1.本技术涉及智能制造技术领域,尤其是一种用于工位端的标准件拣选方法及拣选系统。
背景技术:
2.标准件广泛应用于机械产品装配过程中,随着产品定制化水平越来越高,产品的生产模式也趋于多品种、小批量生产,这对于产品装配工位的柔性化要求越来越高,每个工位需要装配多种型号的产品,每个工位用到的标准件种类可能达到几十种甚至上百种,这对于标准件在工位的合理存放、数量管理、以及在产品装配过程中如何准确无误的拿取都提出了更高的要求。
3.然而,对于工位端的标准件的管理、拿取指引,目前并没有综合性、针对性的技术,比较相近的技术是应用于库房大规模物料管理及拣选的ptl拣选技术,但其系统庞大、造价较高,并不适用于工位端。目前,大部分工厂对工位端的标准件的存放管理,仍然只是采用简单的带有标签的物料盒存放,标准件拿取使用的准确性仅取决于操作人员的作业水平,对标准件的使用数量也没有清晰明确的管理方式,这就造成装配时容易错误拿取相近型号的标准件,导致产品质量问题;并且,物料查询、盘点等操作均需要人为操作,造成大量工时损失。
4.应该注意,上面对背景技术的介绍只是为了方便对本技术的技术方案进行清楚、完整的说明,并方便本领域技术人员的理解而阐述的。不能仅仅因为这些方案在本技术的背景技术部分进行了阐述而认为上述技术方案为本领域技术人员所公知。
技术实现要素:
5.本技术的目的是提供一种用于工位端的标准件拣选方法及拣选系统,以解决上述背景技术指出的问题或其它类似问题。
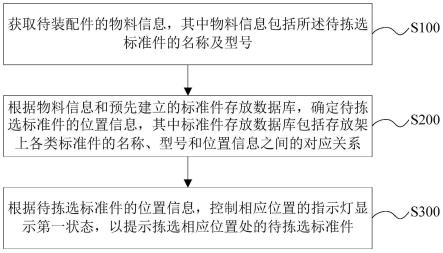
6.本技术第一方面的实施例提供一种用于工位端的标准件拣选方法,用于从存放架上存放的多类标准件中为待装配件拣选所需的待装配标准件,所述存放架上设有与各类标准件的位置分别对应的指示灯,所述方法包括:获取所述待装配件的物料信息,所述物料信息包括所述待装配标准件的名称及型号;根据所述物料信息和预先建立的标准件存放数据库,确定所述待装配标准件在所述存放架上的位置信息,所述标准件存放数据库包括所述存放架上各类标准件的名称、型号和位置信息之间的对应关系;根据所述待装配标准件的位置信息,控制相应位置的指示灯显示不同于初始状态的第一状态,以提示拣选相应位置处的待装配标准件。
7.本技术第二方面的实施例提供一种用于工位端的标准件拣选系统,用于为待装配件拣选待装配标准件,所述系统包括:存放架,具有用于存放多类标准件的多个存放位;多个指示灯,设于所述存放架上,各所述指示灯与各所述存放位的位置一一对应;物料信息获取模块,用于获取所述待装配件的物料信息,其中所述物料信息包括所述待装配标准件的
名称及型号;位置确定模块,用于根据所述物料信息和预先建立的标准件存放数据库,确定所述待装配标准件的位置信息,其中所述标准件存放数据库包括所述存放架上各类标准件的名称、型号及位置之间的对应关系;指示灯控制模块,用于根据所述位置信息,控制相应位置的指示灯显示第一状态,以提示拣选相应位置处的待装配标准件。
8.本技术第三方面的实施例提供一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现第一方面实施例的标准件拣选方法。
9.本技术第四方面的实施例一种计算机可读存储介质,其存储有执行第一方面实施例的标准件拣选方法的计算机程序。
10.本技术实施例的有益效果包括:
11.本技术实施例的标准件拣选方法及拣选系统能够获取待装配件所需的标准件的名称及型号等信息,根据名称及型号确定标准件的存放位置,并根据存放位置控制相应指示灯给出拣选指示,对于操作人员来说,无需记忆各类标准件的位置,也无需通过标签来分辨各类标准件,仅需在指示灯的指引下拿取即可,因此能有效提高标准件的拣选准确率和速度,提高装配效率,同时保证产品的装配质量。
