1.本发明涉及工艺设备加工技术领域,尤其涉及一种工艺设备的数据加工方法及装置。
背景技术:
2.随着现代化工艺设备的发展,各种过程自动化技术更新迭代速度越来越快,绝大多数工业生产过程都建立起了自动化的工业设备控制系统。
3.当前,各类自动化工业设备控制系统主要有各类工艺设备组建而来,各类工业产品的生产过程便是通过各类工艺设备按照预定的生产流程进行有序生产,然而,当前工艺设备生产工业产品的过程缺少根据生产进度动态调控生产进度的手段,如传统豆瓣加工工艺等,因此当前工艺设备的生产流程存在生产管理水平低的现象。
技术实现要素:
4.本发明提供一种工艺设备的数据加工方法、装置及计算机可读存储介质,其主要目的在于解决当前工艺设备的生产流程存在生产管理水平低的问题。
5.为实现上述目的,本发明提供的一种工艺设备的数据加工方法,包括:获取产品型号集,根据所述产品型号集确定所述产品型号集中每个产品型号的工艺生产流程;在预构建的工艺站点搭建射频扫码设备,根据所述产品型号的工艺生产流程确定每个所述工艺站点的标准站点生产程序;整合所述产品型号的所有标准站点生产程序,得到每个产品型号的完整站点生产程序;根据所述每个产品型号的完整站点生产程序,构建产品管理信息数据库;利用所述射频扫码设备获取当前产品型号,根据所述当前产品型号,在所述产品管理信息库中提取所述当前产品型号的完整站点生产程序;根据所述当前产品型号的当前工艺站点,在所述完整站点生产程序中提取所述当前工艺站点对应的标准站点生产程序;利用预构建的站点生产调速公式,计算所述当前工艺站点的当前生产速度,根据所述当前生产速度调控所述标准站点生产程序,得到目标站点生产程序,其中所述站点生产调速公式如下所示:其中,vi表示第i个工艺站点的当前生产速度,vi表示第i个工艺站点的原定生产速度,ti表示第i个工艺站点的原定生产完成时间,t表示当前时间,τ表示工艺站点的程序节点编号,m表示当前工艺站点的最后一个程序节点编号,n表示当前工艺节点的第一个程序节点编号,t
τ
表示当前工艺节点的第τ个程序节点的原定生产时长;
根据所述目标站点生产程序,生产所述当前产品型号的产品,完成所述工艺设备的数据加工。
6.可选地,所述产品型号集确定所述产品型号集中每个产品型号的工艺生产流程,包括:根据所述产品型号确定所述产品型号对应的产品结构;根据所述产品结构制定所述产品型号对应的工艺生产流程。
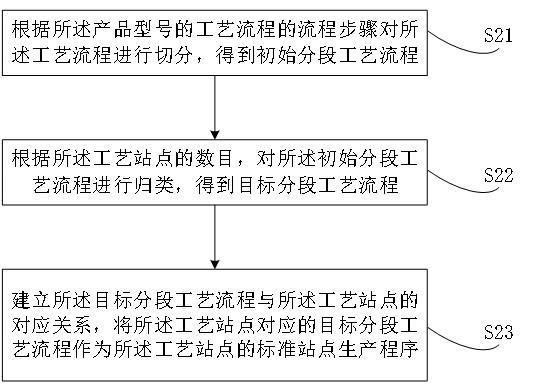
7.可选地,根据所述产品型号的工艺生产流程确定每个所述工艺站点的标准站点生产程序,包括:根据所述产品型号的工艺流程的流程步骤对所述工艺流程进行切分,得到初始分段工艺流程;根据所述工艺站点的数目,对所述初始分段工艺流程进行归类,得到目标分段工艺流程;建立所述目标分段工艺流程与所述工艺站点的对应关系,将所述工艺站点对应的目标分段工艺流程作为所述工艺站点的标准站点生产程序。
8.可选地,根据所述每个产品型号的完整站点生产程序,构建产品管理信息数据库,包括:在预构建的产品生产说明表中提取所述产品型号对应的生产数据;将所述产品型号的完整站点生产程序与生产数据进行对应关联,得到每个产品型号的产品信息数据;将所述产品型号的产品信息数据进行分类存储,得到所述产品管理信息数据库。
9.可选地,所述利用所述射频扫码设备获取当前产品型号,包括:锁定所述当前产品型号的产品标码区;利用所述射频扫码设备扫描所述产品标码区的标码标签;利用所述标码标签在预构建的标签产品型号信息表中提取目标产品型号,将所述目标产品型号作为所述当前产品型号。
10.可选地,所述根据所述当前产品型号,在所述产品管理信息库中提取所述当前产品型号的完整站点生产程序,包括:利用所述当前产品型号,在所述产品信息管理库中进行型号匹配,得到匹配产品型号;提取所述匹配产品型号的完整站点生产程序,得到所述当前产品型号的完整站点生产程序。
