1.本发明涉及不锈钢焊接处理领域,尤其涉及一种不锈钢焊接破口的影像数据采集分析系统及方法。
背景技术:
2.当前,在执行对不锈钢焊接破口的封闭焊接处理时,由于破口的面积不一且破口的几何形状千差万别,通过人工模式很难准确判断完成当前破口的封闭焊接需要的焊丝长度,容易出现焊丝备料过多或者备料不足的场景,然而,前者造成了备料的浪费,后者影响了工程的进度。
3.cn216815407u公开了一种弧焊机器人用焊丝长度测量装置,包括壳体,所述壳体上设置有进口和出口,所述壳体内壁上设置有第一轴承座,所述第一轴承座通过第一转轴和测量辊连接,所述测量辊上设置有信号头,所述壳体内壁设置有计数器,所述计数器通过信号线和显示器连接。
4.cn208178647u公开了焊丝长度米计器,包括车轮、车轮轴、车轮支架、焊机主体、百叶窗,所述焊机主体的下方设置有所述车轮支架,所述车轮支架上设置有所述车轮轴,所述车轮轴上设置有所述车轮,所述焊机主体上设置有所述百叶窗,所述百叶窗的上方设置有焊枪接头,所述焊枪接头的一侧设置有电源线插头,所述电源线插头的上方设置有调节旋钮,所述调节旋钮的上方设置有电流显示屏,所述电流显示屏的一侧设置有电压显示屏,所述电压显示屏的一侧设置有操作按键。
5.cn201572998u公开了一种可调焊丝长度的焊枪装置,包括:导电嘴、调整体、护嘴导套、护嘴、调整体套连接成一体再与调整体相连,由锁紧螺母锁紧。导电嘴与护嘴可更换,松开锁紧螺母可调整焊丝长度,即导电嘴端面至起焊点距离。各连接件均为配合关系,焊枪同轴精度适应双焊枪自动焊接专机的精度要求。
6.然而,现有技术均未公开对不锈钢焊接破口进行可视化影像数据采集和分析的技术方案,以至于无法为完成破口封闭焊接处理的焊丝备料提供有价值的参考信息。
技术实现要素:
7.为了解决相关领域的技术问题,本发明提供了一种不锈钢焊接破口的影像数据采集分析系统及方法,能够对不锈钢焊接破口进行可视化影像数据采集和分析,基于成像焦距、破口景深以及破口占据的可视化面积智能解析不锈钢焊接破口的破口面积,从而为完成破口封闭焊接处理的焊丝备料提供有价值的参考信息。
8.根据本发明的一方面,提供了一种不锈钢焊接破口的影像数据采集分析系统,所述系统包括:防爆成像器件,内置可移动支撑架、网络传输接口、防爆镜头、感应传感器、滤光片以及音圈马达,用于在接收到第一触发命令时,触发对不锈钢焊接破口的成像操作,以获得对应的实地成像画面,还用于在接收到第二触发命令时,暂缓对不锈钢焊接破口的成像操
作;预览分析器件,与所述防爆成像器件连接,用于对所述防爆成像器件执行成像操作之前获得的预览图像进行预览分析以发出第一触发命令或者第二触发命令;所述预览分析器件内置破口提取组件、位置分析组件和命令触发组件,所述位置分析组件分别与所述破口提取组件以及所述命令触发组件连接,所述破口提取组件用于基于不锈钢焊接破口的颜色成像特征提取所述预览图像中的各个破口像素点并将所述各个破口像素点围设的图像区域作为不锈钢焊接破口的成像区域,所述位置分析组件用于获取不锈钢焊接破口的成像区域的中央像素点以及获取所述预览图像的中央像素点,所述命令触发组件用于基于不锈钢焊接破口的成像区域的中央像素点以及所述预览图像的中央像素点二者的相对位置关系确定发出第一触发命令或者第二触发命令;比例判断机构,与所述防爆成像器件连接,用于从接收到的实地成像画面内解析不锈钢焊接破口所在子画面,获取不锈钢焊接破口所在子画面占据实地成像画面的面积比例;联合解析机构,与所述比例判断机构连接,用于基于防爆成像器件的成像焦距、不锈钢焊接破口所在子画面的整体景深值以及不锈钢焊接破口所在子画面占据实地成像画面的面积比例计算不锈钢焊接破口对应的破口面积并作为实地破口面积输出;长度映射机构,与所述联合解析机构连接,用于确定与所述实地破口面积成正比的焊丝长度以作为当前所需焊丝长度输出。
