1.本技术涉及管理技术领域,尤其涉及一种混凝土预制件追溯管理方法及系统。
背景技术:
2.混凝土预制件是指在工厂中通过标准化和机械化方式加工生产的混凝土制品,是一种应用于建筑、交通、水利等领域的构件。混凝土预制件相较于对应的传统现浇混凝土,无需在工地现场制模、现场浇注和现场养护,极大的缩短了施工工期,因此混凝土预制件被广泛应用于建筑、交通、水利等领域,在国民经济中扮演重要的角色。
3.由于混凝土预制件被广泛应用于建筑、交通、水利等多个领域,因此,混凝土预制件的质量好坏直接影响着人民群众的生命财产安全,而混凝土预制件的施工工序繁杂,因此对每道施工工序都有着严格的质量把关。相关技术中,通常是通过人工对混凝土施工过程中的生产数据和生产工序进行记录,从而形成生产记录。
4.针对上述相关技术,发明人认为,通过人工记录生产数据以及生产工序,不仅效率低,而且容易因为人工失误导致对生产记录和生产数据进行错记或漏记,从而造成混凝土预制件质量不过关,若将该类混凝土预制件应用于生产生活中,容易造成安全事故,从而危害人们的生命财产安全。
技术实现要素:
5.为了有助于加强对混凝土生产的管理,本技术提供一种混凝土预制件追溯管理方法及系统。
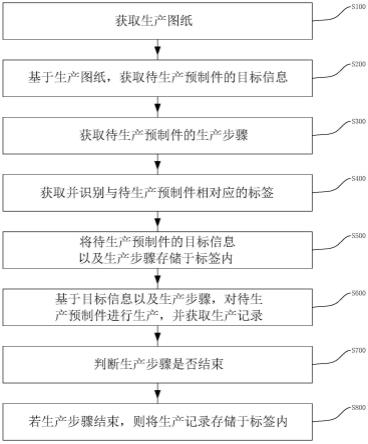
6.第一方面本技术提供的一种混凝土预制件追溯管理方法,采用如下的技术方案:一种混凝土预制件追溯管理方法,包括:获取生产图纸;基于所述生产图纸,获取待生产预制件的目标信息;获取待生产预制件的生产步骤;获取并识别与所述待生产预制件相对应的标签;将所述待生产预制件的目标信息以及所述生产步骤存储于所述标签内;基于所述目标信息以及所述生产步骤,对所述待生产预制件进行生产,并获取生产记录;判断所述生产步骤是否结束;若所述生产步骤结束,则将所述生产记录存储于所述标签内。
7.通过采用上述技术方案,对每个待生产预制件制定一个与之对应的标签,并将该待生产预制件的目标信息以及生产步骤存储于该标签内,根据待生产预制件的生产步骤,对该待生产预制件进行生产,并将生产记录也存储于该标签内,施工人员通过扫描该标签,则可以读取该预制件的目标信息以及所有的生产记录,从而加强对该混凝土预制件的管理以及追溯,且无需施工人员手动记录,不仅简单方便,而且有助于提高生产数据的准确性。
8.可选的,所述的基于所述生产图纸,获取待生产预制件的目标信息具体步骤包括:基于所述生产图纸,获取所述待生产预制件的生产信息以及第一规格信息;将所述生产信息和所述第一规格信息作为所述目标信息。
9.通过采用上述技术方案,通过获取待生产预制件的生产信息以及第一规格信息,从而得到待生产预制件的目标信息,有助于施工人员对该待生产预制件进行管理与追溯。
10.可选的,所述生产步骤包括模具制造、混凝土浇筑、浇筑件养护、浇筑件脱模以及浇筑件表面处理,所述生产记录包括模具制造记录、混凝土浇筑记录、浇筑件养护记录、浇筑件脱模记录以及浇筑件表面处理记录,所述基于所述目标信息以及所述生产步骤,对所述待生产预制件进行生产,并获取生产记录的具体步骤包括:对模具进行制造,得到浇筑模具;判断第二规则信息与第一规格信息是否相匹配,所述第二规则信息为所述浇筑模具的规则信息;若所述第二规格信息与所述第一规格信息相匹配,则获取所述模具制造记录;基于所述浇筑模具,进行混凝土浇筑,形成浇筑件,并获取所述混凝土浇筑记录;对所述浇筑件进行养护,并获取所述浇筑件养护记录;待浇筑件养护结束后,对所述浇筑件进行浇筑件脱模以及浇筑件表面处理,得到预制件,并获取所述浇筑件脱模记录以及所述浇筑件表面处理记录。