11.可选地,所述根据所述当前产品型号的当前工艺站点,在所述完整站点生产程序中提取所述当前工艺站点对应的标准站点生产程序,包括:根据所述当前工艺站点,在所述完整站点生产程序中进行站点检索,得到目标工艺站点;提取所述目标工艺站点对应的标准站点生产程序,得到所述当前工艺站点对应的标准站点生产程序。
12.可选地,所述利用预构建的站点生产调速公式,计算所述当前工艺站点的当前生产速度,包括:
获取所述当前工艺站点的原定生产时长及原定生产速度;提取所述当前工艺站点的结束生产时间;根据所述结束生产时间及当前时间,计算当前剩余时长;根据所述当前剩余时长、原定生产时长及原定生产速度,利用所述站点生产调速公式,计算所述当前工艺站点的当前生产速度。
13.可选地,所述根据所述当前生产速度调控所述标准站点生产程序,得到目标站点生产程序,包括:根据所述当前生产速度确定所述标准站点生产程序中每一个程序节点的生产速度;根据所述每一个程序节点的生产速度,对所述标准站点生产程序进行调控,得到所述目标站点生产程序。
14.为了解决上述问题,本发明还提供一种工艺设备的数据加工装置,所述装置包括:完整站点生产程序整合模块,用于获取产品型号集,根据所述产品型号集确定所述产品型号集中每个产品型号的工艺生产流程;在预构建的工艺站点搭建射频扫码设备,根据所述产品型号的工艺生产流程确定每个所述工艺站点的标准站点生产程序;整合所述产品型号的所有标准站点生产程序,得到每个产品型号的完整站点生产程序;产品管理信息数据库构建模块,用于根据所述每个产品型号的完整站点生产程序,构建产品管理信息数据库;标准站点生产程序提取模块,用于利用所述射频扫码设备获取当前产品型号,根据所述当前产品型号,在所述产品管理信息库中提取所述当前产品型号的完整站点生产程序;根据所述当前产品型号的当前工艺站点,在所述完整站点生产程序中提取所述当前工艺站点对应的标准站点生产程序;标准站点生产程序调控模块,用于利用预构建的站点生产调速公式,计算所述当前工艺站点的当前生产速度,根据所述当前生产速度调控所述标准站点生产程序,得到目标站点生产程序;当前产品型号产品生产模块,用于根据所述目标站点生产程序,生产所述当前产品型号的产品。
15.为了解决上述问题,本发明还提供一种电子设备,所述电子设备包括:至少一个处理器;以及,与所述至少一个处理器通信连接的存储器;其中,所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以实现上述所述的工艺设备的数据加工方法。
16.为了解决上述问题,本发明还提供一种计算机可读存储介质,所述计算机可读存储介质中存储有至少一个指令,所述至少一个指令被电子设备中的处理器执行以实现上述所述的工艺设备的数据加工方法。
17.相比于背景技术所述:当前工艺设备的生产流程存在生产管理水平低的现象,本发明实施例通过产品型号确定工艺生产流程,再利用产品型号的工艺生产流程确定每个所述工艺站点的标准站点生产程序,通过所述产品型号的所有标准站点生产程序,得到每个产品型号的完整站点生产程序,通过所述完整站点生产程序,构建产品管理信息数据库,所
述产品管理信息数据库记载有每个型号产品的既定生产数据,利用所述射频扫码设备获取当前产品型号,再根据产品型号在所述产品管理信息库中提取所述当前产品型号的生产数据信息,根据当前工艺站点获取标准站点生产程序,通过站点生产调速公式,计算所述当前工艺站点的当前生产速度,并根据所述当前生产速度调控所述标准站点生产程序,最后按照所述目标站点生产程序,生产所述当前产品型号的产品即可。因此本发明提出的工艺设备的数据加工方法、装置、电子设备及计算机可读存储介质,可以解决当前工艺设备的生产流程存在生产管理水平低的问题。
附图说明
18.图1为本发明一实施例提供的工艺设备的数据加工方法的流程示意图;图2为图1中其中一个步骤的详细实施流程示意图;图3为图1中另一个步骤的详细实施流程示意图;图4为本发明一实施例提供的工艺设备的数据加工装置的功能模块图;图5为本发明一实施例提供的实现所述工艺设备的数据加工方法的电子设备的结构示意图。