9.根据本发明的另一方面,还提供了一种不锈钢焊接破口的影像数据采集分析方法,所述方法包括:使用防爆成像器件,内置可移动支撑架、网络传输接口、防爆镜头、感应传感器、滤光片以及音圈马达,用于在接收到第一触发命令时,触发对不锈钢焊接破口的成像操作,以获得对应的实地成像画面,还用于在接收到第二触发命令时,暂缓对不锈钢焊接破口的成像操作;使用预览分析器件,与所述防爆成像器件连接,用于对所述防爆成像器件执行成像操作之前获得的预览图像进行预览分析以发出第一触发命令或者第二触发命令;所述预览分析器件内置破口提取组件、位置分析组件和命令触发组件,所述位置分析组件分别与所述破口提取组件以及所述命令触发组件连接,所述破口提取组件用于基于不锈钢焊接破口的颜色成像特征提取所述预览图像中的各个破口像素点并将所述各个破口像素点围设的图像区域作为不锈钢焊接破口的成像区域,所述位置分析组件用于获取不锈钢焊接破口的成像区域的中央像素点以及获取所述预览图像的中央像素点,所述命令触发组件用于基于不锈钢焊接破口的成像区域的中央像素点以及所述预览图像的中央像素点二者的相对位置关系确定发出第一触发命令或者第二触发命令;使用比例判断机构,与所述防爆成像器件连接,用于从接收到的实地成像画面内解析不锈钢焊接破口所在子画面,获取不锈钢焊接破口所在子画面占据实地成像画面的面积比例;使用联合解析机构,与所述比例判断机构连接,用于基于防爆成像器件的成像焦距、不锈钢焊接破口所在子画面的整体景深值以及不锈钢焊接破口所在子画面占据实地成像画面的面积比例计算不锈钢焊接破口对应的破口面积并作为实地破口面积输出;
使用长度映射机构,与所述联合解析机构连接,用于确定与所述实地破口面积成正比的焊丝长度以作为当前所需焊丝长度输出。
10.本发明的不锈钢焊接破口的影像数据采集分析系统及方法由于能够对不锈钢焊接破口进行可视化影像数据采集和分析,并根据多项可视化数据智能解析不锈钢焊接破口的破口面积,进而实现对焊接焊丝的自适应备料。
附图说明
11.以下将结合附图对本发明的实施方案进行描述。
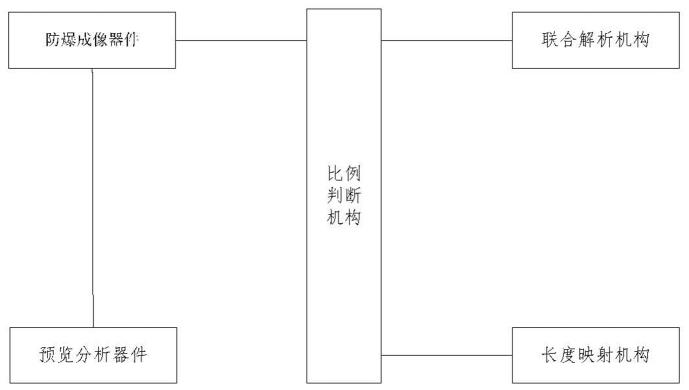
12.图1为根据本发明实施方案1示出的不锈钢焊接破口的影像数据采集分析系统的结构方框图。
13.图2为根据本发明实施方案2示出的不锈钢焊接破口的影像数据采集分析方法的步骤流程图。
具体实施方式
14.下面将参照附图对本发明的不锈钢焊接破口的影像数据采集分析系统及方法的实施方案进行详细说明。
15.图1为根据本发明实施方案1示出的不锈钢焊接破口的影像数据采集分析系统的结构方框图。本发明所述不锈钢焊接破口的影像数据采集分析系统是针对不锈钢焊接破口进行可视化影像数据采集和分析的技术方案,从而为完成破口封闭焊接处理的焊丝备料提供有价值的参考信息,因此,在本发明中,术语“不锈钢焊接破口的影像数据采集分析系统”也可以理解为“不锈钢焊接破口可视化备料系统”。
