1.本实用新型涉及建筑陶瓷技术领域,尤其涉及一种块状粉料的制备和随机布料系统。
背景技术:
2.在瓷砖产品中,水磨石的纹理图案越来越受到消费者的青睐,传统的水磨石产品的图案纹理主要是通过丝网、滚筒或者是喷墨打印技术实现平面纹理的装饰,与真实的水磨石产品相比图案不立体,纹理清晰度也不够逼真。
3.为了提高水磨石产品的仿自然纹理效果,目前有将大颗粒料嵌入砖坯表面实现图案的立体效果的布料方法,然而天然水磨石中的大颗粒料本身也是具有天然纹理的,而现有技术中的大颗粒料生产设备或方法只能生产出单一颜色的大颗粒料,因此无法在大颗粒料中呈现出随机的纹理效果,令制得的大颗粒料的纹理逼真度低,仿自然效果差;而将单一颜色的大颗粒料布施至瓷砖表面后,也令该瓷砖表面的仿自然纹理效果不理想。
4.另外,水磨石纹理图案的天然效果还来源于其大颗粒料的随机分布,陶瓷生产企业若要生产出接近天然水磨石产品的纹理效果,则要在生产过程中仿大颗粒料的随机分布,而在实际生产过程中,由于大颗粒料的随机布料难度较高,因此也使制得的瓷砖表面的仿自然纹理效果不够理想。
技术实现要素:
5.本实用新型的目的在于提出一种块状粉料的制备和随机布料系统,能生产出具有纹理效果的块状粉料,且有利于增大块状粉料在瓷砖表面的分布随机性,解决了现有技术中的生产设备只能制作单一颜色的大颗粒料,且大颗粒料随机分布性较低的技术问题。
6.为达此目的,本实用新型采用以下技术方案:
7.一种块状粉料的制备和随机布料系统,包括块状粉料生产单元和块状粉料随机布料单元,且所述块状粉料生产单元的下料端位于所述块状粉料随机布料单元的上料端的上方;
8.所述块状粉料生产单元包括第一下料装置、压饼装置、切块装置和主皮带,所述第一下料装置、所述压饼装置和所述切块装置沿块状粉料的下料方向并列设置于所述主皮带的上方,所述第一下料装置用于粉料下料至所述主皮带并形成粉料层,所述压饼装置用于将粉料层压制成粉饼,所述切块装置用于将粉饼切割成块状粉料;所述第一下料装置包括下料组件和副皮带,所述下料组件设有多个,且所述下料组件并列设置于所述副皮带的上方;
9.所述块状粉料随机布料单元包括摆动装置和铺料装置,所述摆动装置的下料端位于所述铺料装置的上料端的上方,且所述摆动装置的下料端可沿所述铺料装置的宽度方向往复移动。
10.优选的,所述块状粉料生产单元还包括线条下料装置,所述线条下料装置用于在
块状粉料中形成线条;所述第一下料装置至少设置有两组,所述线条下料装置设置于两组所述第一下料装置之间;
11.所述线条下料装置包括线条下料斗和筛网,且所述线条下料斗设置于所述筛网的上方。
12.优选的,两组所述第一下料装置中的副皮带的运行方向相反,且靠近所述块状粉料生产单元的副皮带的运行方向朝向块状粉料的下料方向,远离所述块状粉料生产单元的副皮带的运行方向背向块状粉料的下料方向。
13.优选的,所述块状粉料生产单元还包括钢丝滚筒,所述钢丝滚筒设置于所述第一下料装置和所述压饼装置之间,所述钢丝滚筒的外筒壁围绕有多条钢丝,且所述钢丝沿所述钢丝滚筒的长度方向延伸,所述钢丝滚筒用于平扫粉料层。
14.优选的,所述下料组件包括第一下料斗和雕花滚筒,所述雕花滚筒位于所述第一下料斗的底部。
15.优选的,所述切块装置包括转动辊和切割片,所述切割片突出设置于所述转动辊,且所述切割片围成多个形状不同的切割区,所述切割片用于将粉饼切割成与所述切割区形状相同的块状粉料。
16.优选的,所述摆动装置包括摆动皮带、转动座和摆动机构,所述转动座和所述摆动机构均安装于所述摆动皮带的底部,且所述转动座靠近所述摆动皮带的上料端设置,所述摆动机构靠近所述摆动皮带的下料端设置;所述摆动皮带可转动地安装于所述转动座,所述摆动机构用于驱动所述摆动皮带的下料端以所述转动座为转轴,沿所述铺料装置的宽度方向往复摆动。
