1.本技术涉及照明设备技术领域,具体涉及一种一体式成型的线条灯。
背景技术:
2.目前,随着led一体式灯具的发展,市面上线条灯灯具的需求量也日益增加。传统的线条灯外壳的成型工艺,基本上都是由冲压完成的,冲压后的毛坯件在经过表面处理,达到作为外观件的效果。目前市面需求的线条灯规格基本上都要满足同一外观结构下,有3-4个不同长度,常规的长度有0.6m、1.2m、2.4m等。若采用传统的冲压成型工艺,需要根据不同长度尺寸,开相应长度的成型模具,导致开模成本高,其生产效率也比较低。且冲压成型后的毛坯还需要经过喷涂线喷粉做外观处理,需要再一次对物料进行周转,增加了物料不良的风险。目前常规的喷粉线很多都只能满足喷涂长度小于1.5m的部件,对于2.4m的产品能做表面喷涂的厂商就相对更少了,势必导致喷2.4m的喷涂费用会更高。
3.因此,提供一种一体式成型的线条灯显得尤为重要。
技术实现要素:
4.为了解决现有技术中需要根据不同长度尺寸的灯具,开相应长度的成型模具,而且产品成型需再进行喷粉等技术问题,本技术提出了一种一体式成型的线条灯以克服上述缺陷。
5.本技术提出了一种一体式成型的线条灯,线条灯包括光源组件、壳体和设置在壳体上的散热盖板,光源组件安装在散热盖板上,壳体和散热盖板至少之一为覆膜板结构,覆膜板结构包括基材层和薄膜层,基材层的两面均设有黏接层,薄膜层通过黏接层固定在基材层上。
6.通过上述技术方案,该覆膜板结构可直接用于组装生产线条灯,无需再进行喷粉等后续的表面处理。可以极大地提升产品的生产效率,降低材料的成本以及加工成本。
7.优选的,壳体的侧壁设有卡槽,散热盖板通过卡槽与壳体配合连接。
8.通过上述技术方案,散热盖板可装入该卡槽内,然后与壳体滑动连接,整个装配方式简单易操作,可以进一步提高组装效率。
9.优选的,基材层的两面均设有黏接层,薄膜层通过黏接层固定在基材层上,并且两个薄膜层关于基材层对称设置。
10.薄膜层具备有外观效果,通过两个薄膜层关于基材层的对称设置,在组装时,工作人员可拿起任意一面进行装配,均不会影响产品的美观程度。
11.优选的,两个薄膜层的外表面均贴覆有保护层,两个保护层关于基材层对称设置。
12.通过上述技术方案,设置保护层可在材料运输及成型过程中对具备外观效果的薄膜层进行保护。通过两个保护层关于基材层的对称设置,在组装时,工作人员可拿起任意一面进行装配,不会影响整个线条灯外形的美观程度。
13.优选的,薄膜层的材质为pet、pp中的一种。
14.优选的,基材层为镀锌钢板、冷轧钢板、铝板、钛锌板中的一种。
15.优选的,薄膜层的厚度在3-120μm之间。
16.在实际应用中,薄膜层的厚度可以根据产品需求进行调整。
17.优选的,覆膜板结构通过辊压成型制成。
18.通过辊压过程,将覆膜板结构逐渐形变成需求的结构体,待结构体形状完成定型后,再根据实际需求的长度裁切。达到一套辊压模具可以满足同一外观结构,不同长度的产品需求。
19.优选的,该线条灯还包括驱动组件和灯罩,光源组件设置在灯罩和散热盖板形成的腔体中,驱动组件设置在散热盖板和壳体形成的腔体中。
20.进一步优选的,该线条灯还包括灯罩端盖和壳体端盖,灯罩端盖分别安装在灯罩的两端,壳体端盖分别安装在壳体的两端。
21.本技术提出了一体式成型的线条灯,该线条灯的壳体和散热盖板均为覆膜板结构,覆膜板结构包括基材层以及设置在该基材层两面的黏接层、薄膜层和保护层。(1)通过使用覆膜板结构及辊压成型,产品成型出来后即可直接用于组装生产,无需再进行喷粉等后道的表面处理。能够大大提升产品的生产效率,降低材料成本和加工成本。(2)替代掉喷粉工艺,可以解决喷粉工艺的弊端,例如喷涂壁厚不均、端面流挂积粉、壳体的内腔喷涂不到导致漏基材等问题。(3)散热盖板与壳体滑动连接,整个装配方式简单易操作,可以进一步提高组装效率。
附图说明
22.包括附图以提供对实施例的进一步理解并且附图被并入本说明书中并且构成本说明书的一部分。附图图示了实施例并且与描述一起用于解释本技术的原理。将容易认识到其它实施例和实施例的很多预期优点,因为通过引用以下详细描述,它们变得被更好地理解。附图的元件不一定是相互按照比例的。同样的附图标记指代对应的类似部件。
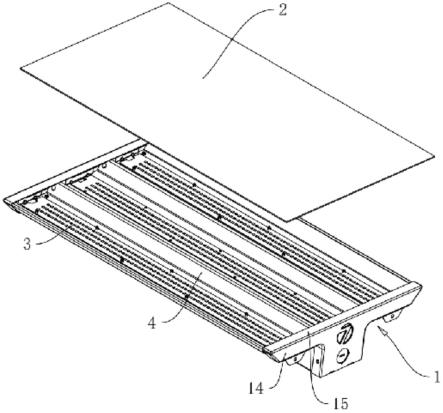
23.图1是根据本技术实施例的一体式成型的线条灯的爆炸图;