16.优选地,所述不锈钢焊接破口的影像数据采集分析系统包括:防爆成像器件,内置可移动支撑架、网络传输接口、防爆镜头、感应传感器、滤光片以及音圈马达,用于在接收到第一触发命令时,触发对不锈钢焊接破口的成像操作,以获得对应的实地成像画面,还用于在接收到第二触发命令时,暂缓对不锈钢焊接破口的成像操作;预览分析器件,与所述防爆成像器件连接,用于对所述防爆成像器件执行成像操作之前获得的预览图像进行预览分析以发出第一触发命令或者第二触发命令;所述预览分析器件内置破口提取组件、位置分析组件和命令触发组件,所述位置分析组件分别与所述破口提取组件以及所述命令触发组件连接,所述破口提取组件用于基于不锈钢焊接破口的颜色成像特征提取所述预览图像中的各个破口像素点并将所述各个破口像素点围设的图像区域作为不锈钢焊接破口的成像区域,所述位置分析组件用于获取不锈钢焊接破口的成像区域的中央像素点以及获取所述预览图像的中央像素点,所述命令触发组件用于基于不锈钢焊接破口的成像区域的中央像素点以及所述预览图像的中央像素点二者的相对位置关系确定发出第一触发命令或者第二触发命令;比例判断机构,与所述防爆成像器件连接,用于从接收到的实地成像画面内解析不锈钢焊接破口所在子画面,获取不锈钢焊接破口所在子画面占据实地成像画面的面积比例;联合解析机构,与所述比例判断机构连接,用于基于防爆成像器件的成像焦距、不
锈钢焊接破口所在子画面的整体景深值以及不锈钢焊接破口所在子画面占据实地成像画面的面积比例计算不锈钢焊接破口对应的破口面积并作为实地破口面积输出;长度映射机构,与所述联合解析机构连接,用于确定与所述实地破口面积成正比的焊丝长度以作为当前所需焊丝长度输出;其中,可以基于防爆成像器件的成像焦距、不锈钢焊接破口所在子画面的整体景深值以及不锈钢焊接破口所在子画面占据实地成像画面的面积比例建立一个三输入一输出的计算函数,用于计算不锈钢焊接破口对应的破口面积并作为实地破口面积。
17.从上面提供的技术方案可以看到,相对于现有技术,本发明首先采用可视化分析机制对当前的不锈钢焊接破口面积进行计算,并基于计算结果判断完成估计当前焊接所需要的焊丝长度,从而实现对不锈钢焊接操作的自动化备料,避免出现备料过多或者备料不足的场景。
18.然后,本发明的技术方案还采用内置破口提取组件、位置分析组件和命令触发组件的预览分析器件以及内置可移动支撑架、网络传输接口、防爆镜头、感应传感器、滤光片以及音圈马达的防爆成像器件,为不锈钢焊接的自动化备料提供充分的准备数据和可靠的硬件基础。
19.接着,继续对本发明的不锈钢焊接破口的影像数据采集分析系统的具体结构进行进一步的说明。
20.更优选地,所述不锈钢焊接破口的影像数据采集分析系统中还可以包括:基于防爆成像器件的成像焦距、不锈钢焊接破口所在子画面的整体景深值以及不锈钢焊接破口所在子画面占据实地成像画面的面积比例计算不锈钢焊接破口对应的破口面积并作为实地破口面积输出包括:针对防爆成像器件的成像焦距、不锈钢焊接破口所在子画面的整体景深值以及不锈钢焊接破口所在子画面占据实地成像画面的面积比例三要素,任意两要素保持不变时,实地破口面积与剩余要素的数值正向关联;其中,从接收到的实地成像画面内解析不锈钢焊接破口所在子画面包括:基于不锈钢焊接破口的颜色成像特征从接收到的实地成像画面内解析不锈钢焊接破口所在子画面。