11.通过采用上述技术方案,对待生产预制件按照生产步骤依次进行施工,并获取待生产预制件的每个生产步骤的生产记录,方便施工人员对每个待生产预制件的已完成的生产步骤进行记录查询,从而有助于施工人员对该待生产预制件进行管理与追溯。
12.可选的,在所述若所述生产步骤结束,则将所述生产记录存储于所述标签内之后,还包括:对预制件进行质量检测,并生成质量检测记录;将所述质量检测记录存储于所述标签内。
13.通过采用上述技术方案,对预制件进行质量检测,有助于提高预制件的质量水平,降低危险事故发生的可能性,将质量检测记录存储于标签内,施工人员能够随时查看该预制件的质量检测结果,从而有助于提高对该预制件的管理与追溯。
14.可选的,所述质量检测记录包括合格记录以及不合格记录,对所述预制件进行质量检测,并生成质量检测记录的具体步骤包括:判断所述预制件是否符合预设的质量检验规范;若所述预制件符合所述质量检验规范,则生成质量检测合格记录;若所述预制件不符合预设的质量检测规范,则生成质量检测不合格记录。
15.通过采用上述技术方案,判断预制件是否符合预设的质量检验规范,从而生成质量检测合格记录或质量检测不合格记录,施工人员根据该施工记录对该预制件进行处理,从而有助于提高对预制件的管理与追溯。
16.可选的,所述判断所述预制件是否符合预设的质量检验规范的具体步骤包括:判断所述预制件是否满足预设的强度要求;若所述预制件满不足预设的强度要求,则判定所述预制件不满足所述质量检验规范。
17.通过采用上述技术方案,判断预制件是否满足预设的强度要求,从而判断该预制件是否满足质量检验规范,从而有助于加强对预制件的管理与追溯,减少因不符合质量检验规范的混凝土预制件应用于生产生活中,导致危害人们生命财产安全事故发生的可能性。
18.可选的,还包括:若所述预制件满足预设的强度要求,则判断所述预制件的尺寸信息是否与所述第一规格信息相匹配;若所述预制件的尺寸信息与所述第一规格信息不相匹配,则判定所述预制件不满足所述质量检验规范。
19.通过采用上述技术方案,在满足预设的强度要求前提下,再通过判断预制件的尺寸信息是否与第一规格信息相匹配,从而有助于进一步对预制件的质量进行把关和管理。
20.可选的,还包括:若所述预制件的尺寸信息与所述第一规格信息相匹配,则判断所述预制件是否存在外观缺陷;若所述预制件外观存在缺陷,则判断所述预制件上是否存在裂缝;若所述预制件上存在裂缝,则判断所述裂缝是否满足预设的裂缝安全条件;若所述裂缝不满足预设的安全条件,则判定所述预制件不满足所述质量检验规范。
21.通过采用上述技术方案,在预制件的尺寸信息与第一规格信息相匹配的前提下,再加入裂缝因素作为判断预制件是否满足质量检验规范的条件,有助于进一步加强对预制件的管理与追溯,加强对预制件质量的把关,减少因不符合质量检验规范的混凝土预制件应用于生产生活中,导致危害人们生命财产安全事故发生的可能性。
22.可选的,还包括:若所述预制件上不存在裂缝和/或所述裂缝满足预设的安全条件,则判断所述预制件表面是否有蜂窝;若所述预制件表面有蜂窝,则判断所述蜂窝是否满足预设的蜂窝安全条件;若所述蜂窝不满足预设的蜂窝安全条件,则判定所述预制件不满足所述质量检验规范;若所述蜂窝满足预设的蜂窝安全条件,则判定所述预制件满足所述质量检验规范。
23.通过采用上述技术方案,在预制件不存在裂缝和/或裂缝满足预设的安全条件的前提下,再通过判断预制件表面是否有蜂窝以及蜂窝是否满足预设的蜂窝安全条件,从而进一步判断预制件是否符合质量检验规范,有助于加强对预制件质量的把关,减少因不符合质量检验规范的混凝土预制件应用于生产生活中,导致危害人们生命财产安全事故发生的可能性。
