1.本实用新型涉及冷冲压技术领域,更具体地说,涉及一种前门外板免研合修冲模具结构。
背景技术:
2.模具在正常生产过程中,通过铸造基体、粗加工、精加工、装配、研合最后调试优化,达到能够稳定生产合格零件的水平。其中,为了保证首次出件零件的质量,模具研合过程需要约100-170h的工时。长时间的模具研配,在周期上是一种浪费,而且多次的模具修补对模具本身质量也会带来不好的影响。
3.为了减少模具的研配时间,现在最常见的处理方式是将模具结构分为强压区、符形区和空开区,分别控制模具着色的强着色、虚着色和不着色,整体结构以模具钢或铸铁为主,可以适当减少模具的研配工作,但是效果不明显。
技术实现要素:
4.本实用新型目的在于提供一种前门外板免研合修冲模具结构,适用于类似车门外板一类形状相对平缓零件的冲压模具,以解决此类零件的修冲模具的研合环节时间长的问题,节省模具开发制造周期。同时,通过模具结构上的优化,保证冲压过程中的受力状况均匀,提升零件的质量。
5.为解决上述技术问题,本实用新型是采用如下技术方案实现的:
6.一种前门外板免研合修冲模具结构,包括上模座1、压料板2、凸模3和下模座4;
7.所述上模座1与压料板2之间,以及所述下模座4与凸模3之间均可拆卸连接;
8.所述压料板2整体结构采用铸铁铸造成型,其上设置有加工压料区21以及第一空开区22,所述加工压料区21表面附加柔性材料层;
9.所述凸模3上设置有第二空开区32,所述凸模3周全的修边和非修边区域均设置有符形区31,所述加工压料区21与所述符形区31一致。
10.进一步地,所述上模座1和下模座4采用铸铁材质,所述凸模3采用球墨铸铁材质。
11.进一步地,所述加工压料区21附加的柔性材料层采用聚氨酯材料。
12.进一步地,所述凸模3和下模座4采用销钉加定位键的定位方式,螺钉进行连接紧固。
13.与现有技术相比本实用新型的有益效果是:
14.本实用新型提供的一种前门外板免研合修冲模具结构,应用于类似车门外板一类形状相对平缓零件的冲压时,在成型/冲裁需要的位置设置压料,加工后简单清理边角就可以直接使用,可以消除此类零件的修冲模具的研合环节,节省模具开发制造周期。
15.同时,本实用新型通过模具结构上的优化,调整压料形式和压料范围,提升零件的质量:
16.压料板的加工压料区附加聚氨酯材料,可以保证有一定的弹性变形,保证的着色
可以完全按照模具设计状态呈现;
17.凸模结构周全的修边和非修边区域均设置有符形区,压料区域与凸模符形区域一致,保证在冲压过程前压料,零件周圈受力均匀,再进行冲裁,防止零件在冲压过程中产生变形和压伤等其他缺陷;由于压料板的柔性材质,压料板的加工压料区域始终小于凸模的符形区域,零件的压料受力区域,全部由凸模符形区的型面承接,保证冲压过程中的受力状况均匀,保证零件在冲压过程中稳定冲压。
附图说明
18.下面结合附图对本实用新型作进一步的说明:
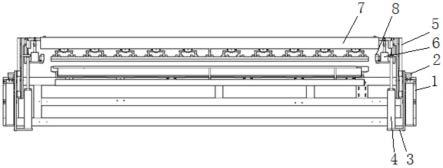
19.图1为本实用新型提供的一种前门外板免研合修冲模具结构示意图。
20.图2为本实用新型的压料板结构示意图;
21.图3为本实用新型的凸模结构示意图;
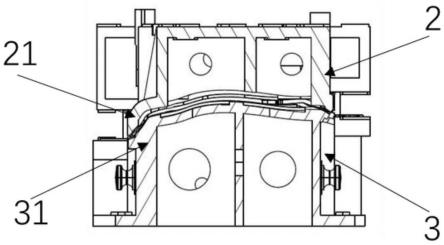
22.图4为本实用新型压料后的结构示意图;
23.图5为本实用新型压料后的剖面示意图。
24.其中:1.上模座、2.压料板、21.加工压料区、22.第一空开区、3.凸模、31.符形区、32.第二空开区、4.下模座。
具体实施方式
25.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面结合附图对本实用新型作详细的描述,显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.参阅图1,本实施列提供一种前门外板免研合修冲模具结构,包括上模座1、压料板2、凸模3和下模座4;
