1.本发明涉及有色金属冶金领域,尤其涉及一种节能型铝电解用阳极导电 装置及其制造方法。
背景技术:
2.电解铝工业中阳极导电装置是由阳极铝导杆和阳极钢爪构成。在工业应 用中,阳极装置处于高温高腐蚀性的工作环境,既要传导大电流,又要承受 钢爪和碳块的重力载荷,因此对铝-钢连接接头性能要求极高。
3.现有技术是将铝-钢爆炸焊块分别与铝导杆和阳极钢爪沿接触区域四周 进行焊接,能有效避免铝-钢焊接时产生脆性金属间化合物,但铝和钢的膨 胀系数差别较大,在高温和大电流的作用下,复合焊块结合处产生剪切力, 导致焊接面开裂,从而使导电面积降低、电阻升高,进一步加剧接头处的断 裂趋势。
4.专利cn109338412a公开了一种通过焊接和支杆螺栓连接的阳极钢爪及 其装配方法,该专利通过螺栓连接提高了铝导杆和钢爪之间的连接强度,但 其存在加工工艺复杂且导杆上加工通孔易导致阳极电流分布不均的问题,同 时螺栓处更易受电流和高温腐蚀,增加设备的维护保养成本;专利 cn109518229a公开了一种通过摩擦焊连接阳极导杆和钢爪的方法,其虽然 使用寿命得到较大提高,但通过摩擦焊获得的铝-钢连接接头在维修或更换 过程中会因摩擦而导致阳极导杆缩短,不利于阳极导杆的回收再利用,同时 摩擦焊设备昂贵,企业生产成本过高,难以在工业中推广。
5.专利cn216304001u、专利cn214937862u和专利cn216141636u所公 开的铝电解用阳极导电装置是由铝制导杆、阳极钢爪、钢-铝联接件构成, 通过导杆下部侧面和钢-铝联接件上部的铝棒焊接固定、钢爪横梁上面和钢
‑ꢀ
铝联接件的钢棒下端面焊接固定实现阳极导杆和阳极钢爪的连接,从其公开 的内容可见,这种技术方案存在结构复杂、生产制造成本高的问题,通过铝 棒和导杆侧面焊接,导电面积受限,要想提高装置的导电面积就要增加钢
‑ꢀ
铝联接件数量,而钢-铝联接件采用钢套提高强度,使装置整体重量和尺寸 过大,进一步增加了装置维修更换的难度,不利于企业降低生产成本。
技术实现要素:
6.针对上述问题,为降低阳极导电装置的生产、维修和使用成本,本发明 提供了一种节能型铝电解用阳极导电装置及其制造方法,以采用过盈配合和 铝-铝同种材料焊接相结合的方法实现阳极导杆和阳极钢爪的连接,从而提 供一种低成本、高连接强度、结构简单的连接方法。
7.具体技术方案如下:
8.本发明的第一个方面是提供一种节能型铝电解用阳极导电装置的制造 方法,具有这样的特征,包括以下步骤:
9.1)获取阳极导杆外径,以阳极导杆外径减去过盈量获得轴孔内径;
钢、钢-铝、铝-铝三个结合面简化为钢-铝机械连接、铝-铝同种 材料焊接两个结合面,有效降低阳极导杆和阳极钢爪连接处的压降,以实现 节能减排;
28.5)本发明可在钢爪横梁上加工出凸台,一方面通过凸台大幅度提高过 盈配合的接触面积,保证整个阳极导电装置的导电性和力学性能;
29.6)本发明设置中间铝块来进行过盈配合连接,大大提高了这种导电结 构的工业应用性,节省了人力物力,毕竟整体加热钢爪或者整体冷却导杆在 工业生产中费时费力,消耗大量能源,而中间铝块的冷却是一件非常容易的 事情,因而容易实现连续生产,总体投入还不高;
30.7)本发明阳极导杆下端面打磨后与中间铝块通过自蔓延焊接的方式进 行连接,实现了高效快速全熔化焊接,保障了铝-铝部分的100%导电;
31.8)本发明中中间铝块侧壁与轴孔内壁接触,同时采用喷涂的方式在铝
‑ꢀ
钢结合处形成涂层,以进一步提高结合强度,增大导电面积和降低压降;