24.图2是根据本技术一个具体实施例的线条灯的整灯示意图;
25.图3是根据本技术一个具体实施例的覆膜板结构示意图。
26.附图标记说明:光源组件1、壳体2、卡槽21、壳体端盖22、散热盖板3、驱动组件4、灯罩5、灯罩端盖51、基材层61、黏接层62、薄膜层63、保护层64。
具体实施方式
27.下面将详细描述本技术的各个方面的特征和示例性实施例,为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细描述。应理解,此处所描述的具体实施例仅被配置为解释本技术,并不被配置为限定本技术。对于本领域技术人员来说,本技术可以在不需要这些具体细节中的一些细节的情况下实施。下面对实施例的描述仅仅是为了通过示出本技术的示例来提供对本技术更好的理解。
28.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖
非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括......”限定的要素,并不排除在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
29.本技术提出了一种一体式成型的线条灯,图1示出了根据本技术实施例的一体式成型的线条灯的爆炸图,图2是示出了根据本技术一个具体实施例的线条灯的整灯示意图。结合参考图1和图2,该线条灯包括光源组件1、壳体2、散热盖板3、驱动组件4以及灯罩5。其中,壳体2的侧壁上设置有卡槽21,散热盖板3的两侧板可滑入卡槽21内进而与壳体2装配在一起。该装配方式简单易操作,可以有效提高线条灯的组装效率。光源组件1安装在散热盖板3上,且整个光源组件1置于灯罩5和散热盖板3形成的腔体中,而驱动组件4则设置在散热盖板3和壳体2形成的腔体中。
30.该线条灯还包括灯罩端盖51和壳体端盖22,灯罩端盖51分别安装在灯罩5的两端,壳体端盖22分别安装在壳体2的两端。
31.图3示出了本技术一个具体实施例的覆膜板结构示意图,如图3所示,壳体2和/或散热盖板3为覆膜板结构。具体的,该覆膜板结构包括基材层61、黏接层62、薄膜层63以及保护层64。其中,基材层61的两面均设有黏接层62,薄膜层63通过黏接层62固定在基材层61上,并且两个薄膜层63关于基材层61对称设置。在薄膜层63的外表面还贴覆有保护层64,同样的,两个保护层64也关于基材层61对称设置。其中,薄膜层63具备有外观效果,例如:绘制有精美色彩的图案或纹路。而保护层64可用于材料运输及成型过程中对薄膜层63的外观保护。在组装时,工作人员可拿起任意一面的壳体2或散热盖板3进行装配,均不会影响整个线条灯的美感,而且也可以提高装配效率。
32.在具体的实施例中,薄膜层63的材质为pet、pp中的一种。
33.在具体的实施例中,基材层61为镀锌钢板、冷轧钢板、铝板、钛锌板中的一种。
34.在具体的实施例中,薄膜层63的厚度在3-120μm之间。在实际应用中,薄膜层63的厚度可以根据产品需求进行调整。
35.在具体的实施例中,覆膜板结构通过辊压成型制成。将材料辊压成型为将平整的覆膜板结构,通过辊压过程,逐渐形变成需求的结构形状特征,待结构形状特征完成定型后,再根据需求的长度裁切,达到一套辊压模具可以满足同一外观结构,不同长度的产品需求。
36.本技术提供的线条灯通过使用覆膜板结构及辊压成型,产品成型出来后即可直接用于组装生产,无需再进行喷粉等后续的表面处理。能够极大地提升产品的生产效率,降低材料成本及加工成本。同时替代掉喷粉工艺,还可以解决喷粉工艺的弊端,例如喷涂壁厚不均、端面流挂积粉、壳体的内腔喷涂不到导致漏基材等问题。
37.显然,本领域技术人员在不偏离本技术的精神和范围的情况下可以作出对本技术的实施例的各种修改和改变。以该方式,如果这些修改和改变处于本技术的权利要求及其等同形式的范围内,则本技术还旨在涵盖这些修改和改变。词语“包括”不排除未在权利要求中列出的其它元件或步骤的存在。某些措施记载在相互不同的从属权利要求中的简单事实不表明这些措施的组合不能被用于获利。权利要求中的任何附图标记不应当被认为限制范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。