21.更优选地,在所述不锈钢焊接破口的影像数据采集分析系统中:所述位置分析组件用于获取不锈钢焊接破口的成像区域的中央像素点以及获取所述预览图像的中央像素点包括:获取不锈钢焊接破口的成像区域的外形轮廓,将所述不锈钢焊接破口的成像区域的外形轮廓的形心位置附近最近的像素点作为不锈钢焊接破口的成像区域的中央像素点;其中,所述位置分析组件用于获取不锈钢焊接破口的成像区域的中央像素点以及获取所述预览图像的中央像素点还包括:获取预览图像的外形轮廓,将所述预览图像的外形轮廓的形心位置附近最近的像素点作为预览图像的中央像素点。
22.更优选地,在所述不锈钢焊接破口的影像数据采集分析系统中:对所述防爆成像器件执行成像操作之前获得的预览图像进行预览分析以发出第一触发命令或者第二触发命令包括:在所述防爆成像器件执行成像操作之前获得的预览图像中提取到的不锈钢焊接破口的成像区域的中央像素点位于所述预览图像的中央像素点处时,发出第一触发命令。
23.更优选地,在所述不锈钢焊接破口的影像数据采集分析系统中:对所述防爆成像器件执行成像操作之前获得的预览图像进行预览分析以发出第一触发命令或者第二触发命令还包括:在所述防爆成像器件执行成像操作之前获得的预览图像中提取到的不锈钢焊接破口的成像区域的中央像素点未位于所述预览图像的中央像素点处时,发出第二触发命令;其中,对所述防爆成像器件执行成像操作之前获得的预览图像进行预览分析以发出第一触发命令或者第二触发命令还包括:在所述防爆成像器件执行成像操作之前获得的预览图像中提取到的不锈钢焊接破口的成像区域占据的像素点数量小于等于设定数量阈值时,发出第二触发命令。
24.图2为根据本发明实施方案2示出的不锈钢焊接破口的影像数据采集分析方法的步骤流程图。本发明所述不锈钢焊接破口的影像数据采集分析方法是针对不锈钢焊接破口进行可视化影像数据采集和分析的技术方案,从而为完成破口封闭焊接处理的焊丝备料提供有价值的参考信息,因此,在本发明中,术语“不锈钢焊接破口的影像数据采集分析方法”也可以理解为“不锈钢焊接破口可视化备料方法”。
25.优选地,所述不锈钢焊接破口的影像数据采集分析方法包括:s201:使用防爆成像器件,内置可移动支撑架、网络传输接口、防爆镜头、感应传感器、滤光片以及音圈马达,用于在接收到第一触发命令时,触发对不锈钢焊接破口的成像操作,以获得对应的实地成像画面,还用于在接收到第二触发命令时,暂缓对不锈钢焊接破口的成像操作;s202:使用预览分析器件,与所述防爆成像器件连接,用于对所述防爆成像器件执行成像操作之前获得的预览图像进行预览分析以发出第一触发命令或者第二触发命令;所述预览分析器件内置破口提取组件、位置分析组件和命令触发组件,所述位置分析组件分别与所述破口提取组件以及所述命令触发组件连接,所述破口提取组件用于基于不锈钢焊接破口的颜色成像特征提取所述预览图像中的各个破口像素点并将所述各个破口像素点围设的图像区域作为不锈钢焊接破口的成像区域,所述位置分析组件用于获取不锈钢焊接破口的成像区域的中央像素点以及获取所述预览图像的中央像素点,所述命令触发组件用于基于不锈钢焊接破口的成像区域的中央像素点以及所述预览图像的中央像素点二者的相对位置关系确定发出第一触发命令或者第二触发命令;s203:使用比例判断机构,与所述防爆成像器件连接,用于从接收到的实地成像画面内解析不锈钢焊接破口所在子画面,获取不锈钢焊接破口所在子画面占据实地成像画面的面积比例;s204:使用联合解析机构,与所述比例判断机构连接,用于基于防爆成像器件的成像焦距、不锈钢焊接破口所在子画面的整体景深值以及不锈钢焊接破口所在子画面占据实地成像画面的面积比例计算不锈钢焊接破口对应的破口面积并作为实地破口面积输出;s205:使用长度映射机构,与所述联合解析机构连接,用于确定与所述实地破口面积成正比的焊丝长度以作为当前所需焊丝长度输出。
