1.本发明属于电机装配的技术领域,具体涉及一种通过立式油压机装配测功电机的工艺方法。
背景技术:
2.测功电机的整体结构主要由定子、转子、端盖、轴承等组成。其端盖结构比较特殊,轴承室为盲孔,无内盖,轴承为双列滚子轴承,内外圈不可分离,这种结构只能先将端盖安装后再安装两端轴承。
3.行业中该结构电机装配常使用卧式轴承装配专机,而大型的轴承装配专机在行业中的使用较少,需要另行购买。如何通过行业中使用较多的立式油压机进行测功电机的装配具有很大的实用意义和价值。
技术实现要素:
4.为了克服现有技术的不足,解决现有测功电机需使用专用装配设备、装配成本高等技术问题,本发明提供一种通过立式油压机装配测功电机的工艺方法。
5.本发明通过以下技术方案予以实现。
6.本发明提供了一种通过立式油压机装配测功电机的工艺方法,包括以下步骤:
7.1)首先加热测功电机一端端盖,将该侧轴承放入端盖轴承室内,待冷却后将端盖止口向上放置在立式油压机工作台上,并在轴承外侧加设垫圈,调节油压机支撑装置高度,使端盖圆周方向受力均匀;
8.2)将定子平稳吊放在上述端盖上,旋转调整位置后与上述端盖进行固定;
9.3)在转子轴头安装导向套,将转子垂直吊起由上至下放入定子中,使得导向套进入轴承内孔,待转子不再下落时,用油压机将转子压到位;
10.4)将另一端端盖固定在定子上,采用在轴头安装导向套的方法,将另一端轴承套在其所配套端盖轴承室端部,在该轴承上端放置压盘,使该轴承内外圈同时受压,用油压机将该轴承压到位;
11.5)整机翻转,在轴承室外侧安装轴承外盖。
12.进一步,所述步骤1)中端盖加热温度为80~100℃。
13.本发明利用该行业的企业均具备的立式油压机完成只有用卧式轴承压装专机才能完成的工作,降低了设备投入成本,开发了一套全新的测功电机装配的工艺方法,适用于单台、小批量生产,具有装备投入少、装配工艺简单等优点。
附图说明
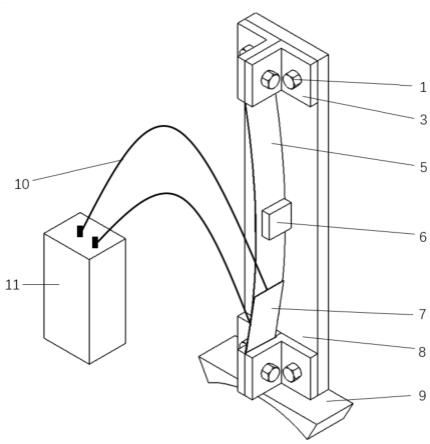
14.图1是测功电机的结构示意图;
15.图2是本发明中步骤1)的装配示意图;
16.图3是本发明中步骤2)的装配示意图;
17.图4是本发明中步骤3)的装配示意图;
18.图5是本发明中步骤4)的装配示意图。
19.图中:1端盖;2轴承;3定子;4转子;5油压机支撑装置;6垫圈;7导向套;8压盘。
具体实施方式
20.下面结合附图和实施例对本发明作进一步的详细描述。
21.如图1至图5所示,一种通过立式油压机装配测功电机的工艺方法,包括以下步骤:
22.1)首先加热测功电机一端端盖1,加热温度为80~100℃,将该侧轴承2放入端盖轴承室内,待冷却后将端盖1止口向上放置在立式油压机工作台上,并在轴承2外侧加设垫圈6,调节油压机支撑装置5高度,使端盖1圆周方向受力均匀;
23.2)将定子3平稳吊放在上述端盖1上,旋转调整位置后与上述端盖1进行固定;
24.3)在转子4轴头安装导向套7,将转子4垂直吊起由上至下放入定子3中,使得导向套7进入轴承内孔,待转子4不再下落时,用油压机将转子4压到位;
25.4)将另一端端盖固定在定子3上,采用在轴头安装导向套的方法,将另一端轴承套在其所配套端盖轴承室端部,在该轴承上端放置压盘8,使该轴承内外圈同时受压,用油压机将该轴承压到位;
26.5)整机翻转,并安装轴承外盖。
27.上面结合附图对本发明的实施方式作了详细说明,但是本发明并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,依然可以对实施方式进行更改,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种通过立式油压机装配测功电机的工艺方法,其特征在于,包括以下步骤:1)首先加热测功电机一端端盖,将该侧轴承放入端盖轴承室内,待冷却后将端盖止口向上放置在立式油压机工作台上,并在轴承外侧加设垫圈,调节支撑高度,使端盖圆周方向受力均匀;2)将定子平稳吊放在上述端盖上,旋转调整位置后与上述端盖进行固定;3)在转子轴头安装导向套,将转子垂直吊起由上至下放入定子中,使得导向套进入轴承内孔,待转子不再下落时,用油压机将转子压到位;4)将另一端端盖固定在定子上,采用在轴头安装导向套的方法,将另一端轴承套在其所配套端盖轴承室端部,在该轴承上端放置压盘,使该轴承内外圈同时受压,用油压机将该轴承压到位;5)整机翻转,并安装轴承外盖。2.根据权利要求1所述的一种通过立式油压机装配测功电机的工艺方法,其特征在于:所述步骤1)中端盖加热温度为80~100℃。
技术总结
本发明涉及一种通过立式油压机装配测功电机的工艺方法,属于电机装配技术领域,解决现有测功电机需使用专用装配设备、装配成本高等技术问题。解决方案为:包括以下步骤:1)加热测功电机一端端盖,将该侧轴承放入端盖轴承室内,待冷却后将端盖止口向上放置在立式油压机工作台上;2)将定子平稳吊放在上述端盖上;3)在转子轴头安装导向套,将转子垂直吊起由上至下放入定子中,使得导向套进入轴承内孔,用油压机将转子压到位;4)将另一端端盖固定在定子上,采用在轴头安装导向套的方法,将轴承套在本端盖轴承室端部,用油压机将轴承压到位;5)整机翻转,在轴承室外侧安装轴承外盖。具有装备投入少、装配工艺简单等优点。装配工艺简单等优点。装配工艺简单等优点。
技术研发人员:杨建宏 程玉祥
受保护的技术使用者:山西电机制造有限公司
技术研发日:2022.06.27
技术公布日:2022/9/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。