12.参照后文的说明和附图,详细公开了本技术的特定实施方式,指明了本技术的原理可以被采用的方式。应该理解,本技术的实施方式在范围上并不因而受到限制。在所附权利要求的精神和条款的范围内,本技术的实施方式包括许多改变、修改和等同。
附图说明
13.所包括的附图用来提供对本技术实施例的进一步的理解,其构成了说明书的一部分,用于例示本技术的实施方式,并与文字描述一起来阐述本技术的原理。显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在附图中:
14.图1是本技术一实施例的标准件拣选方法的流程图;
15.图2是本技术实施例中监控拣选数量的流程图;
16.图3是本技术实施例中确定已拣选数量的流程图;
17.图4是本技术实施例中监控库存的流程图;
18.图5是本技术一实施例的标准件拣选系统的结构示意图;
19.图6是本技术一实施例中存放架的结构示意图;
20.图7是本技术一实施例的标准件拣选系统的部分结构框图;
21.图8是本技术一实施例提供的一种计算机设备的示意图。
具体实施方式
22.参照附图,通过下面的说明书,本技术的前述以及其它特征将变得明显。在说明书和附图中,具体公开了本技术的特定实施方式,其表明了其中可以采用本技术的原则的部分实施方式,应了解的是,本技术并不限于所描述的实施方式,相反,本技术包括落入所附权利要求的范围内的全部修改、变型以及等同物。
23.下面参照附图对本技术实施例的实施方式进行说明。
24.本技术第一方面的实施例提供一种用于工位端的标准件拣选方法,用于从存放架上存放的多类标准件中为待装配件拣选待装配标准件,存放架上存放的标准件可以是紧固件、连结件、传动件、密封件、液压元件、气动元件、轴承、弹簧中的一类(种)或多类(种)。存放架上设有与各类标准件的位置分别对应的多个指示灯,指示灯具有指示作用,例如通过显示颜色或闪烁等方式进行指示。
25.图1是本技术一实施例的标准件拣选方法的流程图。如图1所示,本技术实施例的标准件拣选方法,包括:
26.步骤s100:获取待装配件的物料信息,其中物料信息包括所述待装配标准件的名称及型号。
27.其中,名称及型号均相同的标准件属于同类标准件,名称不同的标准件属于非同类标准件,名称相同但型号不同的标准件也属于非同类标准件,非同类标准件分别存放在存放架的不同存放位,并分别对应不同的指示灯,以方便操作人员准确拣选所需类型的标准件,提高拣选准确率。
28.其中,物料信息可以由扫码终端扫描待装配件上的二维码获取,待装配件上的二维码可以存储该待装配件装配所需的所有标准件的名称、型号和数量等物料信息,因此通过扫描二维码即可方便地获取这些物料信息。例如扫码终端为二维码扫码器。
29.步骤s200:根据物料信息和预先建立的标准件存放数据库,确定待装配标准件的位置信息,其中标准件存放数据库包括存放架上各类标准件的名称、型号和位置信息之间的对应关系。
30.由于标准件存放数据库中预先存储有各类标准件的名称、型号和位置信息之间的对应关系,因此根据扫码终端扫描二维码获取的待装配标准件的名称及型号,即可从标准件存放数据库确定相应的位置信息。
31.步骤s300:根据待装配标准件的位置信息,控制相应位置的指示灯显示第一状态,以提示拣选相应位置处的待装配标准件。
32.由于各类标准件的存放位与指示灯的位置对应,因此待装配标准件的位置信息也就相当于指示灯的位置信息,根据该位置信息控制相应位置的指示灯显示不同于初始状态的第一状态,例如指示灯的初始状态为熄灭状态或红色亮灯状态,第一状态为绿色亮灯状态,从而提示操作人员从显示第一状态的指示灯处拿取标准件,对于工位端的操作人员来说,无需记忆各类标准件的位置,也无需通过标签来分辨各类标准件,仅需在指示灯的指引下直接拿取即可,因此能有效提高标准件的拣选准确率和拣选速度,提高装配效率,同时保证产品的装配质量。