17.优选的,所述铺料装置为铺料皮带,且所述摆动皮带的运行速度大于所述铺料皮带的运行速度。
18.优选的,所述摆动机构包括移动底座、转盘、第一滑块和第二滑块,所述移动底座可沿所述铺料装置的宽度方向往复直线移动,所述转盘可转动地安装于所述移动底座的顶部,所述第一滑块固定安装于所述转盘的顶部,令所述第一滑块跟随所述转盘的转动而转动,所述第二滑块固定安装于所述摆动皮带的底部,且所述第一滑块和所述第二滑块可沿所述摆动皮带的长度方向发生相对滑动。
19.优选的,所述摆动机构还包括平衡杆,所述平衡杆固定安装于所述转盘的顶部,令所述平衡杆跟随所述转盘的转动而转动;一所述第一滑块和一所述第二滑块为一组滑动组件,所述滑动组件设置有两组,且两组滑动组件分别安装于所述平衡杆的两端。
20.本技术实施例提供的技术方案可以包括以下有益效果:
21.1、块状粉料的制备和随机布料系统包括依次设置的块状粉料生产单元和块状粉料随机布料单元,其中,块状粉料生产单元用于生产块状粉料,块状粉料随机布料单元用于将块状粉料随机布料,形成瓷砖中的块状粉料层,结构合理,性能可靠。
22.2、在现有技术中,传统的大颗粒块状料一般是利用粉料制浆后,通过浆料固化而成,因此采用现有技术一般只能生产出单一颜色的大颗粒块状料,无法在大颗粒块状料中呈现出随机的纹理效果,令制得的大颗粒块状料的纹理逼真度低,仿自然效果差。为了解决上述问题,提出利用干法工艺生产大颗粒块状料的方法,并通过具有第一下料装置、压饼装置、切块装置和主皮带的块状粉料生产单元实现,从而生产出具有纹理效果的块状粉料,解
决了现有技术中具有大颗粒料的砖坯的生产系统只能制作单一颜色的大颗粒料的技术问题。
23.3、第一下料装置包括下料组件和副皮带,下料组件设有多个,且下料组件并列设置于副皮带的上方,可通过多个下料组件在副皮带的上方下料形成具有不同颜色、不同图案的纹理层,然后使纹理层在主皮带的顶部堆叠成具有一定厚度的粉料层,从而有利于提升块状粉料的纹理丰富度;且块状粉料中不同纹理的形成可以依靠技术人员在不同下料组件填充不同颜色的粉料、设置具有不同颜色粉料的下料顺序、设置具有不同颜色粉料的下料图案进行实现,从而便于提升块状粉料的纹理可控性,有利于提高消费者的满意度。
24.4、块状粉料随机布料单元的设置,有利于使制备后的块状粉料随机分布在铺料装置的表面,由于块状粉料在铺料装置表面上的分布位置即体现了其在瓷砖表面的分布位置,因此,提高块状粉料在铺料装置表面的随机分布,即能有效提升块状粉料在大颗粒块状瓷砖表面的分布随机性,通过具有仿自然效果的块状粉料的制备与块状粉料的随机分布,解决了现有技术中制得的具有块状粉料的瓷砖纹理逼真度低、仿自然效果差的技术问题。
附图说明
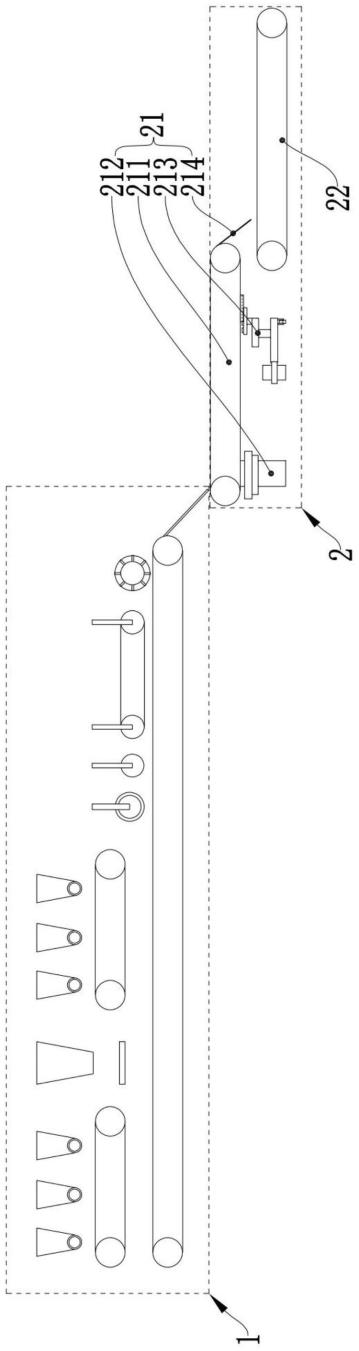
25.图1是本实用新型一种块状粉料的制备和随机布料系统的结构示意图。
26.图2是本实用新型一种块状粉料的制备和随机布料系统中块状粉料生产单元的结构示意图。
27.图3是本实用新型一种块状粉料的制备和随机布料系统的局部结构示意图。
28.图4是本实用新型一种块状粉料的制备和随机布料系统中块状粉料随机布料单元的结构示意图。
29.图5是本实用新型一种块状粉料的制备和随机布料系统中摆动机构的结构示意图。
30.图6是本实用新型一种块状粉料的制备和随机布料系统中摆动机构的工作状态示意图(a、向左摆动;b、不摆动;c、向右摆动)。
31.其中:块状粉料生产单元1、第一下料装置11、下料组件111、第一下料斗 1111、雕花滚筒1112、副皮带112、压饼装置12、切块装置13、转动辊131、切割片132、主皮带14、线条下料装置15、线条下料斗151、筛网152、钢丝滚筒16、预压辊17、导料斗18;