24.第二方面,本技术还公开了一种混凝土预制件追溯管理系统,采用如下的技术方案:一种混凝土预制件追溯管理系统,包括:第一获取模块,用于获取生产图纸;
第二获取模块,用于基于所述生产图纸,获取待生产预制件的目标信息;第三获取模块,用于获取待生产预制件的生产步骤;第一执行模块,用于获取并识别与所述待生产预制件相对应的标签;第一存储模块,用于将所述待生产预制件的目标信息以及所述生产步骤存储于所述标签内;第二执行模块,用于基于所述目标信息以及所述生产步骤,对所述待生产预制件进行生产,并获取生产记录;判断模块,用于判断所述生产步骤是否结束;第二存储模块,若所述生产步骤结束,则所述第二存储模块用于将所述生产记录存储于所述标签内。
25.通过采用上述技术方案,对每个待生产预制件制定一个与之对应的标签,并将该待生产预制件的目标信息以及生产步骤存储于该标签内,根据待生产预制件的生产步骤,对该待生产预制件进行生产,并将生产记录也存储于该标签内,施工人员通过扫描该标签,则可以读取该预制件的目标信息以及所有的生产记录,从而加强对该混凝土预制件的管理以及追溯,且无需施工人员手动记录,不仅简单方便,而且有助于提高生产数据的准确性。
26.综上所述,本技术包括以下有益技术效果:对每个待生产预制件制定一个与之对应的标签,并将该待生产预制件的目标信息以及生产步骤存储于该标签内,根据待生产预制件的生产步骤,对该待生产预制件进行生产,并将生产记录也存储于该标签内,施工人员通过扫描该标签,则可以读取该预制件的目标信息以及所有的生产记录,从而加强对该混凝土预制件的管理以及追溯,且无需施工人员手动记录,不仅简单方便,而且有助于提高生产数据的准确性。
附图说明
27.图1是本技术实施例一种混凝土预制件追溯管理方法的主要流程图;图2是图1中步骤s200的具体步骤流程图;图3是图1中步骤s600的具体步骤流程图;图4是图1中步骤s800之后,还包括的步骤;图5是图4中步骤s810的具体步骤流程图;图6是图5中步骤s811的具体步骤流程图一;图7是图5中步骤s811的具体步骤流程图二;图8是本技术实施例一种混凝土预制件追溯管理系统的模块图。
28.附图标记说明:1、第一获取模块;2、第二获取模块;3、第三获取模块;4、第一执行模块;5、第一存储模块;6、第二执行模块;7、判断模块;8、第二存储模块。
具体实施方式
29.第一方面,本技术公开了一种混凝土预制件追溯管理方法。
30.参照图1,一种混凝土预制件追溯管理方法,包括步骤s100至步骤s800:步骤s100:获取生产图纸。
31.具体的,本实施例中,生产图纸是标有尺寸、方位及技术参数等施工所需细节和业主希望修建的工程实物的图示表达,本实施例中可以通过获取电子件图纸,也可以获取纸质件图纸的扫描档图纸。
32.步骤s200:基于生产图纸,获取待生产预制件的目标信息。
33.具体的,在本实施例中,目标信息包括本工程中用于生产预制件的数据参数以及生产要求等。
34.步骤s300:获取待生产预制件的生产步骤。
35.具体的,本实施例中,生产步骤用于指导施工人员对预制件进行生产。
36.步骤s400:获取并识别与待生产预制件相对应的标签。
37.具体的,本实施例中,每个预制件都有且只有一个与之相对应的标签,该标签可以是实质标签,例如二维码等,也可以是电子标签,例如rfid等。
38.步骤s500:将待生产预制件的目标信息以及生产步骤存储于标签内。