33.如图2所示,在一些实施例中,待装配件的物料信息还包括待装配标准件的待拣选数量,标准件拣选方法还包括:
34.步骤s400:确定待装配标准件的已拣选数量;
35.步骤s500:将已拣选数量与待拣选数量进行比较,若比较结果为不一致,发出错误提示;若比较结果为一致,控制相应位置的指示灯显示不同于第一状态的第二状态,以提示拣选完成。
36.例如,待装配件需要n个某型号的螺母,则物料信息中的待拣选数量为n;操作人员根据步骤s300中指示灯的指示,从存放架上显示第一状态的指示灯处拣选了m个该型号的
螺母,即已拣选数量为m,将m和n进行比较。若m等于n,则控制相应位置的指示灯显示第二状态,代表拣选数量正确,拣选完成;例如第二状态可以与指示灯的初始状态相同或不同。若m不等于n,则发出错误提示,代表拣选数量错误,拣选未完成,从而提示操作人员继续拣选或将多余的标准件放回。该错误提示可以是指示灯发出不同于初始状态、第一状态和第二状态的灯光提示或报警提示声,也可以是单独设置的报警器发出灯光提示或报警提示声。
37.本技术实施例能够判断拣选数量是否准确,并向操作人员发出拣选完成或拣选错误的提示,从而进一步提高拣选准确率。
38.在一些实施例中,为了方便操作人员了解待装配件的物料信息,方便拣选,本技术实施例的方法还可以包括:
39.将获取的物料信息发送至显示终端,以通过显示终端显示待装配标准件的名称、型号和待拣选数量,从而方便操作人员根据显示终端显示的待拣选数量准确拿取相应数量的标准件,并且方便操作人员了解当前拣选的标准件的名称和型号,这对于后续装配操作是有利的。例如,显示终端为触摸一体机。
40.在步骤s400中,可以通过标准件的重量来确定已拣选数量。为了获取标准件的重量,在一些实施例中,存放架上设有多个料盒,同类的标准件存放于同一料盒内,各料盒分别由重量传感器支撑于存放架上,因此重量传感器检测的重量即包括料盒及其内部所有标准件的重量之和。如图3所示,本实施例中,所述步骤s400进一步包括:
41.步骤s410:通过重量传感器获取料盒及其内部的待装配标准件的重量;
42.步骤s420:根据拣选前和拣选后的所述重量的变化值确定已拣选数量。
43.其中,重量传感器能够实时检测料盒及其内部标准件的总重量,根据拣选前和拣选后的总重量变化值和预置的单个标准件的重量,即可确定取走的标准件的数量(即已拣选数量)。本实施例采用重量传感器,能够准确确定标准件的已拣选数量。
44.为了方便操作人员实时了解存放架上各类标准件的数量,在一些实施例中,本技术的方法还可以包括:
45.实时获取存放架上各类标准件的数量;
46.将实时获取的各类标准件的数量发送至显示终端,以实时显示存放架上各类标准件的数量。
47.其中,显示终端能实时显示存放架上各类标准件的当前数量。在操作人员拣选标准件之前,显示终端显示的数量代表标准件的初始库存数量;在操作人员拣选标准件之后,显示终端显示的数量代表拣选后的剩余数量;在操作人员向料盒内补充标准件之后,显示终端显示的数量代表补货后的库存数量,补货后的库存数量可以等于初始库存数量。
48.为了提示操作人员在库存不足时及时补货,如图4所示,在一些实施例中,本技术实施例的方法还包括:
49.步骤s610:拣选完成后,获取存放架上的所述待装配标准件的剩余数量;
