1.本实用新型涉及移印设备领域,具体是一种双工位视觉四轴自动移印设备。
背景技术:
2.移印是一种特种印刷技术,它能够在不规则异形对象表面上印刷文字、图形和图象。传统的移印设备的移印过程为:当一个工件移印完成后,手工取下工件,再加载下一个待移印的工件,然后进行移印,如此重复。在该过程中,人工加载工件需要占用一定的时间,在该段时间内移印头处于空转状态,因此存在移印头利用效率低的缺陷。
3.为了提高移印机中移印头的利用效率,cn208497922u中国专利提出了一种单头双工位移印机。该移印机设置有两个工位、单个移印头(即胶头)和单个移印装置,单个移印头能够通过滑动来对应两个工位并进行移印,即当其中一个工位的工件移印好后,移印头可以移动对应工人正在安放工件的另一工位并进行移印。在降低设备成本的同时能较好地利用工人安放工件的空隙,提高半自动移印机的整体生产效率。但是,在cn208497922u专利文献中,两个工位的位置是固定不动的,而为了方便取放工件,工位通常需要靠近机台的边沿布置,这就导致了油墨系统和工位之间的距离较长,移印头工作时需要移动的距离较长,影响移印效率,为此,本实用新型提出了改进。
技术实现要素:
4.本实用新型的目的是提供一种双工位视觉四轴自动移印设备,以提高双工位移印设备的移印效率。
5.为达上述目的,本实用新型采用的技术方案如下:
6.一种双工位视觉四轴自动移印设备,其包括机台,设置于所述机台的两个移印工位、油墨系统、胶头清洗机构和胶头驱动机构,以及设置于所述机台上方的视觉系统,其中:两个所述移印工位固定于所述机台的俯视中心位置,所述机台的前边沿对应两个所述移印工位分别设有上料工位,两个所述移印工位各自与对应的上料工位之间设有往复运动滑台,所述滑台设有用于安放工件的载具,两个所述滑台交替向移印工位运送工件;所述胶头驱动机构包括z轴驱动机构、x轴驱动机构、y轴驱动机构、以及驱动胶头回转运动的旋转驱动机构。
7.优选地,所述载具包括多个工件安放位置。
8.优选地,所述移印设备包括快速换型控制系统,所述快速换型控制系统包括控制键,以及与所述控制键连接的处理器,所述处理器与所述视觉系统、所述胶头驱动机构分别电连接。
9.优选地,所述移印设备包括视觉定位控制系统,所述视觉定位控制系统包括处理器,所述处理器与所述视觉系统、所述胶头驱动机构分别电连接。
10.优选地,所述移印设备包括视觉检测系统,所述视觉检测系统包括处理器,所述处理器与所述述视觉系统电连接。
11.优选地,所述移印设备还包括防人工误入碰撞系统,所述防人工误入碰撞系统包括设置于机罩的、用于感应机罩门开启的感应器,以及与所述感应器电连接的、在所述机罩门开启时控制所述胶头驱动机构停止的控制器。
12.优选地,所述油墨系统还包括回墨滚轮,所述回墨滚轮安装于刮刀的支架,所述回墨滚轮位于所述刮刀的后方靠近刀刃的位置、且与刮刀的背面留有间隙。
13.优选地,所述胶头清洗机构包括胶带、安装轴组件和收卷轴组件,所述安装轴组件和所述收卷轴组件平行,所述胶带安装于所述安装轴组件,所述胶带的外端固定在所述收卷轴组件,所述收卷轴组件与动力装置连接。
14.优选地,所述移印设备的机罩的前侧、后侧、左侧和右侧均设置有门。
15.与现有技术相比,本实用新型至少具有以下有益效果:
16.采用一个胶头对应两个移印工位,在降低设备成本的同时能较好地利用工人安放工件的空隙,提高了移印生产效率。
17.同时,通过将移印工位设置在机台的中心,在机台边沿设置上料工位,通过滑台从上料工位将工件运送到移印工位,不但方便上料,而且缩短了移印工位和油墨系统之间的距离,从而使得胶头移动距离缩短,进一步提高了移印生产效率。
附图说明
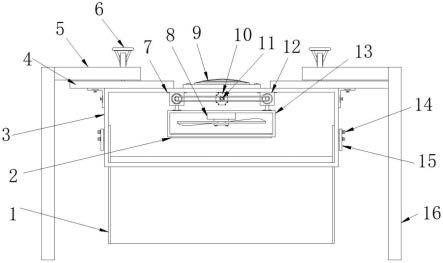
18.图1为双工位视觉四轴自动移印设备的结构示意图;
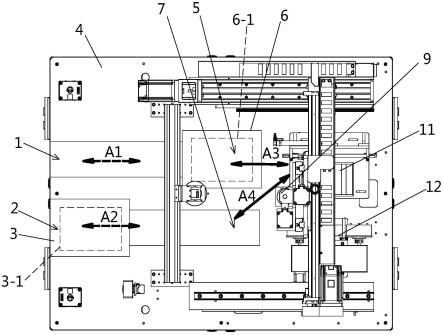
19.图2为其上下料路径和移印路径示意图;
20.图3为胶头驱动机构的示意图;
21.图4为油墨系统的示意图;
22.图5为回墨滚轮与刮刀的安装位置示意图;
23.图6为胶头清洗机构地示意图;
24.图7为移印设备的机罩的示意图;
25.附图标记:
