1.本发明涉及五金件的表面处理的技术领域,具体地,涉及一种五金件表面检测方法、系统。
背景技术:
2.在对五金件进行机加工后需要对五金件的表面执行电镀的供需,目前的电镀层工艺后的五金件容易发生龟裂,并且表面比较粗糙。现阶段采用的工艺如申请号为cn201911360106.1的一种五金件表面处理工艺及五金件,该工艺方法制造的五金件的表面较为光滑,且在抛光后表面更加平滑。但是,目前大部分采用的都是人为观察的方法来进行检测,极少部分会采用人为的测量,但是,检测依然会存在漏洞,会有部分的不合格的五金件通过检测。
技术实现要素:
3.本发明的目的是提供一种五金件表面检测方法、系统,该五金件表面检测方法、系统可以实现五金件的表面检测,避免不合格的五金件流入市场。
4.为了实现上述目的,本发明提供了一种五金件表面检测方法,所述五金件表面检测方法包括:
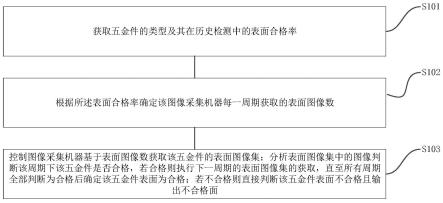
5.获取五金件的类型及其在历史检测中的表面合格率;
6.根据所述表面合格率确定该图像采集机器每一周期获取的表面图像数,其中,已预设定所述图像采集机器的图像获取顺序;
7.针对每一周期,
8.控制所述图像采集机器基于所述表面图像数获取该五金件的表面图像集;
9.分析所述表面图像集中的图像判断该周期下该五金件是否合格,若合格则执行下一周期的表面图像集的获取,直至所有周期全部判断为合格后确定该五金件表面为合格;若不合格则直接判断该五金件不合格且输出不合格面。
10.优选地,所述根据所述表面合格率确定该图像采集机器每一周期获取的表面图像数包括:
11.针对所有五金件的各个表面,在当前表面的表面合格率大于预设定的合格率阈值时,将该周期获取的表面图像数加一,直至后续表面的表面合格率小于预设定的合格率阈值结束该周期的表面图像数计数;在当前表面的表面合格率小于预设定的合格率阈值时,所述表面图像数为1。
12.优选地,所述获取五金件的类型及其在历史检测中的表面合格率包括:
13.根据所述五金件的形状和尺寸确定所述五金件的当前类型;
14.获取各个类型五金件的各个面的历史表面合格率表;
15.从所述历史表面合格率表中确定所述当前类型对应的历史检测中的表面合格率。
16.优选地,所述获取各个类型五金件的各个面的历史表面合格率表包括:
17.根据所述各个类型五金件因表面不合格导致损坏的结果确定各个类型五金件的各个面的历史表面合格率表。
18.另外,本发明还提供一种五金件表面检测系统,所述五金件表面检测系统包括:
19.合格率获取单元,用于获取五金件的类型及其在历史检测中的表面合格率;
20.图像数确定单元,用于根据所述表面合格率确定该图像采集机器每一周期获取的表面图像数,其中,已预设定所述图像采集机器的图像获取顺序;
21.合格判断单元,用于针对每一周期,
22.控制所述图像采集机器基于所述表面图像数获取该五金件的表面图像集;
23.分析所述表面图像集中的图像判断该周期下该五金件是否合格,若合格则执行下一周期的表面图像集的获取,直至所有周期全部判断为合格后确定该五金件表面为合格;若不合格则直接判断该五金件不合格且输出不合格面。
24.优选地,所述图像数确定单元根据所述表面合格率确定该图像采集机器每一周期获取的表面图像数包括:
25.所述图像数确定单元针对所有五金件的各个表面,在当前表面的表面合格率大于预设定的合格率阈值时,将该周期获取的表面图像数加一,直至后续表面的表面合格率小于预设定的合格率阈值结束该周期的表面图像数计数;在当前表面的表面合格率小于预设定的合格率阈值时,所述表面图像数为1。
26.优选地,所述合格率获取单元包括:
27.类型确定模块,用于根据所述五金件的形状和尺寸确定所述五金件的当前类型;
28.表获取模块,用于获取各个类型五金件的各个面的历史表面合格率表;
29.合格率确定模块,用于从所述历史表面合格率表中确定所述当前类型对应的历史检测中的表面合格率。
30.优选地,所述表获取模块用于获取各个类型五金件的各个面的历史表面合格率表包括:
31.所述表获取模块用于根据所述各个类型五金件因表面不合格导致损坏的结果确定各个类型五金件的各个面的历史表面合格率表。