50.步骤s620:将所述待装配标准件的剩余数量与预设的最小库存值(或称为预设报警值)进行比较,若剩余数量小于相应的最小库存值,则代表库存不足,控制相应的指示灯显示不同于初始状态、第一状态及第二状态的第三状态,以提示补货。
51.本实施例通过将待装配标准件的剩余数量与预设的最小库存值进行比较,即可确定是否需要补货。若剩余数量大于或等于预设的最小库存值,则代表库存充足,不需要补
货,也不需要提示。若剩余数量小于预设的最小库存值,则代表库存不足,需要补货,这种情况下,控制该类标准件对应的指示灯显示第三状态,例如第三状态是闪烁红色的状态,操作人员看到该提示后,即向相应位置处的料盒内补充相应类型的标准件。
52.其中,步骤s610中的剩余数量可以基于重量传感器实时检测的当前重量确定,也可以根据已拣选数量和预先存储的初始库存数量的差值确定,初始库存数量可以存储在标准件存放数据库中。
53.当显示终端为触摸一体机时,触摸一体机的显示屏上可以显示各料盒的料盒号、补货按钮、及补货完成按钮等。
54.例如,补货的具体流程为:
55.操作人员看到指示灯的补货提示后,点击触摸一体机上的补货按钮,然后点击触摸一体机上的需要补货的料盒号,触摸一体机会显示需要补货的标准件的名称和型号,比如若提示补货的指示灯对应的料盒号为“5”,则操作人员点击触摸一体机上的料盒号“5”,此时触摸一体机会显示料盒号“5”对应的料盒内标准件的名称和型号;
56.然后,操作人员向相应料盒内补充相应标准件,并将补充的数量(即补货数量)填写至触摸一体机上;
57.完成补货后,操作人员点击触摸一体机上的补货完成按钮。
58.在一些实施例中,为了及时更新标准件存放数据库中的库存数量,本技术实施例的方法还包括:
59.在补货完成后,根据补货数量更新标准件存放数据库中的库存数量。
60.在一些实施例中,本技术实施例的方法还包括:
61.记录拣选的待装配标准件的名称、型号、已拣选数量、拣选时间及拣选人员信息。
62.基于同一发明构思,本技术第二方面的实施例提供一种用于工位端的标准件拣选系统,如下面的实施例所述。由于该系统实施例解决问题的原理与第一方面实施例的标准件拣选方法相似,因此该系统实施例的实施可以参见方法的实施,重复之处不再赘述。
63.图5和图6是本技术一实施例的标准件拣选系统的结构示意图;图7是本技术一实施例的标准件拣选系统的部分结构框图。如图5至图7所示,该拣选系统用于为待装配件拣选待装配标准件,包括存放架1、多个指示灯2、物料信息获取模块100、位置确定模块200和指示灯控制模块300。
64.存放架1具有用于存放多类标准件的多个存放位,每个存放位可以存放多个同类标准件,同类标准件指的是名称和型号均相同的标准件。多个指示灯2设于存放架1上,各指示灯2与各存放位的位置一一对应,指示灯2可以通过亮灯或闪烁起到指示和指引作用。
65.物料信息获取模块100用于获取待装配件的物料信息,物料信息包括待装配件所需的待装配标准件的名称及型号。例如,物料信息获取模块100为扫码终端3(如图5所示),扫码终端3通过扫描待装配件上的二维码获取待装配件的物料信息。例如扫码终端3为二维码扫码器。
66.位置确定模块200用于根据物料信息和预先建立的标准件存放数据库,确定待装配标准件的位置信息,其中标准件存放数据库包括存放架1上各类标准件的名称、型号及位置之间的对应关系。具体是,物料信息获取模块100将获取的物料信息发送给位置确定模块200,位置确定模块200将物料信息中待装配标准件的名称及型号与标准件存放数据库进行
比对,从而从标准件存放数据库确定待装配标准件的位置信息。