26.1、第一上料工位;2、第二上料工位;3、第二载具;3-1、第二滑台;4、机台;5、第一移印工位;6、第一载具;6-1、第一滑台;7、第二移印工位;8、视觉系统;9、胶头;10、胶头驱动机构;10-1、第一支架;10-2、y轴电机;10-3、基板;10-4、z轴电机;10-5、伺服电机;10-6、z基板;10-7、横梁;10-8、x轴电机;11、油墨系统;11-1、钢版;11-2、油盘;11-3、刮刀;11-4、第二支架;11-5、第三支架;11-6、回墨滚轮;12、胶头清洗机构;12-1、安装轴组件;12-2、收卷轴组件;12-3、动力装置;13、机罩;14、门。
具体实施方式
27.下面结合附图和实施例对本实用新型做进一步说明。
28.如图1和图2所示,本双工位视觉四轴自动移印设备包括机台4,机台4的俯视中心位置固定设置两个移印工位,分别称为第一移印工位5和第二移印工位7,两个移印工位并排,机台4上还设有一个胶头9、一个油墨系统11和一个胶头清洗机构12,油墨系统11和胶头清洗机构12位于移印工位的后侧,胶头9通过胶头驱动机构10设置在机台4上方,可在油墨系统11、第一移印工位5、第二移印工位7和胶头清洗机构12之间移动,移印工位的上方还设
有视觉系统8,机台4的前边沿对应第一移印工位5设有第一上料工位1,且对应第二移印工位7设有第二上料工位2,第一移印工位5和第一上料工位1之间设有可往复运动的第一滑台6-1,第二移印工位7和第二上料工位2之间设有可往复运动的第二滑台3-1,第一滑台6-1设有第一载具6,第二滑台3-1设有第二载具3,第一载具6和第二载具3设有工件安放位置。使用时,第一滑台6-1和第二滑台3-1交替将待移印的工件运送至机台4中心的移印工位,以及将完成移印的工件从机台4中心运送至机台4边沿的上料工位。
29.参照图2,工作过程如下:人工将工件安放在第一载具6,按下控制键,第一载具6被第一滑台6-1从第一上料工位1运送到第一移印工位5,胶头驱动机构带动胶头9,从油墨系统11将油墨转移至工件表面,实现移印,在该移印过程中,人工在第二载具3中安放工件,当第一载具6中的工件移印完成后,第一滑台6-1将第一载具6返回第一上料工位1,第二滑台3-1将第二载具3运送到第二移印工位7,胶头驱动机构带动胶头9,从油墨系统11将油墨转移至工件表面,对第二载具3中的工件实现移印,在该移印过程中,人工取下第一载具6中的工件并安放新的待称印工件,当第二载具3中的工件移印完成后,第二滑台3-1将第二载具3返回第二上料工位2,第一滑台6-1将第一载具6运送至第一移印工位5,胶头9对第一载具6中的工件实现移印,如此循环。
30.上述将一个胶头9对应两个移印工位,工作时,控制两个滑台交替往复运动,即,一个滑台在移印工位时,另一个滑台在上料工位,使得胶头9不需要停下来等待工人安放工件,可连续工作,较好地利用工人安放工件的空隙,提高了移印生产效率。同时,两个移印工位共用一个胶头9、一个油墨系统11和一个胶头清洗机构12,使得设备成本降低。
31.图2中箭头a1表示第一滑台或者说第一载具的运动路径,箭头a2表示第二滑台或者说第二载具的运动路径,箭头a3表示胶头9到第一移印工位5的运动路径,箭头a4表示胶头9到第二移印工位7的运动路径。可以看出,由于将移印工位设置在机台4的中心,在机台4边沿设置上料工位,通过滑台从上料工位将工件运送到移印工位。一方面,由于上料工位位于机台4边沿,所以上下料方便;另一方面,由于移印工位处于机台4的中心,而不是处于机台4的前沿,所以缩短了移印工位和油墨系统11之间的距离,这使得胶头9移动距离缩短,因此能够进一步提高移印生产效率。
32.优选地,在将已经完成移印的工件运送至上料工位之前,将待移印的工件运送至移印工位。
33.如图3所示,胶头驱动机构10包括z轴驱动机构、x轴驱动机构、y轴驱动机构、以及旋转驱动机构。z轴驱动机构用于带动胶头9上下运动,具体的,胶头9的基板10-3通过导轨安装在z基板10-6,在z基板10-6安装z轴电机10-4,z轴电机10-4通过丝杠丝母机构驱动胶头9的基板10-3、进而带动胶头9上下运动。x轴驱动机构用于带动胶头9左右运动,具体的,z基板10-6通过导轨安装在横梁10-7,横梁10-7安装x轴电机10-8,x轴电机10-8通过丝杠丝母机构驱动z基板10-6、进而带动胶头9左右运动。y轴驱动机构用于带动胶头9前后运动,具体的,横梁10-7通过导轨安装在左右两个第一支架10-1,其中一个第一支架10-1安装y轴电机10-2,y轴电机10-2通过丝杠丝母机构驱动横梁10-7、进而带动胶头9前后运动。旋转驱动机构用于带动胶头9回转运动,具体的,在胶头9的基板10-3还安装有伺服电机10-5,该伺服电机10-5与胶头9的轴连接,驱动胶头9回转运动。