32.块状粉料随机布料单元2、摆动装置21、摆动皮带211、转动座212、安装底座2121、安装轴2122、摆动机构213、移动底座2131、转盘2132、第一滑块 2133、滑动件21331、第二滑块2134、传动组件2135、传动轮21351、传动条 21352、平衡轮2136、转动轴2137、平衡杆2138、导流板214、铺料装置22。
具体实施方式
33.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
34.本技术方案提供了一种块状粉料的制备和随机布料系统,其特征在于:包括块状
粉料生产单元1和块状粉料随机布料单元2,且所述块状粉料生产单元1 的下料端位于所述块状粉料随机布料单元2的上料端的上方;
35.所述块状粉料生产单元1包括第一下料装置11、压饼装置12、切块装置13 和主皮带14,所述第一下料装置11、所述压饼装置12和所述切块装置13沿块状粉料的下料方向并列设置于所述主皮带14的上方,所述第一下料装置11用于粉料下料至所述主皮带14并形成粉料层,所述压饼装置12用于将粉料层压制成粉饼,所述切块装置13用于将粉饼切割成块状粉料;所述第一下料装置11 包括下料组件111和副皮带112,所述下料组件111设有多个,且所述下料组件 111并列设置于所述副皮带112的上方;
36.所述块状粉料随机布料单元2包括摆动装置21和铺料装置22,所述摆动装置21的下料端位于所述铺料装置22的上料端的上方,且所述摆动装置21的下料端可沿所述铺料装置22的宽度方向往复移动。
37.在瓷砖产品中,水磨石的纹理图案越来越受到消费者的青睐,传统的水磨石产品的图案纹理主要是通过丝网、滚筒或者是喷墨打印技术实现平面纹理的装饰,与真实的水磨石产品相比图案不立体,纹理清晰度也不够逼真。
38.为了提高水磨石产品的仿自然纹理效果,目前有将大颗粒料嵌入砖坯表面实现图案的立体效果的布料方法,然而天然水磨石中的大颗粒料本身也是具有天然纹理的,而现有技术中的大颗粒料生产设备或方法只能生产出单一颜色的大颗粒料,因此无法在大颗粒料中呈现出随机的纹理效果,令制得的大颗粒料的纹理逼真度低,仿自然效果差;而将单一颜色的大颗粒料布施至瓷砖表面后,也令该瓷砖表面的仿自然纹理效果不理想。
39.另外,水磨石纹理图案的天然效果还来源于其大颗粒料的随机分布,陶瓷生产企业若要生产出接近天然水磨石产品的纹理效果,则要在生产过程中仿大颗粒料的随机分布,而在实际生产过程中,由于大颗粒料的随机布料难度较高,因此也使制得的瓷砖表面的仿自然纹理效果不够理想。
40.为了生产出具有纹理效果的块状粉料,且增大块状粉料的分布随机性,本技术方案提出了一种块状粉料的制备和随机布料系统,如图1-6所示,包括块状粉料生产单元1和块状粉料随机布料单元2,且块状粉料生产单元1的下料端位于块状粉料随机布料单元2的上料端的上方。具体地,本方案中的块状粉料生产单元1用于生产块状粉料,块状粉料随机布料单元2用于将块状粉料随机布料,使随机分布的块状粉料形成瓷砖中的块状粉料层。
41.具体地,块状粉料生产单元1包括第一下料装置11、压饼装置12、切块装置13和主皮带14,第一下料装置11、压饼装置12和切块装置13沿块状粉料的下料方向并列设置于主皮带14的上方,其中,第一下料装置11用于粉料下料至主皮带14并形成粉料层,压饼装置12用于将粉料层压制成粉饼,切块装置13用于将粉饼切割成块状粉料。在现有技术中,传统的大颗粒块状料一般是利用粉料制浆后,通过浆料固化而成,因此采用现有技术一般只能生产出单一颜色的大颗粒块状料,无法在大颗粒块状料中呈现出随机的纹理效果,令制得的大颗粒块状料的纹理逼真度低,仿自然效果差。为了解决上述问题,本方案提出利用干法工艺生产大颗粒块状料的方法,并通过具有第一下料装置11、压饼装置12、切块装置13和主皮带14的块状粉料生产单元1实现,从而生产出具有纹理效果的块状粉料,解决了现有技术中具有大颗粒料的砖坯的生产系统只能制作单一颜色的大颗粒料的技术问题。