19.图中:1-电子设备;10-处理器;11-存储器;12-总线;13-通信接口;100-工艺设备的数据加工装置;101-完整站点生产程序整合模块;102-产品管理信息数据库构建模块;103-标准站点生产程序提取模块;104-标准站点生产程序调控模块;105-当前产品型号产品生产模块。
20.本发明目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
21.应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
22.本技术实施例提供一种工艺设备的数据加工方法。所述工艺设备的数据加工方法的执行主体包括但不限于服务端、终端等能够被配置为执行本技术实施例提供的该方法的电子设备中的至少一种。换言之,所述工艺设备的数据加工方法可以由安装在终端设备或服务端设备的软件或硬件来执行。所述服务端包括但不限于:单台服务器、服务器集群、云端服务器或云端服务器集群等。
23.实施例1:参照图1所示,为本发明一实施例提供的工艺设备的数据加工方法的流程示意图。在本实施例中,所述工艺设备的数据加工方法包括:s1、获取产品型号集,根据所述产品型号集确定所述产品型号集中每个产品型号的工艺生产流程。
24.可解释的,所述产品型号集指工艺设备生产的产品型号的集合,例如:同一汽车车间会生产多种不同型号的车型。所述工艺生产流程指生产不同型号产品的生产流程,可以为各个型号产品的零件组装过程。
25.本发明实施例中,所述根据所述产品型号集确定所述产品型号集中每个产品型号的工艺生产流程,包括:根据所述产品型号确定所述产品型号对应的产品结构;
根据所述产品结构制定所述产品型号对应的工艺生产流程。
26.详细地,每一个产品型号的产品都有不同的产品结构,不同的产品结构都有自己特定的工艺生产流程。产品结构决定相应的工艺生产流程。
27.s2、在预构建的工艺站点搭建射频扫码设备,根据所述产品型号的工艺生产流程确定每个所述工艺站点的标准站点生产程序。
28.可解释的,所述工艺站点指生产各个型号产品的工位,每个型号产品都有一个完整的工艺生产流程,而所述工艺生产流程可以切分为多个细化的流程,每个细化的流程都有相应的工艺站点,例如:汽车生产线上,每个主要零件的安装都有其相应的工艺站点,可以为轮胎安装站点、汽车车架安装站点、汽车电子设备安装站点等。
29.详细地,所述射频扫码设备可以为射频识别技术(rfid)搭建。所述射频识别为扫码器与标签之间进行非接触式的数据通信,达到识别产品型号的目的。
30.详细地,参阅图2所示,所述根据所述产品型号的工艺生产流程确定每个所述工艺站点的标准站点生产程序,包括:s21、根据所述产品型号的工艺流程的流程步骤对所述工艺流程进行切分,得到初始分段工艺流程;s22、根据所述工艺站点的数目,对所述初始分段工艺流程进行归类,得到目标分段工艺流程;s23、建立所述目标分段工艺流程与所述工艺站点的对应关系,将所述工艺站点对应的目标分段工艺流程作为所述工艺站点的标准站点生产程序。
31.详细地,所述初始分段工艺流程指生产产品的详细的流程步骤,例如:汽车生产时,汽车音响设备的安装、汽车导航设备的安装以及汽车语音控制设备的安装等。所述目标分段工艺流程指对所述初始分段工艺流程进行再分类,得到的工艺流程,例如:汽车音响设备的安装、汽车导航设备的安装以及汽车语音控制设备的安装都可以归类为电子设备的安装,可以归为同一工艺站点进行组装。
32.进一步地,所述目标分段工艺流程可以根据所述工艺站点的数目进行分段,当工艺站点较多时,每个工艺站点的生产流程较短;当工艺站点较少时,每个工艺站点的生产流程相应增多。
33.s3、整合所述产品型号的所有标准站点生产程序,得到每个产品型号的完整站点生产程序。
34.本发明实施例中,所述标准站点生产程序都有其对应的站点名称,建立所述站点名称与标准站点生产程序的对应关系,按照产品的生产过程整合所述标准站点生产程序,得到所述完整站点生产程序。
35.s4、根据所述每个产品型号的完整站点生产程序,构建产品管理信息数据库。