39.具体的,本实施例中,将待生产预制件的目标信息以及生产步骤存储于标签内,施工人员通过识别该标签,即可观看目标信息以及生产步骤。
40.步骤s600:基于目标信息以及生产步骤,对待生产预制件进行生产,并获取生产记录。
41.具体的,本实施例中,生产记录指对预制件生产的过程以及结果的记录,通过生产记录,可以清楚地了解预制件在生产过程中实施了哪些生产步骤。
42.步骤s700:判断生产步骤是否结束。
43.步骤s800:若生产步骤结束,则将生产记录存储于标签内。
44.本实施例提供的混凝土预制件追溯管理方法,对每个待生产预制件制定一个与之对应的标签,并将该待生产预制件的目标信息以及生产步骤存储于该标签内,根据待生产预制件的生产步骤,对该待生产预制件进行生产,并将生产记录也存储于该标签内,施工人员通过扫描该标签,则可以读取该预制件的目标信息以及所有的生产记录,从而加强对该混凝土预制件的管理以及追溯,且无需施工人员手动记录,不仅简单方便,而且有助于提高生产数据的准确性。
45.参照图2,在本实施例的其中一种实施方式中,步骤s200的具体步骤包括步骤s210至步骤s220:步骤s210:基于生产图纸,获取待生产预制件的生产信息以及第一规格信息。
46.具体的,本实施例中,生产信息包括项目名称、构建编号、构建类型、方量(体积)、重量、使用楼号、使用楼层、生产厂家以及强度等级等;第一规格信息包括待生产预制件的长度、宽度、高度以及预留孔洞的规格等。
47.步骤s220:将生产信息和第一规格信息作为目标信息。
48.具体的,本实施例中,目标信息包括生产信息和第一规格信息。
49.本实施例提供的混凝土预制件追溯管理方法,通过获取待生产预制件的生产信息以及第一规格信息,从而得到待生产预制件的目标信息,有助于施工人员对该待生产预制件进行管理与追溯。
50.参照图3,在本实施例的其中一种实施方式中,步骤s600的具体步骤包括步骤s610至步骤s660:
步骤s610:对模具进行制造,得到浇筑模具。
51.具体的,本实施例中,生产步骤包括模具制造,浇筑模具用对预制件生产。
52.步骤s620:判断第二规则信息与第一规格信息是否相匹配,第二规则信息为浇筑模具的规则信息。
53.具体的,本实施例中,相匹配指的是二者之间相对应的数据差小于或等于预设的第一误差阈值,第一误差阈值范围可以为1cm,例如,浇筑模具的内长为300cm,而待生产预制件的长度位于[209,301]cm之间,则第二规则信息与第一规则信息相匹配。当然,第一误差阈值也可以是0.5cm或0.8cm等。
[0054]
步骤s630:若第二规格信息与第一规格信息相匹配,则获取模具制造记录。
[0055]
具体的,本实施例中,生产记录包括模具制造记录,模具制造记录中包括是否进行模具打磨以及是否对模具涂刷脱模剂或水洗剂等。
[0056]
步骤s640:基于浇筑模具,进行混凝土浇筑,形成浇筑件,并获取混凝土浇筑记录。
[0057]
具体的,本实施例中,生产步骤包括混凝土浇筑;浇筑件指使用浇筑模具进行混凝土浇筑后的半成品预制件;生产记录包括混凝土浇筑记录,混凝土浇筑记录包括混凝土配合比试配、水灰比和塌落度控制以及混凝土振动等记录。
[0058]
步骤s650:对浇筑件进行养护,并获取浇筑件养护记录。
[0059]
具体的,本实施例中,生产步骤包括浇筑件养护,生产记录包括养护记录,养护记录包括养护方式,如常温养护和加热养护等,养护记录也可以包括加热温度等。
[0060]