42.进一步地,第一下料装置11包括下料组件111和副皮带112,下料组件111 设有多
个,且下料组件111并列设置于副皮带112的上方;本方案可以在多个下料组件111中填充不同颜色的粉料,通过多个下料组件111在副皮带112的上方下料形成具有不同颜色、不同图案的纹理层,然后使纹理层在主皮带14的顶部堆叠成具有一定厚度的粉料层,从而有利于提升块状粉料的纹理丰富度;且块状粉料中不同纹理的形成可以依靠技术人员在不同下料组件111填充不同颜色的粉料、设置具有不同颜色粉料的下料顺序、设置具有不同颜色粉料的下料图案进行实现,从而便于提升块状粉料的纹理可控性,有利于提高消费者的满意度。
43.更具体地,块状粉料随机布料单元2包括摆动装置21和铺料装置22,摆动装置21的下料端位于铺料装置22的上料端的上方,且摆动装置21的下料端可沿铺料装置22的宽度方向往复移动。本方案中块状粉料随机布料单元2的设置,有利于使制备后的块状粉料随机分布在铺料装置22的表面,由于块状粉料在铺料装置22表面上的分布位置即体现了其在瓷砖表面的分布位置,因此,提高块状粉料在铺料装置22表面的随机分布,即能有效提升块状粉料在使用其的瓷砖表面的分布随机性,通过具有仿自然效果的块状粉料的制备与块状粉料在瓷砖表面的随机分布,解决了现有技术中制得的表面具有块状粉料的瓷砖纹理逼真度低、仿自然效果差的技术问题。
44.需要说明的是,压饼装置12可以为压辊。
45.本方案一种块状粉料的制备和随机布料系统的工作过程如下:
46.a、准备粉料,按照预设图案通过所述下料组件111下料后,在所述副皮带 112具有纹理图案的纹理层,将所述副皮带112上的纹理层叠加在所述主皮带14上,形成具有一定厚度的粉料层;
47.b、通过所述压饼装置12将步骤a中的粉料层压制成粉饼;
48.c、通过所述切块装置13将步骤b中的粉饼切割成块状粉料;
49.d、步骤c的块状粉料通过摆动装置21摆动后,随机分布在所述铺料装置 22上。
50.利用本技术方案一种块状粉料的制备和随机布料系统所制得的块状粉料的纹理随机自然,呈现出逼真的仿自然纹理效果,且块状粉料层随机性强,有利于增强使用上述块状粉料层的瓷砖纹理效果。
51.具体地,步骤a中的粉料指的是用于形成大颗粒块状粉料的常规陶瓷粉料,技术人员可以根据实际需求在下料组件111中填充不同颜色的粉料,通过多个下料组件111在副皮带112的上方下料形成具有不同颜色、不同图案的纹理层,然后使纹理层在主皮带14的顶部堆叠成具有一定厚度的粉料层,从而有利于提升块状粉料的纹理丰富度。
52.在本技术方案的一个优选实施例中,利用本方案一种块状粉料的制备和随机布料系统得到的块状粉料生产陶瓷砖,还可包括以下步骤:
53.步骤e、通过陶瓷布料斗在步骤d的块状粉料顶部填充坯体粉料,形成砖坯层;
54.步骤f、通过陶瓷压机对砖坯层进行压制形成砖坯,然后通过所述干燥单元对砖坯进行干燥,最后再通过烧制单元对干燥后的砖坯进行烧制,获得陶瓷砖。
55.步骤e中的坯体粉料指的是用于形成砖坯层的常规陶瓷坯体粉料,可以包括面料和/或底料,技术人员可以根据实际需求通过常规布料斗在块状粉料层表面填充不同颜色的坯体粉料,和/或将坯体粉料布料形成不同图案,从而进一步提升陶瓷砖的纹理丰富度。