32.另外,本发明还提供一种机器可读存储介质,该机器可读存储介质上存储有指令,该指令用于使得机器执行上述的五金件表面检测的方法。
33.另外,本发明还提供一种处理器,用于运行程序,其中,所述程序被运行时用于执行:如上述的五金件表面检测的方法。
34.根据上述技术方案,本发明可以根据五金件的历史检测中各个面的合格率来安排检测的顺序和检测的方式继而可以实现五金件高效的检测,该方法可以较快的完成五金件的检测,且检测的较为准确,避免了不合格的五金件流入市场。
35.本发明的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
36.附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。在附图中:
37.图1是说明本发明的一种五金件表面检测方法的流程图;以及
38.图2是说明本发明的一种五金件表面检测系统的模块框图。
具体实施方式
39.以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
40.图1是本发明的一种五金件表面检测方法的流程图,如图1所示,所述五金件表面检测方法包括:
41.s101,获取五金件的类型及其在历史检测中的表面合格率;其中,所述五金件的类型包括三角形、正方形、圆心等等,当然还包括多种异形件,表面合格率则是每种类型的五金件每个面的合格率,例如,俯视图的方向上的表面的合格率是15%等,具体根据具体情况来确定。
42.s102,根据所述表面合格率确定该图像采集机器每一周期获取的表面图像数,其中,已预设定所述图像采集机器的图像获取顺序;其中,表面图像数是每一周期获取的图像数量,由于图像采集机器的图像获取的方向顺序是确定的,例如上下左右前后(也可以不是规则的方向),对于上先来确定是否表面合格率符合要求,然后判断下,直至有一个不符合要求的,直接中断,然后以该中断的位置为最终位置,前面集中在一起作为一个周期需要获得的表面图像数。
43.s103,针对每一周期,
44.控制所述图像采集机器基于所述表面图像数获取该五金件的表面图像集;
45.分析所述表面图像集中的图像判断该周期下该五金件是否合格,若合格则执行下一周期的表面图像集的获取,直至所有周期全部判断为合格后确定该五金件表面为合格;若不合格则直接判断该五金件不合格且输出不合格面。
46.其中,所述表面图像集包含了一次性获取的图像数量,判断方式如上所述,一旦判断表面不合格则直接认定五金件不合格,具体的根据图片判断是否表面合格的方案较为常规在此不再赘述。
47.优选地,所述根据所述表面合格率确定该图像采集机器每一周期获取的表面图像数可以包括:
48.针对所有五金件的各个表面,在当前表面的表面合格率大于预设定的合格率阈值时,将该周期获取的表面图像数加一,直至后续表面的表面合格率小于预设定的合格率阈值结束该周期的表面图像数计数;在当前表面的表面合格率小于预设定的合格率阈值时,所述表面图像数为1。
49.优选地,所述获取五金件的类型及其在历史检测中的表面合格率可以包括:
50.根据所述五金件的形状和尺寸确定所述五金件的当前类型;
51.获取各个类型五金件的各个面的历史表面合格率表;
52.从所述历史表面合格率表中确定所述当前类型对应的历史检测中的表面合格率。
53.优选地,所述获取各个类型五金件的各个面的历史表面合格率表包括:
54.根据所述各个类型五金件因表面不合格导致损坏的结果确定各个类型五金件的各个面的历史表面合格率表。
55.另外,如图2所示,本发明还提供一种五金件表面检测系统,所述五金件表面检测
系统包括:
56.合格率获取单元,用于获取五金件的类型及其在历史检测中的表面合格率;
57.图像数确定单元,用于根据所述表面合格率确定该图像采集机器每一周期获取的表面图像数,其中,已预设定所述图像采集机器的图像获取顺序;
58.合格判断单元,用于针对每一周期,
59.控制所述图像采集机器基于所述表面图像数获取该五金件的表面图像集;
60.分析所述表面图像集中的图像判断该周期下该五金件是否合格,若合格则执行下一周期的表面图像集的获取,直至所有周期全部判断为合格后确定该五金件表面为合格;若不合格则直接判断该五金件不合格且输出不合格面。