36.详细地,所述记录有每个产品型号的详细生产数据,可以利用所述产品管理信息数据库添加、删除、修改以及查询需要生产的产品型号的生产数据信息。
37.详细地,参阅图3所示,根据所述每个产品型号的完整站点生产程序,构建产品管理信息数据库,包括:s41、在预构建的产品生产说明表中提取所述产品型号对应的生产数据;s42、将所述产品型号的完整站点生产程序与生产数据进行对应关联,得到每个产
品型号的产品信息数据;s43、将所述产品型号的产品信息数据进行分类存储,得到所述产品管理信息数据库。
38.详细地,所述生产数据可以为产品生产基底、生产车间、生产线、生产序列、车身代码、零件号、铭牌信息、油耗信息以及3c代码等数据。
39.进一步地,得到所述产品信息数据后,需要根据产品型号进行分类存储,得到所述产品管理信息数据库。
40.s5、利用所述射频扫码设备获取当前产品型号,根据所述当前产品型号,在所述产品管理信息库中提取所述当前产品型号的完整站点生产程序。
41.本发明实施例中,所述利用所述射频扫码设备获取当前产品型号,包括:锁定所述当前产品型号的产品标码区;利用所述射频扫码设备扫描所述产品标码区的标码标签;利用所述标码标签在预构建的标签产品型号信息表中提取目标产品型号,将所述目标产品型号作为所述当前产品型号。
42.可解释的,所述标码标签可以为rfid标签。在生产线的输运载体上安装标码标签。每个工艺站点设置射频扫描设备(读写器),负责对标签写入生产数据。
43.本发明实施例中,所述根据所述当前产品型号,在所述产品管理信息库中提取所述当前产品型号的完整站点生产程序,包括:利用所述当前产品型号,在所述产品信息管理库中进行型号匹配,得到匹配产品型号;提取所述匹配产品型号的完整站点生产程序,得到所述当前产品型号的完整站点生产程序。
44.s6、根据所述当前产品型号的当前工艺站点,在所述完整站点生产程序中提取所述当前工艺站点对应的标准站点生产程序。
45.本发明实施例中,所述根据所述当前产品型号的当前工艺站点,在所述完整站点生产程序中提取所述当前工艺站点对应的标准站点生产程序,包括:根据所述当前工艺站点,在所述完整站点生产程序中进行站点检索,得到目标工艺站点;提取所述目标工艺站点对应的标准站点生产程序,得到所述当前工艺站点对应的标准站点生产程序。
46.s7、利用预构建的站点生产调速公式,计算所述当前工艺站点的当前生产速度,根据所述当前生产速度调控所述标准站点生产程序,得到目标站点生产程序。
47.详细地,所述站点生产调速公式如下所示:其中,vi表示第i个工艺站点的当前生产速度,vi表示第i个工艺站点的原定生产速度,ti表示第i个工艺站点的原定生产完成时间,t表示当前时间,τ表示工艺站点的程序节点编号,m表示当前工艺站点的最后一个程序节点编号,n表示当前工艺节点的第一个程序节点编号,t
τ
表示当前工艺节点的第τ个程序节点的原定生产时长。
48.应明白的,每个型号的产品可能由于各类影响因素导致生产进度脱节,没有达到预定的生产进度,因此需要对各个工艺节点的生产进度进行实时监测,当监测到进度滞后时,可以提高相应的生产速度,达到在预定时间内完成生产的目的。例如:当汽车电子设备的安装工艺节点的原定开始时间为9:00,而实际开始时间为10:00,原定结合结束时间为12:00,因此可以根据实际时间与原定时间的比例关系,控制生产速度。此时生产速度可以为提高为原定生产速度的1.5倍。所述工艺站点都对应有多个程序节点,例如:汽车电子设备安装工艺站点可以包括:汽车音响设备的安装程序节点、汽车导航设备的安装程序节点以及汽车语音控制设备的安装程序节点。
49.本发明实施例中,所述利用预构建的站点生产调速公式,计算所述当前工艺站点的当前生产速度,包括:获取所述当前工艺站点的原定生产时长及原定生产速度;提取所述当前工艺站点的结束生产时间;根据所述结束生产时间及当前时间,计算当前剩余时长;根据所述当前剩余时长、原定生产时长及原定生产速度,利用所述站点生产调速公式,计算所述当前工艺站点的当前生产速度。
