1.本实用新型属于加热线连接结构技术领域,尤其涉及一种铠装加热线。
背景技术:
2.铠装加热线在通电加热状态下,表面温度由200℃到700℃不等(取决于铠装加热线的米/功率),因其温度过高而无法直接引入接线盒内,否则会造成接线盒内部温度过高或破坏其他电器的绝缘层而导致短路故障。同时裸露的加热线(从需要加热的管道或罐体至铠装加热线的接线盒有一定的距离,200mm至2000mm不等,在这段距离铠装加热线是裸露的)的高温可能会对周围的设备或人体造成灼伤。因此需要一个具有过渡功能的转接件,把加热段转接至非加热段既冷段。
技术实现要素:
3.本实用新型就是针对上述问题,提供一种使用效果好的铠装加热线。
4.为实现上述目的,本实用新型采用如下技术方案,本实用新型铠装加热线包括终端引线、终端引线组件、铠装加热线冷段引线、铠装加热线冷热段转接套和加热线,其特征在于终端引线与铠装加热线冷段引线的连接部置于终端引线组件内,铠装加热线冷段引线与加热线的连接部置于铠装加热线冷热段转接套。
5.作为一种优选方案,本实用新型所述加热线包括加热芯线,加热芯线外侧为绝缘层,绝缘层外侧为金属护套。
6.作为另一种优选方案,本实用新型所述加热芯线采用镍基合金芯线。
7.作为另一种优选方案,本实用新型所述绝缘层采用氧化镁绝缘层。
8.作为另一种优选方案,本实用新型所述金属护套采用无缝不锈钢管。
9.作为另一种优选方案,本实用新型所述终端引线采用rv多股软铜线。
10.其次,本实用新型所述终端引线组件包括铜件、连接螺母和备紧螺母,终端引线与铠装加热线冷段引线的连接部置于铜件,铜件置于连接螺母内,连接部外侧填充密封胶,连接螺母与备紧螺母通过螺纹连接。
11.另外,本实用新型所述铠装加热线冷热段转接套包括冷热段转接套底座,其特征在于冷热段转接套底座一端设置有冷热段转接套端盖,冷端引线保护管穿入冷热段转接套端盖,冷端引线保护管内侧为冷端引线线芯,冷端引线线芯内端置于冷热段转接套底座内;加热线保护管穿入冷热段转接套底座,加热线保护管内侧为加热线芯,加热线芯内端与冷端引线线芯内端重叠对接;
12.冷端引线保护管内壁与冷端引线线芯外壁之间、冷端引线保护管外壁与冷热段转接套端盖内壁之间、冷端引线线芯外壁与冷热段转接套底座内壁之间、加热线芯外壁与冷热段转接套底座内壁之间、加热线芯外壁与加热线保护管内壁之间、加热线保护管外壁与冷热段转接套底座内壁之间均设置有氧化镁粉绝缘层。
13.本实用新型有益效果。
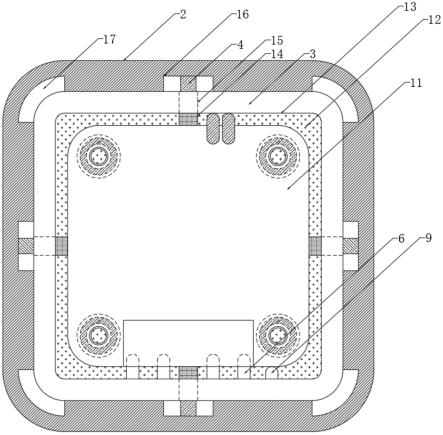
14.本实用新型设置铠装加热线冷热段转接套,便于利用加热线的冷端引线段接入接线盒内部的接线端子,避免加热线的加热段直接裸露引入接线盒内,造成接线盒内部温度过高或破坏其他电器的绝缘层而导致短路故障,同时避免裸露的加热线由于高温而对周围的设备或人体造成灼伤(参见附图1加热线整体结构示意图,终端引线组件和冷热段转接套之间的冷端引线是不发热的,所以有此效果)。
附图说明
15.下面结合附图和具体实施方式对本实用新型做进一步说明。本实用新型保护范围不仅局限于以下内容的表述。
16.图1加热线整体结构示意图。
17.图2是图2的局部放大图。
18.图3 、13终端引线结构图。
19.图4冷热段转接套整体结构示意图。
20.图5 第一步线芯对接示意图。
21.图6 第二步压接底座,灌注氧化镁粉示意图。
22.图7 第三步,端盖与底座螺纹对接,转入下序,激光焊接示意图。
23.图8原一体式结构设计,线芯对接示意图。
24.图9 原一体式结构,灌注氧化镁粉示意图。
25.图10 原一体式结构设计示意图。
26.图11 新分体式结构设计示意图。
27.图12压接前后示意图。
28.图中,1为冷端引线线芯、2为氧化镁粉灌注口、3为冷热段转接套底座、4为氧化镁粉绝缘层、5为加热线护铠、6为加热线芯、7为焊接缝、8为线芯对接头、9为冷热段转接套端盖、10为冷端引线护铠、11为终端引线,用于接线盒内部接入接线端子,软线长度约200
㎜
、12为终端引线组件,与接线盒进线孔对接,起密封绝缘的作用,内部灌装绝缘密封胶、13为冷端引线(非加热段即冷段)该段暴露于保温层外部,连接加热线至接线盒)长度从200
㎜
至2000
㎜
