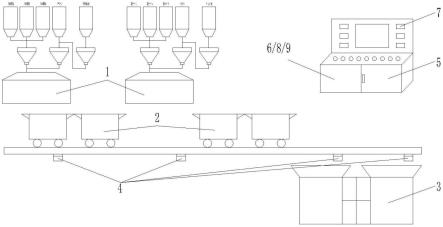
24.请参阅图1、图2和图3,本实施例提供了一种新型制砖机搅拌站自动送料系统,包括搅拌系统1、送料系统2、制砖机生产线3、智能控制器5以及称重系统7,所述搅拌系统1用于对物料进行搅拌处理,所述送料系统2用于将搅拌后的物料输送至所述制砖机生产线3,所述智能控制器5与所述搅拌系统1、送料系统2以及制砖机生产线3电连接,用于控制所述搅拌系统1、送料系统2以及制砖机生产线3自行启停,所述称重系统7用于对所述送料系统2进行称重处理。
25.通过智能控制器5控制搅拌系统1工作,从而对物料进行搅拌混匀,随后通过送料系统2将混匀后的物料输送至制砖机生产线3进行制砖处理,此过程中,通过称重系统7对送料系统2进行称重处理,当送料系统2重量减轻时,送料系统2可自行向制砖机生产线3内补充物料。
26.请参阅图1,在一个实施例中,所述自动送料系统还包括位置信号检测装置4,所述位置信号检测装置4用于对所述送料系统2的位置进行检测。
27.请参阅图1,在一个实施例中,所述智能控制器5通过滤波装置6与所述称重系统7电连接,智能控制器5通过智能调速装置8以及人机控制装置9与所述搅拌系统1、送料系统2以及制砖机生产线3电连接。
28.在一个实施例中,所述送料系统2包括若干送料小车,所述智能控制器5为plc可编程逻辑控制器。
29.本实用新型实施例中,利用智能控制器5、位置信号检测装置4、称重系统7、人机控制装置9用于控制参数设定,启动自动模式时,搅拌系统1根据制砖机生产线3传递的缺料信号指导搅拌系统1自动生产,生产好的成品物料通过送料系统2,送料系统2通过称重系统7控制搅拌系统的生产,当制砖机生产线3检测到缺料信号时,送料系统2自动运送物料到制砖机生产线3,实现自动制砖目的。
30.上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下做出各种变化。
技术特征:
1.一种新型制砖机搅拌站自动送料系统,其特征在于,包括搅拌系统、送料系统、制砖机生产线、智能控制器以及称重系统,所述搅拌系统用于对物料进行搅拌处理,所述送料系统用于将搅拌后的物料输送至所述制砖机生产线,所述智能控制器与所述搅拌系统、送料系统以及制砖机生产线电连接,用于控制所述搅拌系统、送料系统以及制砖机生产线自行启停,所述称重系统用于对所述送料系统进行称重处理。2.根据权利要求1所述的一种新型制砖机搅拌站自动送料系统,其特征在于,所述自动送料系统还包括位置信号检测装置,所述位置信号检测装置用于对所述送料系统的位置进行检测。3.根据权利要求1所述的一种新型制砖机搅拌站自动送料系统,其特征在于,所述智能控制器通过滤波装置与所述称重系统电连接。4.根据权利要求1所述的一种新型制砖机搅拌站自动送料系统,其特征在于,所述智能控制器通过智能调速装置以及人机控制装置与所述搅拌系统、送料系统以及制砖机生产线电连接。5.根据权利要求1所述的一种新型制砖机搅拌站自动送料系统,其特征在于,所述送料系统包括若干送料小车。6.根据权利要求1所述的一种新型制砖机搅拌站自动送料系统,其特征在于,所述智能控制器为plc可编程逻辑控制器。
技术总结
本实用新型提供了一种新型制砖机搅拌站自动送料系统,属于制砖机搅拌站技术领域,包括搅拌系统、送料系统、制砖机生产线、智能控制器以及称重系统,所述搅拌系统用于对物料进行搅拌处理,所述送料系统用于将搅拌后的物料输送至所述制砖机生产线。本实用新型实施例中,利用智能控制器、位置信号检测装置、称重系统、人机控制装置用于控制参数设定,启动自动模式时,搅拌系统根据制砖机生产线传递的缺料信号指导搅拌系统自动生产,生产好的成品物料通过送料系统,送料系统通过称重系统控制搅拌系统的生产,当制砖机生产线检测到缺料信号时,送料系统自动运送物料到制砖机生产线,实现自动制砖目的。制砖目的。制砖目的。
技术研发人员:李千峰 张秉权 金鑫 李发强
受保护的技术使用者:青岛普能电气有限公司
技术研发日:2022.04.24
技术公布日:2022/11/10
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。