50.本发明实施例中,所述根据所述当前生产速度调控所述标准站点生产程序,得到目标站点生产程序,包括:根据所述当前生产速度确定所述标准站点生产程序中每一个程序节点的生产速度;根据所述每一个程序节点的生产速度,对所述标准站点生产程序进行调控,得到所述目标站点生产程序。
51.应明白的,所述工艺站点的每一个程序节点都有其固定的生产流程,有些程序节点可以压缩生产时长,提高生产速度,有些属于相对精密的安装,不可大幅压缩生产速度,因此可以根据实际调整生产速度,保证每一个工艺站点的最终结束时间都符合原定结束时间即可。
52.s8、根据所述目标站点生产程序,生产所述当前产品型号的产品,完成所述工艺设备的数据加工。
53.本发明实施例中,所述目标站点生产程序可以保证相应的工艺站点按时完成生产任务,进入下一工艺站点的生产环节,直至所述产品型号的产品生产完毕。
54.相比于背景技术所述:当前工艺设备的生产流程存在生产管理水平低的现象,本发明实施例通过产品型号确定工艺生产流程,再利用产品型号的工艺生产流程确定每个所述工艺站点的标准站点生产程序,通过所述产品型号的所有标准站点生产程序,得到每个产品型号的完整站点生产程序,通过所述完整站点生产程序,构建产品管理信息数据库,所述产品管理信息数据库记载有每个型号产品的既定生产数据,利用所述射频扫码设备获取当前产品型号,再根据产品型号在所述产品管理信息库中提取所述当前产品型号的生产数据信息,根据当前工艺站点获取标准站点生产程序,通过站点生产调速公式,计算所述当前工艺站点的当前生产速度,并根据所述当前生产速度调控所述标准站点生产程序,最后按照所述目标站点生产程序,生产所述当前产品型号的产品即可。因此本发明提出的工艺设备的数据加工方法、装置、电子设备及计算机可读存储介质,可以解决当前工艺设备的生产
流程存在生产管理水平低的问题。
55.实施例2:如图4所示,是本发明一实施例提供的工艺设备的数据加工装置的功能模块图。
56.本发明所述工艺设备的数据加工装置100可以安装于电子设备中。根据实现的功能,所述工艺设备的数据加工装置100可以包括完整站点生产程序整合模块101、产品管理信息数据库构建模块102、标准站点生产程序提取模块103、标准站点生产程序调控模块104及当前产品型号产品生产模块105。本发明所述模块也可以称之为单元,是指一种能够被电子设备处理器所执行,并且能够完成固定功能的一系列计算机程序段,其存储在电子设备的存储器中。
57.所述完整站点生产程序整合模块101,用于获取产品型号集,根据所述产品型号集确定所述产品型号集中每个产品型号的工艺生产流程;在预构建的工艺站点搭建射频扫码设备,根据所述产品型号的工艺生产流程确定每个所述工艺站点的标准站点生产程序;整合所述产品型号的所有标准站点生产程序,得到每个产品型号的完整站点生产程序;所述产品管理信息数据库构建模块102,用于根据所述每个产品型号的完整站点生产程序,构建产品管理信息数据库;所述标准站点生产程序提取模块103,用于利用所述射频扫码设备获取当前产品型号,根据所述当前产品型号,在所述产品管理信息库中提取所述当前产品型号的完整站点生产程序;根据所述当前产品型号的当前工艺站点,在所述完整站点生产程序中提取所述当前工艺站点对应的标准站点生产程序;所述标准站点生产程序调控模块104,用于利用预构建的站点生产调速公式,计算所述当前工艺站点的当前生产速度,根据所述当前生产速度调控所述标准站点生产程序,得到目标站点生产程序;所述当前产品型号产品生产模块105,用于根据所述目标站点生产程序,生产所述当前产品型号的产品。
58.详细地,本发明实施例中所述工艺设备的数据加工装置100中的所述各模块在使用时采用与上述的图1中所述的工艺设备的数据加工方法一样的技术手段,并能够产生相同的技术效果,这里不再赘述。
59.实施例3:如图5所示,是本发明一实施例提供的实现工艺设备的数据加工方法的电子设备的结构示意图。