67.指示灯控制模块300用于根据位置信息,控制相应位置的指示灯2显示不同于初始状态的第一状态,以提示操作人员拣选相应位置处的标准件。由于各类标准件的存放位与指示灯2的位置对应,位置确定模块200确定的待装配标准件的位置信息也就是指示灯2的位置信息,位置确定模块200将该位置信息发送给指示灯控制模块300,指示灯控制模块300根据该位置信息控制相应位置的指示灯2显示不同于初始状态的第一状态,例如指示灯2的初始状态为熄灭状态或红色亮灯状态,第一状态为绿色亮灯状态,从而提示操作人员从显示第一状态的指示灯2处拿取标准件,对于工位端的操作人员来说,无需记忆各类标准件的位置,也无需通过标签来分辨各类标准件,仅需在指示灯2的指引下拿取即可,因此能有效提高标准件的拣选准确率和速度,提高装配效率,同时保证产品的装配质量。
68.如图7所示,在一些实施例中,物料信息还包括待装配标准件的待拣选数量;标准件拣选装置还包括拣选数量确定模块400和拣选监控模块500。拣选数量确定模块400用于确定待装配标准件的已拣选数量,并将已拣选数量发送给拣选监控模块500。拣选监控模块500用于将已拣选数量与待拣选数量进行比较,若比较结果为不一致,则控制报警器发出错误提示,或者发送拣选错误信号至指示灯控制模块300,由指示灯控制模块300控制相应位置的指示灯2发出错误提示;若比较结果为一致,则发送拣选完成信号至指示灯控制模块300,指示灯控制模块300接收到拣选完成信号后控制相应位置的指示灯2显示不同于第一状态的第二状态,代表拣选完成。例如第二状态与指示灯2的初始状态相同或不同。
69.本技术实施例能够判断拣选数量是否准确,并向操作人员发出拣选完成或拣选错误的提示,从而提高拣选准确率。
70.在一些实施例中,存放架1的存放位为用于容纳标准件的料盒5,拣选数量确定模块400包括重量传感器6和数量计算模块,各料盒5分别由重量传感器6支撑于存放架1上,因此重量传感器6可以实时检测料盒5及其内部标准件的总重量,并将总重量发送至数量计算模块,数量计算模块根据拣选前和拣选后的总重量的变化值确定已拣选数量。具体是,数量计算模块根据总重量的变化值和预置的单个标准件的重量,计算得到已拣选数量。本实施例采用重量传感器6,能够准确确定标准件的已拣选数量。
71.其中,重量传感器6在发送重量信号时,其位置信息也被数量计算模块和拣选监控模块500一并获取,由于重量传感器6与各类标准件的位置一一对应,重量传感器6的位置信息也就是指示灯2的位置信息,拣选监控模块500将该位置信息和拣选完成信号均发送至指示灯控制模块300,以便指示灯控制模块300控制相应位置的指示灯2显示第二状态。
72.如图7所示,在一些实施例中,标准件拣选装置还包括补货监控模块600,补货监控模块600用于获取存放架1上待装配标准件的剩余数量,并将待装配标准件的剩余数量与预设的最小库存值进行比较,若剩余数量小于最小库存值,则发送补货信号至指示灯控制模块300,以通过指示灯控制模块300控制相应位置的指示灯2显示不同于初始状态、第一状态及第二状态的第三状态,用于提示补货。
73.本实施例中补货监控模块600将待装配标准件的剩余数量与预设的最小库存值进行比较,若剩余数量大于或等于预设的最小库存值,则代表库存充足,不需要补货,也不需要提示;若剩余数量小于预设的最小库存值,则代表库存不足,需要补货,这种情况下,补货监控模块600将补货信号发送至指示灯控制模块300,通过指示灯控制模块300控制该类标
准件对应的指示灯2显示第三状态,例如第三状态是闪烁红色的状态,操作人员看到该提示,即向相应位置处的料盒5内补充相应类型的标准件。
74.其中,标准件的剩余数量可以基于重量传感器6检测的当前重量确定,即,重量传感器6将检测的重量发送给数量计算模块,数量计算模块根据该重量和预置的单个标准件的重量计算得到标准件的当前数量(即为剩余数量),数量计算模块将计算得到的剩余数量发送给补货监控模块600。