不等、14为冷热段转接套、15为加热线(工作时温度可达到500以上)长度从5m至300m不等、16为冷端引线线芯、17为氧化镁粉绝缘层、18为冷端引线保护管、19为冷热段转接套端盖、20为线芯对接头、21为冷热段转接套底座、22为加热线保护管、23为氧化镁粉绝缘层、24为加热线芯、25为冷热段转接套内腔、26为氧化镁粉灌注口、27为激光焊接缝1、28为此处用压线钳压接、29为激光焊接缝3、30为冷热段转接套底座、31为此处用压线钳压接、32为激光焊接缝2、33为冷端引线、34为冷热段转接套、35为加热线、36为激光焊接缝、37为rv多股软铜线用于连接接线盒内的接线端子、38为此处为中心孔,其直径尺寸需配合冷端引线,不宜太大,只有6.2
㎜
,、39为灌胶腔灌注密封胶,起绝缘密封作用、40为铜件、41为灌胶腔、42为rv多股软铜线、43为连接螺母用于连接接线盒的出线口、44为连接螺母、45为备紧螺母用于锁紧加热线、46为备紧螺母、47为冷端引线、48为冷端引线的线芯与rv多股软铜线对接后,铜件上移,固定,灌胶、49为终端引线,用于接线盒内部接入接线端子,软线长度约200
㎜
、50为压接前、51为压接后。
具体实施方式
29.如图所示,本实用新型铠装加热线冷热段转接套包括冷热段转接套底座,冷热段转接套底座一端设置有冷热段转接套端盖,冷端引线保护管穿入冷热段转接套端盖,冷端引线保护管内侧为冷端引线线芯,冷端引线线芯内端置于冷热段转接套底座内;加热线保护管穿入冷热段转接套底座,加热线保护管内侧为加热线芯,加热线芯内端与冷端引线线芯内端重叠对接;
30.冷端引线保护管内壁与冷端引线线芯外壁之间、冷端引线保护管外壁与冷热段转接套端盖内壁之间、冷端引线线芯外壁与冷热段转接套底座内壁之间、加热线芯外壁与冷热段转接套底座内壁之间、加热线芯外壁与加热线保护管内壁之间、加热线保护管外壁与冷热段转接套底座内壁之间均设置有氧化镁粉绝缘层。
31.本实用新型铠装加热线冷热段转接套为分体式结构(冷热段转接套底座和冷热段转接套端盖),合理加大铠装加热线冷热段转接套内部空间(参见附图10、图11文字描述),扩大了氧化镁绝缘层的空间,即使冷端铜引线在高温状态下稍有变形也不会造成短路漏电故障。可以适当增大加热线线芯和冷端引线的线芯的对接面积,保证电气连接的可靠性。
32.本实用新型铠装加热线冷热段转接套解决了铠装加热线由加热段转接至冷端引线段的转接难题。
33.本实用新型铠装加热线冷热段转接套与终端引线(可采用rv多股软铜线,用于连接接线盒内的接线端子)、终端引线组件(可采用铜件、连接螺母和备紧螺母,铜件用于盛装密封胶,连接螺母用于连接接线盒的出线口,备紧螺母用于固定加热线。机构紧凑,连接可靠,密封绝缘性好)、铠装加热线冷段引线、铠装加热线组成一条完整的铠装加热线。
34.所述铠装加热线包括加热芯线(可采用镍基合金芯线),加热芯线外侧为绝缘层(可采用氧化镁绝缘层),绝缘层外侧为金属护套(可采用无缝不锈钢管。可承受高温达750℃,并具有耐腐蚀性和较高机械强度,不易折断,耐低温,在低温下施工不脆断,易于冬季施工和维修)。
35.所述冷热段转接套底座与冷热段转接套端盖采用螺纹对接加激光焊接(如图5、6、7所示)的方式连为一体。采用螺纹对接加激光焊接的方式连为一体,氧化镁绝缘层的填充腔内直径不再受铠装加热线和冷端引线外直径的限制,可以根据需要任意设计成合适的内径。
36.所述冷热段转接套底座上设置有氧化镁粉灌注口,从氧化镁粉灌注口灌注氧化镁粉,使氧化镁粉充满整个内腔(如图5、6、7所示)。
37.所述冷热段转接套底座端部与冷端引线保护管外壁焊接,冷热段转接套底座端部与加热线保护管外壁焊接。
38.竖直位灌装氧化镁粉灌注口粗大,灌装效率高(参见图10、图11,原一体式结构,只在侧面有一个直径为3.2
㎜
的灌注口,分体式结构从冷热段转接套的底座上端口灌注,直径为10
㎜
。
39.用时短,既有利也提高效率又减少氧化镁粉在空气中暴露的时间,避免氧化镁粉吸潮,有利于提高绝缘性能。
40.如图12所示,可通过用正六边形压线钳压接的方式,消除铠装加热线冷热段转接套内径与铠装加热线和冷端引线外径之间的间隙,利用圆柱形截面积经过同直径外圆的正
六边形压钳压成正六边形后,截面积缩小的原理,只给铠装加热线冷热段转接套内径与铠装加热线和冷端引线外径之间预留0.1
㎜
的间隙,焊接前经过压接,使之从间隙配合转变为紧配合,消除配合间隙,为后续焊接工艺创造条件。
41.可以理解的是,以上关于本实用新型的具体描述,仅用于说明本实用新型而并非受限于本实用新型实施例所描述的技术方案,本领域的普通技术人员应当理解,仍然可以对本实用新型进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。