26.接着,继续对本发明的不锈钢焊接破口的影像数据采集分析方法的具体步骤进行进一步的说明。
27.更优选地,所述不锈钢焊接破口的影像数据采集分析方法还可以包括:
基于防爆成像器件的成像焦距、不锈钢焊接破口所在子画面的整体景深值以及不锈钢焊接破口所在子画面占据实地成像画面的面积比例计算不锈钢焊接破口对应的破口面积并作为实地破口面积输出包括:针对防爆成像器件的成像焦距、不锈钢焊接破口所在子画面的整体景深值以及不锈钢焊接破口所在子画面占据实地成像画面的面积比例三要素,任意两要素保持不变时,实地破口面积与剩余要素的数值正向关联;其中,从接收到的实地成像画面内解析不锈钢焊接破口所在子画面包括:基于不锈钢焊接破口的颜色成像特征从接收到的实地成像画面内解析不锈钢焊接破口所在子画面。
28.更优选地,所述不锈钢焊接破口的影像数据采集分析方法中:所述位置分析组件用于获取不锈钢焊接破口的成像区域的中央像素点以及获取所述预览图像的中央像素点包括:获取不锈钢焊接破口的成像区域的外形轮廓,将所述不锈钢焊接破口的成像区域的外形轮廓的形心位置附近最近的像素点作为不锈钢焊接破口的成像区域的中央像素点;其中,所述位置分析组件用于获取不锈钢焊接破口的成像区域的中央像素点以及获取所述预览图像的中央像素点还包括:获取预览图像的外形轮廓,将所述预览图像的外形轮廓的形心位置附近最近的像素点作为预览图像的中央像素点。
29.更优选地,所述不锈钢焊接破口的影像数据采集分析方法中:对所述防爆成像器件执行成像操作之前获得的预览图像进行预览分析以发出第一触发命令或者第二触发命令包括:在所述防爆成像器件执行成像操作之前获得的预览图像中提取到的不锈钢焊接破口的成像区域的中央像素点位于所述预览图像的中央像素点处时,发出第一触发命令。
30.更优选地,所述不锈钢焊接破口的影像数据采集分析方法中:对所述防爆成像器件执行成像操作之前获得的预览图像进行预览分析以发出第一触发命令或者第二触发命令还包括:在所述防爆成像器件执行成像操作之前获得的预览图像中提取到的不锈钢焊接破口的成像区域的中央像素点未位于所述预览图像的中央像素点处时,发出第二触发命令;其中,对所述防爆成像器件执行成像操作之前获得的预览图像进行预览分析以发出第一触发命令或者第二触发命令还包括:在所述防爆成像器件执行成像操作之前获得的预览图像中提取到的不锈钢焊接破口的成像区域占据的像素点数量小于等于设定数量阈值时,发出第二触发命令。
31.另外,在所述不锈钢焊接破口的影像数据采集分析系统及方法中,所述破口提取组件用于基于不锈钢焊接破口的颜色成像特征提取所述预览图像中的各个破口像素点并将所述各个破口像素点围设的图像区域作为不锈钢焊接破口的成像区域包括:不锈钢焊接破口的颜色成像特征为红绿通道数值区间、黑白通道数值区间和黄蓝通道数值区间。
32.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应所述以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。