步骤s660:待浇筑件养护结束后,对浇筑件进行浇筑件脱模以及浇筑件表面处理,得到预制件,并获取浇筑件脱模记录以及浇筑件表面处理记录。
[0061]
具体的,本实施例中,生产步骤包括浇筑件脱模以及浇筑件表面处理,生产记录包括浇筑件脱模记录以及浇筑件表面处理记录,脱模记录包括脱模时浇筑件的强度等,浇筑件表面处理记录包括对缺陷的修补记录等。
[0062]
具体的,本实施例中,生产步骤还可以包括钢筋加工和绑扎以及水电和门窗等的预埋,生产记录还可以包括钢筋加工和绑扎记录以及水电管和门窗等的预埋记录。
[0063]
本实施例提供的混凝土预制件追溯管理方法,对待生产预制件按照生产步骤依次进行施工,并获取待生产预制件的每个生产步骤的生产记录,方便施工人员对每个待生产预制件的已完成的生产步骤进行记录查询,从而有助于施工人员对该待生产预制件进行管理与追溯。
[0064]
参照图4,在本实施例的其中一种实施方式中,在步骤s800之后,还包括步骤s810至步骤s820:步骤s810:对预制件进行质量检测,并生成质量检测记录。
[0065]
具体的,本实施例中,对预制件进行质量检测,指的是对生产完成后的预制件进行质量检测,质量检测记录包括质量检测项目以及与项目对应的检测结果。
[0066]
步骤s820:将质量检测记录存储于标签内。
[0067]
本实施例提供的混凝土预制件追溯管理方法,对预制件进行质量检测,有助于提高预制件的质量水平,降低危险事故发生的可能性,将质量检测记录存储于标签内,施工人员能够随时查看该预制件的质量检测结果,从而有助于提高对该预制件的管理与追溯。
[0068]
参照图5,在本实施例的其中一种实施方式中,步骤s810的具体步骤包括步骤s811
至步骤s813:步骤s811:判断预制件是否符合预设的质量检验规范。
[0069]
具体的,本实施例中,预设的质量检测规范可以根据《预制混凝土构件质量验收标准》设置。
[0070]
步骤s812:若预制件符合质量检验规范,则生成质量检测合格记录。
[0071]
具体的,本实施例中,预制件符合质量检验规范指预制件的各项指标均满足质量检验规范的要求,质量检测记录包括合格记录以及不合格记录。
[0072]
步骤s813:若预制件不符合预设的质量检测规范,则生成质量检测不合格记录。
[0073]
本实施例提供的混凝土预制件追溯管理方法,判断预制件是否符合预设的质量检验规范,从而生成质量检测合格记录或质量检测不合格记录,施工人员根据该施工记录对该预制件进行处理,从而有助于提高对预制件的管理与追溯。
[0074]
参照图6,在本实施例的其中一种实施方式中,步骤s811的具体步骤包括步骤s8111至步骤s8112:步骤s8111:判断预制件是否满足预设的强度要求。
[0075]
具体的,本实施例中,预制件是否满足预设的强度要求指预制件的强度是否大于或等于预设的强度要求阈值,预设的强度要求阈值可以根据工程要求以及《普通混凝土力学性能试验方法标准》设定,例如c30,即当预制件强度大于或等于c30时,则预制件满足预设的强度要求。
[0076]
步骤s8112:若预制件不满足预设的强度要求,则判定预制件不满足质量检验规范。
[0077]
具体的,本实施例中,当预制件不满足预设的强度要求而被判定预制件不满足质量检验规范后,可以将该质量检验不合格记录存储于与该预制件相对应的标签中,并记录不合格原因,为防止该预制件被使用于生产生活之中,可以将该预制件报废。
[0078]
在本实施例的其中一种实施方式中,一种混凝土预制件追溯管理方法还包括步骤s8113至步骤s8114:步骤s8113:若预制件满足预设的强度要求,则判断预制件的尺寸信息是否与第一规格信息相匹配。