56.更进一步说明,所述块状粉料生产单元1还包括线条下料装置15,所述线条下料装置15用于在块状粉料中形成线条;所述第一下料装置11至少设置有两组,所述线条下料装
置15设置于两组所述第一下料装置11之间;
57.所述线条下料装置15包括线条下料斗151和筛网152,且所述线条下料斗 151设置于所述筛网152的上方。
58.在本技术方案的一个优选实施例中,块状粉料生产单元1还包括用于在块状粉料中生成线条纹理的线条下料装置15,具体地,第一下料装置11至少设置有两组,线条下料装置15设置于两组第一下料装置11之间;线条下料装置15 包括线条下料斗151和筛网152,且线条下料斗151设置于筛网152的上方,用于线条布料的粉料经筛网152过筛后,可填充在经过第一下料装置11下料的图案纹理层之间,也可以薄薄一层地布料在纹理层表面,从而在块状粉料的表面和/或侧面形成细线,从而进一步增加块状粉料的纹理效果,令块状粉料的仿自然效果更优。
59.更进一步说明,两组所述第一下料装置11中的副皮带112的运行方向相反,且靠近所述块状粉料生产单元1的副皮带12的运行方向朝向块状粉料的下料方向,远离所述块状粉料生产单元1的副皮带12的运行方向背向块状粉料的下料方向。
60.本方案中的两组第一下料装置11中的副皮带112的运行方向相反,且靠近块状粉料生产单元1的副皮带12的运行方向朝向块状粉料的下料方向,远离块状粉料生产单元1的副皮带12的运行方向背向块状粉料的下料方向,可以缩小块状粉料的制备和随机布料系统的占地空间。
61.更进一步说明,所述块状粉料生产单元1还包括钢丝滚筒16,所述钢丝滚筒16设置于所述第一下料装置11和所述压饼装置12之间,所述钢丝滚筒16 的外筒壁围绕有多条钢丝,且所述钢丝沿所述钢丝滚筒16的长度方向延伸,所述钢丝滚筒16用于平扫粉料层。
62.在本技术方案的一个优选实施例中,块状粉料生产单元1还包括钢丝滚筒 16,所述钢丝滚筒16设置于第一下料装置11和压饼装置12之间,钢丝滚筒16 外筒壁设置的钢丝可以用于平扫粉料层,可以令粉料层中不同色料或不同纹理之间过渡自然,形成渐变效果,从而有利于增强块状粉料的仿自然效果。
63.优选的,所述块状粉料生产单元1还包括预压辊17,所述预压辊17设置于所述钢丝滚筒16和所述压饼装置12之间,所述预压辊17用于对粉料层进行预压。
64.本方案中的块状粉料生产单元1还包括用于对粉料层进行预压的预压辊17,预压辊17设置于钢丝滚筒16和压饼装置12之间,便于在后续压制过程中避免粉料飞溅或坍塌,有利于确保粉饼致密度的提升。
65.在本技术方案的一个更优选实施例中,利用本方案一种块状粉料的制备和随机布料系统得到的块状粉料层生产陶瓷砖,还可包括造型和预压步骤,具体地:
66.造型步骤位于步骤a之后,利用钢丝滚筒16对堆叠后的粉料层进行平扫,可以令粉料层中不同色料或不同纹理之间过渡自然,形成渐变效果,从而有利于增强块状粉料的仿自然效果。
67.预压步骤位于步骤b之前,利用预压辊17先对粉料层进行预压,便于在后续压制过程中避免粉料飞溅或坍塌,有利于确保粉饼致密度的提升。
68.优选的,所述块状粉料生产单元1还包括导料斗18,所述导料斗18设置于所述主皮带14和所述摆动装置21之间。
69.令切割后的块状粉料可以通过导料斗18滑至摆动装置21的上料端,避免块状粉料
在转运过程中受到撞击而破碎,从而有利于确保块状粉料的完整性,保证块料粉料与坯体粉料的分界清晰。
70.更进一步说明,所述下料组件111包括第一下料斗1111和雕花滚筒1112,所述雕花滚筒1112位于所述第一下料斗1111的底部。
71.第一下料斗1111中的粉料可通过雕花滚筒1112下料,使下料后的纹理层具有纹理图案,而多个下料组件111中可使用具有不同纹理图案的雕花滚筒,从而更进一步地提升切割后的块状粉料的纹理丰富度。