34.优选地第一载具6和第二载具3分别设置多个工件安放位置,这样一个载具可以安
放多个工件,可以延长工人两次上下料的间隔时间,可减少操作人员。
35.进一步移印设备还包括快速换型控制系统,所述快速换型控制系统包括控制键,以及与所述控制键连接的处理器,所述处理器与所述视觉系统8、所述胶头驱动机构10分别电连接。换型时,首先人工更换油墨系统11中的钢版,然后按控制键,处理器控制胶头驱动机构10,使胶头9下降至钢版上,将字符图案上的油墨粘在胶头9上,然后将胶头9移位至工件(承印物)上方并下降,胶头9表面的油墨转印到承印物的表面,然后处理器控制视觉系统8拍照,与存储的正常移印后的产品图案对比,生成纠正偏差值,纠正胶头9的移印位置,完成移印换型的自动纠正。这样,在换型时,在处理器的控制下,通过视觉系统8来自动纠正胶头9和工件的相对位置,无需人工对位。
36.进一步所述移印设备还包括视觉定位控制系统,所述视觉定位控制系统包括处理器,所述处理器与所述视觉系统8、所述胶头驱动机构10分别电连接。移印时,处理器控制视觉系统8先捕捉产品特征(包含外形、文字或其他具有统一性的图案等),计算得出需移印位置,然后控制胶头驱动机构10,带动胶头9到指定位置完成移印,实现产品的精准移印,比传统精度更高。
37.进一步所述移印设备还包括视觉检测系统,所述视觉检测系统包括处理器,所述处理器与所述述视觉系统8电连接。当移印完成后,处理器控制视觉系统8对产品进行拍照,通过与存储的标准样品移印图案比较,检测出达不到移印精度要求的产品。
38.进一步所述移印设备还包括防人工误入碰撞系统,所述防人工误入碰撞系统包括设置于机罩的、用于感应机罩门开启的感应器,以及与所述感应器电连接的、在所述机罩门开启时控制所述胶头驱动机构10停止的控制器。其中,感应器的类型优选但不限于近接感应器、光电感应器、霍尔传感器、微动开关等。当机罩门打开后,感应器的输出信号发生变化,控制器识别到该变化后,控制胶头驱动机构10停止,从而可以防止人工误入导致碰撞,有效提高安全性。
39.油墨系统11用于实现油墨上料等功能。如图4所示,本实施例的油墨系统11包含储存油墨的油盘11-2,钢版11-1,将钢版11-1上均匀涂上油墨的刮刀11-3,钢版11-1上刻有图案,为移印产品提供所需的油墨图案,这些为已知技术,本技术不再赘述。
40.如图5所示,本实施例中,油墨系统11进一步还包括回墨滚轮11-6,所述回墨滚轮11-6安装于第三支架11-5可转动,第三支架11-5固定于第二支架11-4(刮刀11-3的支架),所述回墨滚轮11-6位于所述刮刀11-3的后方靠近刀刃的位置、且与刮刀11-3的背面留有间隙。当刮刀11-3从钢版11-1表面刮过时,回墨滚轮11-6回转运动,带动刮刀11-3后侧的油墨向油盘11-2回流,防止油墨在刮刀11-3背面聚集。
41.如图6所示,本实施例中,采用胶带粘性面和胶头接触来清洗胶头。具体的,胶头清洗机构12包括胶带、安装轴组件12-1和收卷轴组件12-2,所述安装轴组件12-1和所述收卷轴组件12-2平行,所述胶带安装于所述安装轴组件12-1,所述胶带的外端固定在所述收卷轴组件12-2,所述收卷轴组件12-2与动力装置12-3连接。在收卷轴组件12-2和安装轴组件12-1的张力作用下,胶带的粘性面朝上平铺在机台4,清洗时,胶头9移到胶带上方,然后向下运动,胶头9表面与胶带粘性面接触,然后再上抬,完成对胶头9的清洗,然后收卷轴组件12-2回转运动,将用过的胶带收卷,将下一段新胶带平铺在机台4,以供下次清洗。
42.如图7所示,在移印设备的机罩13的前侧、后侧、左侧和右侧均设置有门14,在进行
维护时,可选择将距离维护点最近的门14开启,设备维护更方便。
43.上述通过具体实施例对本实用新型进行了详细的说明,这些详细的说明仅仅限于帮助本领域技术人员理解本实用新型的内容,并不能理解为对本实用新型保护范围的限制。本领域技术人员在本实用新型构思下对上述方案进行的各种润饰、等效变换等均应包含在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。