32.9)本发明将难以实现工业化和存在先天导电性能不足的复杂生产过程 进行离散化处理,每一步都能实现自动化生产,整个生产过程节约企业生产 成本,具备大规模工业生产及应用的潜力。
附图说明
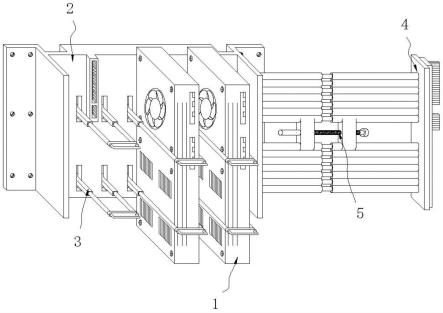
33.图1为本发明的实施例中提供的导电装置的结构示意图;
34.图2为本发明的实施例1中提供的仿真计算结果示意图;
35.图3为本发明的实施例1中提供的接合面处金相图。
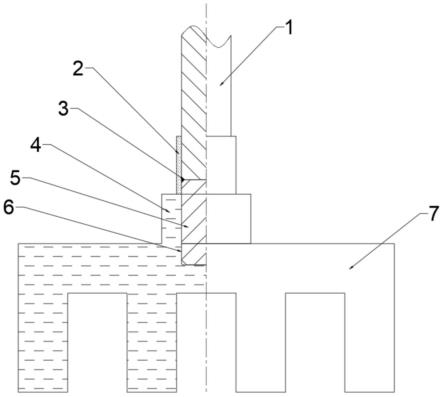
36.附图中:1、阳极导杆;2、喷涂涂层;3、铝-铝自蔓延焊接面;4、阳 极钢爪过渡块;5、中间铝块;6、铝-钢过盈配合面;7、阳极钢爪。
具体实施方式
37.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行 清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而 不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作 出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范 围。
38.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特 征可以相互组合。
39.下面结合附图和具体实施例对本发明作进一步说明,但不作为本发明的 限定。
40.实施例1
41.一种节能型铝电解用阳极导电装置,其制造方法为:
42.1)根据现有阳极导电装置的实际工况建立等比缩小模型,获得阳极导 杆外径为29.96mm,轴孔内径为29.89mm(阳极导杆外径减去过盈量获得 轴孔内径)、轴孔外径为43.00mm;
43.2)以阳极导杆1和阳极钢爪7的相关性能参数建立铝-钢圆柱面过盈连 接设计计算模型,获得过盈量与接触应力关系式p=104×
δ/7.5145mpa;根据 铝-钢过盈连接的实际工况,利用有限元分析软件建立铝-钢过盈连接有限元 模型,根据实际装配工况设定模型
边界条件;
44.3)在最佳过盈量δ=0.07mm(中间铝块外径与阳极导杆外径相同,当 冷冻后中间铝块外径缩小量达最大时其与轴孔内径的尺寸差即为最佳过盈 量,即中间铝块最大缩小量与装配尺寸的最佳变化余量的差值即最佳过盈 量)的条件下分别获取计算模型的第一平均接触应力值93.154mpa和有限 元模型的第二平均接触应力值92.288mpa,计算获取第一应力值与第二应力 值的偏差值为0.866mpa,差值与第一平均接触应力的比为0.938%,说明仿 真模型的计算可信;
45.4)根据实际工况中阳极钢爪7和碳块自重g、阳极导杆1及阳极钢爪7 的摩擦系数μ和轴孔内径d0,利用公式l
min
=g/(μpπd0)计算得到最小结合长 度l
min
;
46.5)根据1)中轴孔尺寸于阳极钢爪7上开设轴孔(轴孔内径为29.89mm, 轴孔外径为43.0 0mm),再根据最小结合长度l
min
×
(3~500)加工中间铝块, 以过盈配合方式通过轴孔将中间铝块装配于阳极钢爪上,将阳极导杆下端面 打磨后再与中间铝块通过自蔓延焊接的方式进行连接,以实现高效快速全熔 化焊接,再将碳块装配于阳极钢爪上;
47.6)在阳极导杆、中间铝块及阳极钢爪的结合处喷涂金属粉末(可为铝 粉、铜粉或锌粉中的一种或多种),以提高铝-钢连接处的结合强度、增大 导电面积;
48.其中,阳极导杆和阳极钢爪的相关性能参数如下表所示:
[0049][0050]