72.更进一步说明,所述切块装置13包括转动辊131和切割片132,所述切割片132突出设置于所述转动辊131,且所述切割片132围成多个形状不同的切割区,所述切割片132用于将粉饼切割成与所述切割区形状相同的块状粉料。
73.如图3所示,本方案中的,切块装置13包括转动辊131和切割片132,切割片132突出设置于转动辊131,且切割片132围成多个形状不同的切割区,切割片132用于将粉饼切割成与切割区形状相同的块状粉料,有利于增加块状粉料的形状随机性。
74.更进一步说明,所述摆动装置21包括摆动皮带211、转动座212和摆动机构213,所述转动座212和所述摆动机构213均安装于所述摆动皮带211的底部,且所述转动座212靠近所述摆动皮带211的上料端设置,所述摆动机构213靠近所述摆动皮带211的下料端设置;所述摆动皮带211可转动地安装于所述转动座212,所述摆动机构212用于驱动所述摆动皮带211的下料端以所述转动座 212为转轴,沿所述铺料装置22的宽度方向往复摆动。
75.如图4-6所示,本方案中的摆动装置21包括摆动皮带211、转动座212和摆动机构213,转动座212和摆动机构213均安装于摆动皮带211的底部,且转动座212靠近摆动皮带211的上料端设置,摆动机构213靠近摆动皮带211的下料端设置;摆动皮带211可转动地安装于转动座212,使摆动皮带211以转动座212为转轴转动,摆动机构212用于驱动摆动皮带211的下料端沿铺料装置 22的宽度方向往复摆动,令摆动皮带211形成扇形的活动平面,摆动皮带211 的下料端的摆动轨迹形成一条弧线,实现提高块状粉料在铺料装置22表面的随机分布的目的。
76.本方案中摆动装置21的设置有利于进一步提升块状粉料的布料随机性和可控性,且摆动皮带211通过其下料端的摆动形成扇形的活动平面,便于块状粉料在摆动皮带211的上料,还能有效减少摆动装置21的占用空间。
77.更进一步说明,所述铺料装置22为铺料皮带,且所述摆动皮带32的运行速度大于所述铺料皮带的运行速度。
78.进一步地,本方案中的铺料装置21为铺料皮带,且摆动皮带32的运行速度大于铺料皮带的运行速度,便于令随机布料后的块状粉料平铺在摆动皮带32 上,使块状粉料之间具有一定间隔,避免分布过密,还有利于使块状粉料的制备和随机布料系统之间的各单元生产速率相互适应。
79.优选的,所述摆动装置21还包括导流板214,所述导流板214设置于所述摆动皮带211和所述铺料装置22之间。
80.导流板214的设置主要有两个作用,一方面可以避免块状粉料在转运过程中受到撞击而破碎,从而有利于确保块状粉料的完整性,保证块料粉料与坯体粉料的分界清晰,另一方面可以确保块状粉料布料在铺料装置22的顶部,防止块状粉料的跌落。
81.更进一步说明,所述摆动机构213包括移动底座2131、转盘2132、第一滑块2133和第二滑块2134,所述移动底座2131可沿所述铺料装置22的宽度方向往复直线移动,所述转盘2132可转动地安装于所述移动底座2131的顶部,所述第一滑块2133固定安装于所述转盘2132的顶部,令所述第一滑块2133跟随所述转盘2132的转动而转动,所述第二滑块2134固定安装于所述摆动皮带211 的底部,且所述第一滑块2133和所述第二滑块2134可沿所述摆动皮带211的长度方向发生相对滑动。
82.具体地,本方案中的摆动机构213包括移动底座2131、转盘2132、第一滑块2133和第二滑块2134,移动底座2131可沿铺料装置22的宽度方向往复直线移动,转盘2132可转动地安装于移动底座2131的顶部,第一滑块2133固定安装于转盘2132的顶部,令第一滑块2133跟随转盘2132的转动而转动,第二滑块2134固定安装于摆动皮带211的底部,且第一滑块2133和第二滑块2134可沿摆动皮带211的长度方向发生相对滑动。