60.所述电子设备1可以包括处理器10、存储器11、总线12和通信接口13,还可以包括存储在所述存储器11中并可在所述处理器10上运行的计算机程序,如工艺设备的数据加工程序。
61.其中,所述存储器11至少包括一种类型的可读存储介质,所述可读存储介质包括闪存、移动硬盘、多媒体卡、卡型存储器(例如:sd或dx存储器等)、磁性存储器、磁盘、光盘等。所述存储器11在一些实施例中可以是电子设备1的内部存储单元,例如该电子设备1的移动硬盘。所述存储器11在另一些实施例中也可以是电子设备1的外部存储设备,例如电子设备1上配备的插接式移动硬盘、智能存储卡、安全数字卡、闪存卡等。进一步地,所述存储器11还可以既包括电子设备1的内部存储单元也包括外部存储设备。所述存储器11不仅可
以用于存储安装于电子设备1的应用软件及各类数据,例如工艺设备的数据加工程序的代码等,还可以用于暂时地存储已经输出或者将要输出的数据。
62.所述处理器10在一些实施例中可以由集成电路组成,例如可以由单个封装的集成电路所组成,也可以是由多个相同功能或不同功能封装的集成电路所组成,包括一个或者多个中央处理器(cpu)、微处理器、数字处理芯片、图形处理器及各种控制芯片的组合等。所述处理器10是所述电子设备的控制核心,利用各种接口和线路连接整个电子设备的各个部件,通过运行或执行存储在所述存储器11内的程序或者模块(例如工艺设备的数据加工程序等),以及调用存储在所述存储器11内的数据,以执行电子设备1的各种功能和处理数据。
63.所述总线可以是外设部件互连标准(pci)总线或扩展工业标准结构(eisa)总线等。该总线可以分为地址总线、数据总线、控制总线等。所述总线被设置为实现所述存储器11以及至少一个处理器10等之间的连接通信。
64.图5仅示出了具有部件的电子设备,本领域技术人员可以理解的是,图5示出的结构并不构成对所述电子设备1的限定,可以包括比图示更少或者更多的部件,或者组合某些部件,或者不同的部件布置。
65.例如,尽管未示出,所述电子设备1还可以包括给各个部件供电的电源(比如电池),优选地,电源可以通过电源管理装置与所述至少一个处理器10逻辑相连,从而通过电源管理装置实现充电管理、放电管理、以及功耗管理等功能。电源还可以包括一个或一个以上的直流或交流电源、再充电装置、电源故障检测电路、电源转换器或者逆变器、电源状态指示器等任意组件。所述电子设备1还可以包括多种传感器、蓝牙模块、wi-fi模块等,在此不再赘述。
66.进一步地,所述电子设备1还可以包括网络接口,可选地,所述网络接口可以包括有线接口和/或无线接口(如wi-fi接口、蓝牙接口等),通常用于在该电子设备1与其他电子设备之间建立通信连接。
67.可选地,该电子设备1还可以包括用户接口,用户接口可以是显示器、输入单元(比如键盘),可选地,用户接口还可以是标准的有线接口、无线接口。可选地,在一些实施例中,显示器可以是led显示器、液晶显示器、触控式液晶显示器以及oled(有机发光二极管)触摸器等。其中,显示器也可以适当的称为显示屏或显示单元,用于显示在电子设备1中处理的信息以及用于显示可视化的用户界面。
68.应该了解,所述实施例仅为说明之用,在专利申请范围上并不受此结构的限制。
69.所述电子设备1中的所述存储器11存储的工艺设备的数据加工程序是多个指令的组合,在所述处理器10中运行时,可以实现:获取产品型号集,根据所述产品型号集确定所述产品型号集中每个产品型号的工艺生产流程;在预构建的工艺站点搭建射频扫码设备,根据所述产品型号的工艺生产流程确定每个所述工艺站点的标准站点生产程序;整合所述产品型号的所有标准站点生产程序,得到每个产品型号的完整站点生产程序;根据所述每个产品型号的完整站点生产程序,构建产品管理信息数据库;利用所述射频扫码设备获取当前产品型号,根据所述当前产品型号,在所述产品