[0079]
具体的,本实施例中,尺寸信息包括预制件的长度、宽度、高度以及预留孔洞的规格等,预制件的尺寸信息与第一规格信息相匹配指的是二者之间相对应的数据差小于或等于预设的第二误差阈值,第二误差阈值范围可以为1cm,例如,待生产预制件的长度为300cm,而预制件的长度位于[209,301]cm之间,则第二规则信息与第一规则信息相匹配。当然,第一误差阈值也可以是0.5cm或0.8cm等。
[0080]
步骤s8114:若预制件的尺寸信息与第一规格信息不相匹配,则判定预制件不满足质量检验规范。
[0081]
具体的,本实施例中,当预制件的尺寸信息与第一规格信息不相匹配,而被判定预制件不满足质量检验规范后,可以将该质量检测不合格记录存储于与该预制件对应的标签中,并标注不合格原因,防止该预制件仍被用于该项目中,造成安全事故发生。
[0082]
在本实施例的其中一种实施方式中,一种混凝土预制件追溯管理方法还包括步骤s8115至步骤s8118:
步骤s8115:若预制件的尺寸信息与第一规格信息相匹配,则判断预制件是否存在外观缺陷。
[0083]
具体的,本实施例中,外观缺陷包括裂缝、蜂窝等缺陷。
[0084]
步骤s8116:若预制件外观存在缺陷,则判断预制件上是否存在裂缝。
[0085]
步骤s8117:若预制件上存在裂缝,则判断裂缝是否满足预设的裂缝安全条件。
[0086]
具体的,本实施例中,裂缝安全条件可以根据《预制混凝土构件质量验收标准》设置,当预制件主要受力部位有影响预制件性能或使用功能的裂缝,则判定裂缝不满足预设的裂缝安全条件,当预制件除主要受力部位的其它部位有少量不影响预制件性能或使用功能的裂缝,则判定裂缝满足预设的裂缝安全条件。
[0087]
步骤s8118:若裂缝不满足预设的安全条件,则判定预制件不满足质量检验规范。
[0088]
具体的,本实施例中,当裂缝不满足预设的裂缝安全条件,而被判定预制件不满足质量检验规范后,可以将该质量检验不合格记录存储于与该预制件相对应的标签中,并记录不合格原因,为防止该预制件被使用于生产生活之中,导致生命财产安全事故发生,可以将该预制件报废。
[0089]
具体的,本实施例中,当预制件上存在裂缝,但该裂缝满足预设的安全条件时,则可以将该项质量检验合格记录存储于与该预制件相对应的标签中,并记录需要对该预制件裂缝处进行维修。
[0090]
参照图7,在本实施例的其中一种实施方式中,一种混凝土预制件追溯管理方法还包括步骤s8119至步骤s8122:步骤s8119:若预制件上不存在裂缝和/或裂缝满足预设的安全条件,则判断预制件表面是否有蜂窝。
[0091]
具体的,本实施例中,蜂窝指预制件局部出现酥散、无强度状态或强度不达标状态,为混凝土质量通病。
[0092]
步骤s8120:若预制件表面有蜂窝,则判断蜂窝是否满足预设的蜂窝安全条件。
[0093]
具体的,本实施例中,预设的蜂窝安全条件可以根据《预制混凝土构件质量验收标准》设置,当预制件主要受力部位有影响预制件性能或使用功能的蜂窝,则判定裂缝不满足预设的裂缝安全条件,当预制件除主要受力部位的其它部位有少量不影响预制件性能或使用功能的蜂窝,则判定裂缝满足预设的蜂窝安全条件。
[0094]
步骤s8121:若蜂窝不满足预设的蜂窝安全条件,则判定预制件不满足质量检验规范。
[0095]
具体的,本实施例中,具体的,本实施例中,当蜂窝不满足预设的蜂窝安全条件,而被判定预制件不满足质量检验规范后,可以将该质量检验不合格记录存储于与该预制件相对应的标签中,并记录不合格原因,为防止该预制件被使用于生产生活之中,导致生命财产安全事故发生,可以将该预制件报废。