83.如图6工作状态a所示,当移动底座2131向左移动时,由于第一滑块2133 和第二滑块2134的相对滑动方向固定,因此转盘2132会在移动底座2131的带动下向左转动,同时第一滑块2133和第二滑块2134相对滑动收缩,即第一滑块2133和第二滑块2134沿摆动皮带211长度方向的总长度减少,摆动皮带211 向左摆动。
84.如图6工作状态b所示,当移动底座2131向右移动时,由于第一滑块2133 和第二滑块2134的相对滑动方向固定,因此转盘2132会在移动底座2131的带动下向右转动,同时第一滑块2133和第二滑块2134相对滑动收缩,即第一滑块2133和第二滑块2134沿摆动皮带211长度方向的总长度减少,摆动皮带211 向右摆动。从而令摆动皮带211的下料端的摆动轨迹形成一条弧线。
85.本方案利用可直线移动的移动底座2131、可转动的转盘2132以及可相对滑动的第一滑块2133和第二滑块2134实现摆动皮带211的弧形摆动,相比起利用传统的弧形轨道实现摆动皮带211的弧形摆动,更便于摆动机构213的设计和生产,有效降低了摆动机构213的生产难度。
86.优选的,所述摆动机构213还包括传动组件2135,所述传动组件2135用于带动所述移动底座2131沿所述铺料装置22的宽度方向往复直线移动;
87.所述传动组件2135包括传动驱动器、传动轮21351和传动条21352,所述传动条21352围绕于所述传动轮21351的侧壁,所述传动驱动器用于驱动所述传动条21352围绕所述传动轮21351转动,所述移动底座2131与所述传动条 21352固定相连。
88.进一步地,本方案的摆动机构213还包括用于带动移动底座2131沿铺料装置22的宽度方向往复直线移动的传动组件2135,具体地,传动组件2135包括传动驱动器(图中未显示)、传动轮21351和传动条21352,传动条21352可转动地围绕于传动轮21351的侧壁,且移动底座2131与传动条21352固定相连,令传动条21352带动移动底座2131的直线移动,结构简单,性能可靠。需要说明的是,传动条21352可以为传动链条或传动皮带。
89.优选的,所述摆动机构213还包括平衡轮2136,所述平衡轮2136安装于所述移动底座2131的底部,且所述传动组件2135和所述平衡轮2136分别设置于所述移动底座2131沿块状粉料的下料方向的前后两端。
90.在本技术方案的一个优选实施例中,摆动机构213还包括平衡轮2136,平衡轮2136安装于移动底座2131的底部,且传动组件2135和平衡轮2136分别设置于移动底座2131沿块
状粉料的下料方向的前后两端,平衡轮2136的设置,使得传动组件2135不需要消耗太多能耗就可以轻松地带动移动底座2131进行移动,有利于保证移动底座2131的移动顺畅。
91.优选的,所述摆动机构213还包括转动轴2137,所述转动轴2137连接于所述移动底座2131和所述转盘2132之间,且所述转盘2132可转动地与所述转动轴2137的顶端连接,所述转动轴2137的末端固定安装于所述移动底座2131的顶部,令所述转盘2132可沿所述转动轴2137转动。
92.进一步地,摆动机构213还包括转动轴2137,转动轴2137连接于移动底座 2131和转盘2132之间,且转盘2132可转动地与转动轴2137的顶端连接,转动轴2137的末端固定安装于移动底座2131的顶部,令转盘2132可以转动轴2137 为轴转动,确保转盘2132的转动顺畅。