需要说明的是,本发明中阳极钢爪7可以是现有型号的阳极钢爪(此时 可在阳极钢爪的横梁上开设轴孔);也可以是一体铸造形成的带凸台的阳极 钢爪(此时在阳极钢爪的凸台上开设轴孔,再通过轴孔将中间铝块过盈配合 于阳极钢爪上);也可以是二次加工装配有凸台的现有型号阳极钢爪(此时 可在装配形成的凸台上开设轴孔,再通过轴孔将中间铝块过盈配合于阳极钢 爪上)。
[0051]
如图3所示,导电装置的接合面处有清晰地相交界面。对其中相交界面 的观察可以看到部分钢渗透到了铝棒当中,这种铝棒与钢爪间的相互渗透能 够使二者机械连接成为一个整体,有效地提升铝杆与钢爪间的结合强度。同 同时,铝-钢机械连接接触面的密切结合也使得在过盈应力的约束下铝棒与 钢爪间产生巨大的接触应力,而巨大的接触应力不仅使得两种材料间发生了 相互渗透,而且也产生了径向的摩擦力,而相互渗透形成的冶金结合也提升 连接强度,这些因素使得钢爪与铝棒牢牢的固定在一起,实现了铝-钢的机 械连接,这两种连接方式相互结合,共同作用,不仅提升连接的最大强度也 能使得连接件使用寿命获得大幅的提升,减少替换与后续维修使用的成本。
[0052]
本发明中轴孔及中间铝块的横截面可为圆形或方形或其他任一种多边 形。
[0053]
实施例2
[0054]
一种节能型铝电解用阳极导电装置,其制造方法为:
[0055]
1)根据阳极导电装置的实际工况建立原始尺寸模型,获得阳极导杆外 径为142.00mm,轴孔内径为29.89mm(阳极导杆外径减去过盈量获得轴孔 内径)、轴孔外径为
43.00mm;
[0056]
2)以阳极导杆和阳极钢爪的相关性能参数建立铝-钢圆柱面过盈连接设 计计算模型,获得过盈量与接触应力关系式p=104×
δ/29mpa;根据铝-钢过 盈连接的实际工况,利用有限元分析软件建立铝-钢过盈连接有限元模型, 根据实际装配工况设定模型边界条件;
[0057]
3)在最佳过盈量δ=0.50mm的条件下分别获取计算模型的第一平均接 触应力值170.834mpa和有限元模型的第二平均接触应力值169.218mpa, 计算获取第一应力值与第二应力值的偏差值为1.616mpa,差值与第一平均 接触应力的比为0.946%,说明仿真模型的计算可信;
[0058]
4)根据实际工况中阳极钢爪和碳块自重g、阳极导杆及阳极钢爪的摩 擦系数μ和轴孔内径d0,计算得到最小结合长度l
min
;
[0059]
5)根据1)中轴孔尺寸于阳极钢爪上开设轴孔(轴孔内径为29.89mm, 轴孔外径为43.0 0mm),再根据最小结合长度l
min
×
(3~500)加工中间铝块, 以过盈配合方式通过轴孔将中间铝块装配于阳极钢爪上,将阳极导杆下端面 打磨后再与中间铝块通过自蔓延焊接的方式进行连接,以实现高效快速全熔 化焊接,再将碳块装配于阳极钢爪上;
[0060]
6)在阳极导杆、中间铝块及阳极钢爪的结合处喷涂金属粉末(可为铝 粉、铜粉或锌粉中的一种或多种),以提高铝-钢连接处的结合强度、增大 导电面积;
[0061]
其中,阳极导杆和阳极钢爪的相关性能参数如下表所示:
[0062][0063]
以上所述仅为本发明较佳的实施例,并非因此限制本发明的实施方式及 保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书 及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含 在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。