[0096]
具体的,本实施例中,当预制件上存在蜂窝,但该蜂窝满足预设的安全条件时,则可以将该项质量检验合格记录存储于与该预制件相对应的标签中,并记录需要对该预制件蜂窝处进行维修。
[0097]
步骤s8122:若蜂窝满足预设的蜂窝安全条件,则判定预制件满足质量检验规范。
[0098]
具体的,本实施例中,当预制件满足强度要求,且预制件的尺寸信息是否与第一规
格信息相匹配,且预制件不存在外观缺陷或存在裂缝但满足裂缝安全条件,或存在蜂窝但满足蜂窝安全条件,则判定该预制件满足质量检验规范。
[0099]
具体的,本实施例中,还可以通过判断预制件是否钢筋外露、是否存在额外孔洞以及是否外形缺失等来判定该预制件是否满足质量检验规范。
[0100]
本实施例提供的混凝土预制件追溯管理方法,通过先后判断预制件是否满足预设的强度要、预制件的尺寸信息是否与第一规格信息相匹配、预制件是否存在外观缺陷预制件是否存在裂缝、预制件是否满足裂缝安全要求、预制件是否存在蜂窝以及预制件是否满足蜂窝安全条件来判断预制件是否满足质量检验规范,有助于进一步加强对预制件的管理与追溯,通过多层嵌套逻辑,更有助于加强对预制件的质量进行把关,减少因不符合质量检验规范的混凝土预制件应用于生产生活中,导致危害人们生命财产安全事故发生的可能性。
[0101]
本技术实施例一种混凝土预制件追溯管理方法的实施原理为:获取生产图纸,基于生产图纸,获取待生产预制件的目标信息,获取待生产预制件的生产步骤,获取并识别与待生产预制件相对应的标签,将待生产预制件的目标信息以及生产步骤存储于标签内,基于目标信息以及生产步骤,对待生产预制件进行生产,并获取生产记录,判断生产步骤是否结束,若生产步骤结束,则将生产记录存储于标签内。
[0102]
第二方面,本技术还公开了一种混凝土预制件追溯管理系统。
[0103]
参照图8,一种混凝土预制件追溯管理系统,包括:第一获取模块1,用于获取生产图纸;第二获取模块2,用于基于生产图纸,获取待生产预制件的目标信息;第三获取模块3,用于获取待生产预制件的生产步骤;第一执行模块4,用于获取并识别与待生产预制件相对应的标签;第一存储模块5,用于将待生产预制件的目标信息以及生产步骤存储于标签内;第二执行模块6,用于基于目标信息以及生产步骤,对待生产预制件进行生产,并获取生产记录;判断模块7,用于判断生产步骤是否结束;第二存储模块8,若生产步骤结束,则第二存储模块8用于将生产记录存储于标签内。
[0104]
本技术实施例一种混凝土预制件追溯管理系统的实施原理为:第一获取模块1获取生产图纸,并将生产图纸发送至第二获取模块2,第二获取模块2基于生产图纸获取待生产预制件的目标信息,并将目标信息发送至第一存储模块5;第三获取模块3获取待生产预制件的生产步骤,并将生产步骤发送至第一存储模块5;第一执行模块4获取并识别与待生产预制件相对应的标签,第一存储模块5将待生产预制件的目标信息以及生产步骤存储于标签内,第二执行模块6,基于目标信息以及生产步骤,对待生产预制件进行生产,并获取生产记录,并将生产记录发送至判断模块7,判断模块7判断生产步骤是否结束,当生产步骤结束,则第二存储模块8将生产记录存储于标签内。从而达到与前述一种混凝土预制件追溯管理方法同样的技术效果。
[0105]
以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。