93.更进一步说明,所述摆动机构213还包括平衡杆2138,所述平衡杆2138固定安装于所述转盘2132的顶部,令所述平衡杆2138跟随所述转盘2132的转动而转动;一所述第一滑块2133和一所述第二滑块2134为一组滑动组件,所述滑动组件设置有两组,且两组滑动组件分别安装于所述平衡杆2138的两端。
94.在本技术方案的一个优选实施例中,摆动机构213还包括平衡杆2138,平衡杆2138固定安装于转盘2132的顶部,令平衡杆2138跟随转盘2132的转动而转动;一第一滑块2133和一第二滑块2134为一组滑动组件,滑动组件设置有两组,且两组滑动组件分别安装于平衡杆2138的两端。通过平衡杆2138的设置,有利于使滑动组件避让摆动皮带211,保证摆动皮带211的顺畅运行,且两组滑动组件的设置也能保证摆动皮带211的摆动更加顺畅,从而确保块状粉料的随机布料。
95.优选的,所述第一滑块2133的顶部突出设置有滑动件21331,所述第二滑块2134的底部向下凹陷开设有滑动槽,所述滑动件21331可滑动地安装于所述滑动槽的内部。
96.进一步地,本方案中的第一滑块2133的顶部突出设置有滑动件21331,第二滑块2134的底部向下凹陷开设有滑动槽,滑动件21331可滑动地安装于滑动槽的内部,从而实现第一滑块2133和第二滑块2134的相对滑动,结构简单,性能可靠。
97.优选的,所述滑动件21331为滑动轮,所述滑动轮可转动地安装于所述第一滑块2133的顶部,且所述滑动轮的转动面相抵于所述滑动槽的侧壁。
98.更进一步地,本方案中的滑动件21331为滑动轮,滑动轮可转动地安装于第一滑块2133的顶部,且滑动轮的转动面相抵于滑动槽的侧壁,滑动轮的设置能有效减少第一滑块2133和第二滑块2134之间的摩擦,更有利于相对滑动的顺畅进行。
99.优选的,所述转动座212包括安装底座2121和安装轴2122,所述安装轴 2122连接于所述摆动皮带211和所述安装底座2121之间,且所述摆动皮带211 可转动地与所述安装轴2122的顶端连接,所述安装轴2122的末端固定安装于所述安装底座2121的顶部。
100.在本技术方案的一个实施例中,转动座212包括安装底座2121和安装轴 2122,安装轴2122连接于摆动皮带211和安装底座2121之间,且摆动皮带211 可转动地与安装轴2122的顶端连接,安装轴2122的末端固定安装于安装底座 2121的顶部,结构简单,性能可靠。
101.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式
也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
102.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
103.在本实用新型的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
104.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
105.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本实用新型保护范围的限制。
106.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施方式能够以除了在这里图示或描述的那些以外的顺序实施。
107.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。