61.优选地,所述图像数确定单元根据所述表面合格率确定该图像采集机器每一周期获取的表面图像数包括:
62.所述图像数确定单元针对所有五金件的各个表面,在当前表面的表面合格率大于预设定的合格率阈值时,将该周期获取的表面图像数加一,直至后续表面的表面合格率小于预设定的合格率阈值结束该周期的表面图像数计数;在当前表面的表面合格率小于预设定的合格率阈值时,所述表面图像数为1。
63.优选地,所述合格率获取单元包括:
64.类型确定模块,用于根据所述五金件的形状和尺寸确定所述五金件的当前类型;
65.表获取模块,用于获取各个类型五金件的各个面的历史表面合格率表;
66.合格率确定模块,用于从所述历史表面合格率表中确定所述当前类型对应的历史检测中的表面合格率。
67.优选地,所述表获取模块用于获取各个类型五金件的各个面的历史表面合格率表包括:
68.所述表获取模块用于根据所述各个类型五金件因表面不合格导致损坏的结果确定各个类型五金件的各个面的历史表面合格率表。
69.另外,本发明还提供一种机器可读存储介质,该机器可读存储介质上存储有指令,该指令用于使得机器执行上述的五金件表面检测的方法。
70.另外,本发明还提供一种处理器,用于运行程序,其中,所述程序被运行时用于执行:如上述的五金件表面检测的方法。
71.本领域内的技术人员应明白,本技术的实施例可提供为方法、系统、或计算机程序产品。因此,本技术可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本技术可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
72.本技术是参照根据本技术实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
73.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
74.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
75.在一个典型的配置中,计算设备包括一个或多个处理器(cpu)、输入/输出接口、网络接口和内存。
76.存储器可能包括计算机可读介质中的非永久性存储器,随机存取存储器(ram)和/或非易失性内存等形式,如只读存储器(rom)或闪存(flash ram)。存储器是计算机可读介质的示例。
77.计算机可读介质包括永久性和非永久性、可移动和非可移动媒体可以由任何方法或技术来实现信息存储。信息可以是计算机可读指令、数据结构、程序的模块或其他数据。计算机的存储介质的例子包括,但不限于相变内存(pram)、静态随机存取存储器(sram)、动态随机存取存储器(dram)、其他类型的随机存取存储器(ram)、只读存储器(rom)、电可擦除可编程只读存储器(eeprom)、快闪记忆体或其他内存技术、只读光盘只读存储器(cd-rom)、数字多功能光盘(dvd)或其他光学存储、磁盒式磁带,磁带磁磁盘存储或其他磁性存储设备或任何其他非传输介质,可用于存储可以被计算设备访问的信息。按照本文中的界定,计算机可读介质不包括暂存电脑可读媒体(transitory media),如调制的数据信号和载波。
78.还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、商品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、商品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括要素的过程、方法、商品或者设备中还存在另外的相同要素。
79.本领域技术人员应明白,本技术的实施例可提供为方法、系统或计算机程序产品。因此,本技术可采用完全硬件实施例、完全软件实施例或结合软件和硬件方面的实施例的形式。而且,本技术可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
80.以上仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。