27.所述上模座1与压料板2之间,以及所述下模座4与凸模3之间均可拆卸连接;优选的,所述凸模3和下模座4采用销钉加定位键的定位方式,螺钉进行连接紧固。
28.参阅图2,所述压料板2整体结构采用铸铁铸造成型,其上设置有加工压料区21以及第一空开区22,所述加工压料区21附加柔性材料层;优选的,所述加工压料区21附加的柔性材料层采用聚氨酯材料。
29.所述压料板2仅在所述加工压料区21附加聚氨酯材料,压料本体加工其他安装面和导向面。在聚氨酯材料压料区域加工完成后,仅需要对加工飞边和边角余料简单处理,所述压料板2即可以投入使用。由于所述压料板2的加工压料区21采用的是聚氨酯材质,可以保证有一定的弹性变形,保证着色可以完全按照模具设计状态呈现。
30.参阅图3、图4、图5,所述凸模3上设置有第二空开区32,所述凸模3周全的修边和非修边区域均设置有符形区31,所述加工压料区21与所述符形区31一致。保证在冲压过程前压料,零件周圈受力均匀,再进行冲裁,防止零件在冲压过程中产生变形和压伤等其他缺陷。由于所述压料板2的加工压料区21附加有柔性材料,保证在压料过程中,所述压料板2的加工压料区21始终小于所述凸模3的符形区31。零件的压料受力区域,全部由所述凸模3的符形区31的型面承接。
31.为了相对节省材料费用,优选的,所述上模座1和下模座4采用铸铁材质,所述凸模3采用球墨铸铁ggg70l等相对较好的材质。
32.本实施例提供的一种前门外板免研合修冲模具结构,所述凸模3在加工过程中保证设备精度满足外表面件精度要求,模具精加工后经过装配和表面抛光后即可进行冲压使用。消除了修冲模具的研合环节,节省模具开发制造周期。
33.在本申请的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
34.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.一种前门外板免研合修冲模具结构,包括上模座(1)、压料板(2)、凸模(3)和下模座(4),其特征在于:所述上模座(1)与压料板(2)之间,以及所述下模座(4)与凸模(3)之间均可拆卸连接;所述压料板(2)整体结构采用铸铁铸造成型,其上设置有加工压料区(21)以及第一空开区(22),所述加工压料区(21)表面附加柔性材料层;所述凸模(3)上设置有第二空开区(32),所述凸模(3)周全的修边和非修边区域均设置有符形区(31),所述加工压料区(21)与所述符形区(31)一致。2.根据权利要求1所述的一种前门外板免研合修冲模具结构,其特征在于,所述上模座(1)和下模座(4)采用铸铁材质,所述凸模(3)采用球墨铸铁材质。3.根据权利要求1所述的一种前门外板免研合修冲模具结构,其特征在于,所述加工压料区(21)附加的柔性材料层采用聚氨酯材料。4.根据权利要求1所述的一种前门外板免研合修冲模具结构,其特征在于,所述凸模(3)和下模座(4)采用销钉加定位键的定位方式,通过螺钉进行连接紧固。
技术总结
本实用新型涉及一种前门外板免研合修冲模具结构,包括上模座、压料板、凸模和下模座;上模座与压料板之间,以及下模座与凸模之间均可拆卸连接;压料板的加工压料区附加柔性材料层;凸模周全的修边和非修边区域均设置有符形区,加工压料区与符形区一致。适用于类似车门外板一类形状相对平缓零件的冲压模具,以解决此类零件的修冲模具的研合环节时间长的问题,节省模具开发制造周期。同时,通过模具结构上的优化,保证冲压过程中的受力状况均匀,提升零件的质量。零件的质量。零件的质量。
技术研发人员:刘尚 闫佳奇 董向坤 陈长青 张荣学 徐伟 闫彦 贾晓峰 王达鹏 佟鑫
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:2022.04.04
技术公布日:2022/11/10
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。