75.或者,标准件的剩余数量也可以根据已拣选数量和预先存储的初始库存数量的差值确定,初始库存数量可以存储在标准件存放数据库中,即,数量计算模块将已拣选数量发送给补货监控模块600,补货监控模块600根据已拣选数量和初始库存数量,即可确定二者的差值,从而获取标准件的剩余数量。
76.其中,重量传感器6在发送重量信号时,其位置信息也被数量计算模块和补货监控模块600一并获取,由于重量传感器6与各类标准件的位置一一对应,重量传感器6的位置信息也就是指示灯2的位置信息,补货监控模块600将该位置信息和补货信号均发送至指示灯控制模块300,以便指示灯控制模块300控制相应位置的指示灯2显示第三状态。
77.在一些实施例中,本技术实施例的拣选系统还包括显示终端,显示终端与物料信息获取模块100通信连接,用于显示物料信息,包括待装配标准件的名称、型号和待拣选数量。
78.进一步,显示终端还可以与拣选数量确定模块400和补货监控模块600通信连接,以实时显示存放架1上各类标准件的数量。
79.在一些实施例中,本技术实施例的拣选系统还包括记录模块,用于记录拣选的待装配标准件的名称、型号、已拣选数量、拣选时间及拣选人员信息。
80.如图5、图6所示,在一些实施例中,标准件拣选系统还包括支撑架7,存放架1可绕一纵向中心线旋转地设于支撑架7上方,换句话说,存放架1可以绕该纵向中心线360
°
旋转,因此存放架1的相对两侧均可以存放标准件,且相邻工位可以共用一个标准件拣选装置。
81.进一步,支撑架7和存放架1通过第一旋转轴承8可旋转地连接。
82.进一步,指示灯2可以通过指示灯架9安装在存放架1上,比如,在存放架1上由下至上设有多排料盒5,每排料盒5对应一个指示灯架9,指示灯架9上设有沿该排料盒5延伸的长条形的一安装槽10,对应该排料盒5的所有指示灯2均可拆卸地与该安装槽10连接,因此指示灯2的数量和位置可以在安装槽10上随意调整,保证每个料盒5均对应一个指示灯2。
83.进一步,支撑架7和存放架1均可以由铝型材搭建而成。
84.进一步,支撑架7的底部可以设有多个脚轮11,以方便移动标准件拣选系统。例如,脚轮11为可锁止的脚轮11,以将拣选系统稳定定位。
85.如图5所示,在一些实施例中,显示终端为触摸一体机4,物料信息获取模块100为扫码终端3,标准件拣选系统还包括安装箱12,触摸一体机4和扫码终端3嵌设于安装箱12内。安装箱12上还可以设有电源开关按钮14,用于关闭或启动触摸一体机4。通过设置安装箱12,可以将触摸一体机4、扫码终端3和电源开关按钮14集成在一起。
86.安装箱12可绕所述纵向中心线旋转地设于存放架1上方,或者说安装箱12可以绕该纵向中心线360
°
旋转,因此触摸一体机4、扫码终端3和电源开关按钮14可以供相邻工位的操作人员共同使用。例如,安装箱12和存放架1通过第二旋转轴承24可旋转地连接。
87.触摸一体机4包括前述的位置确定模块200、指示灯控制模块300、拣选监控模块500、数量计算模块、补货监控模块600和记录模块。
88.在一些实施例中,如图5所示,标准件拣选系统还包括电控箱13,电控箱13可以设于支撑架7内,电控箱13包括供电模块15、交换机16、多个i/o处理模块,例如多个i/o处理模块分别为第一i/o处理模块17、第二i/o处理模块18和第三i/o处理模块19,多个指示灯2的位置信息(相当于各类标准件的位置信息)分布在第一i/o处理模块17、第二i/o处理模块18和第三i/o处理模块19上,例如当指示灯2的数量为24个时,每个i/o处理模块上可以设置8个指示灯的位置信息,以控制各位置的指示灯。供电模块15可以通过电源线及接线端子排与交换机16、各i/o处理模块、触摸一体机4和各指示灯2的输入电源端子分别连接,以实现供电,例如供电模块15可以是用于输出24v直流电的直流电源。交换机16可以通过网线与各i/o处理模块和触摸一体机4的网口分别连接,以实现数据交换功能。