管理信息库中提取所述当前产品型号的完整站点生产程序;根据所述当前产品型号的当前工艺站点,在所述完整站点生产程序中提取所述当前工艺站点对应的标准站点生产程序;利用预构建的站点生产调速公式,计算所述当前工艺站点的当前生产速度,根据所述当前生产速度调控所述标准站点生产程序,得到目标站点生产程序,其中所述站点生产调速公式如下所示:其中,vi表示第i个工艺站点的当前生产速度,vi表示第i个工艺站点的原定生产速度,ti表示第i个工艺站点的原定生产完成时间,t表示当前时间,τ表示工艺站点的程序节点编号,m表示当前工艺站点的最后一个程序节点编号,n表示当前工艺节点的第一个程序节点编号,t
τ
表示当前工艺节点的第τ个程序节点的原定生产时长。
70.根据所述目标站点生产程序,生产所述当前产品型号的产品,完成所述工艺设备的数据加工。
71.具体地,所述处理器10对上述指令的具体实现方法可参考图1至图4对应实施例中相关步骤的描述,在此不赘述。
72.进一步地,所述电子设备1集成的模块/单元如果以软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读存储介质中。所述计算机可读存储介质可以是易失性的,也可以是非易失性的。例如,所述计算机可读介质可以包括:能够携带所述计算机程序代码的任何实体或装置、记录介质、u盘、移动硬盘、磁碟、光盘、计算机存储器、只读存储器(rom)。
73.本发明还提供一种计算机可读存储介质,所述可读存储介质存储有计算机程序,所述计算机程序在被电子设备的处理器所执行时,可以实现:获取产品型号集,根据所述产品型号集确定所述产品型号集中每个产品型号的工艺生产流程;在预构建的工艺站点搭建射频扫码设备,根据所述产品型号的工艺生产流程确定每个所述工艺站点的标准站点生产程序;整合所述产品型号的所有标准站点生产程序,得到每个产品型号的完整站点生产程序;根据所述每个产品型号的完整站点生产程序,构建产品管理信息数据库;利用所述射频扫码设备获取当前产品型号,根据所述当前产品型号,在所述产品管理信息库中提取所述当前产品型号的完整站点生产程序;根据所述当前产品型号的当前工艺站点,在所述完整站点生产程序中提取所述当前工艺站点对应的标准站点生产程序;利用预构建的站点生产调速公式,计算所述当前工艺站点的当前生产速度,根据所述当前生产速度调控所述标准站点生产程序,得到目标站点生产程序,其中所述站点生产调速公式如下所示:
其中,vi表示第i个工艺站点的当前生产速度,vi表示第i个工艺站点的原定生产速度,ti表示第i个工艺站点的原定生产完成时间,t表示当前时间,τ表示工艺站点的程序节点编号,m表示当前工艺站点的最后一个程序节点编号,n表示当前工艺节点的第一个程序节点编号,t
τ
表示当前工艺节点的第τ个程序节点的原定生产时长。
74.根据所述目标站点生产程序,生产所述当前产品型号的产品,完成所述工艺设备的数据加工。
75.在本发明所提供的几个实施例中,应该理解到,所揭露的设备,装置和方法,可以通过其它的方式实现。例如,以上所描述的装置实施例仅仅是示意性的,例如,所述模块的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式。
76.所述作为分离部件说明的模块可以是或者也可以不是物理上分开的,作为模块显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部模块来实现本实施例方案的目的。
77.另外,在本发明各个实施例中的各功能模块可以集成在一个处理单元中,也可以是各个单元单独物理存在,也可以两个或两个以上单元集成在一个单元中。上述集成的单元既可以采用硬件的形式实现,也可以采用硬件加软件功能模块的形式实现。
78.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。
79.最后应说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或等同替换,而不脱离本发明技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。