89.各重量传感器6的信号端可以通过信号线及接线端子排与各i/o处理模块的输入端分别连接,以实现各料位的重量信号采集。重量信号的传输路径为:重量传感器6将重量信号发送给i/o处理模块,i/o处理模块将采集的重量信号通过交换机16发送给触摸一体机4,以便触摸一体机4根据该重量信号确定待装配标准件的已拣选数量、剩余数量和补货数量。
90.各指示灯2可以通过信号线及接线端子排与各i/o处理模块的输出控制端分别连接。对指示灯2的控制信号的传输路径为:触摸一体机4将指示灯的控制信号通过交换机发送给i/o处理模块,交换机由i/o处理模块的输出控制端控制相应位置的指示灯2显示第一状态、第二状态或第三状态。
91.如图5所示,在一些实施例中,支撑架7上还设有电源线卷盒20,电源线卷盒20内含有一根三相220v电源线,使用时可以将电源线从电源线卷盒20内拽出,使用完成后,可以手动将电源线卷至电源线卷盒20内,收纳方便。电源线的一端为三相插头,另一端为火线、零线、地线,其中零线、地线可以分别通过接线端子排转接接入直流电源对应的输入电源端子上,火线通过接线端子排及电源线转接到电源开关按钮14上的一端,电源开关按钮14上的另一端通过电源线及接线端子排转接到直流电源对应输入电源端子上,实现通过电源开关按钮14来控制拣选装置的开启和关闭。
92.如图5、图6所示,在一些实施例中,存放架1包括沿纵向设置的主轴21、多根沿横向设置的支撑轴22、以及多个料盒支撑板23,多个支撑轴22固定在主轴21的侧向,各料盒支撑板23呈倾斜状悬挂于支撑轴22上,各料盒5分别设于各料盒支撑板23上,当设有重量传感器6时,重量传感器6安装在料盒支撑板23上,且重量传感器6支撑料盒5。
93.例如,存放架1的主轴21和支撑轴22为铝型材,比如4080标准型铝型材,多根支撑轴22拼接构成“王”字形结构,该“王”字形结构固定在主轴21上。
94.基于同一发明构思,本技术第三方面的实施例提供一种计算机设备700。图8为本技术实施例的计算机设备的示意图。如图8所示,计算机设备700包括存储器701、处理器702及存储在存储器701上并可在处理器702上运行的计算机程序,处理器702执行计算机程序时实现前述任一实施例的标准件拣选方法。例如,该计算机设备700为前述的触摸一体机4。
95.基于同一发明构思,本技术第四方面的实施例提供一种计算机可读存储介质,该计算机可读存储介质存储有执行前述任一实施例的标准件拣选方法的计算机程序。
96.综上,本技术实施例提供了一种标准件拣选方法、系统、计算机设备及计算机可读存储介质,本技术能有效提高标准件的拣选准确率和拣选速度,提高装配效率,同时保证产品的装配质量。
97.本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
98.本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
99.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
100.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
101.以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。