1.本发明涉及机械设计技术领域,尤其是一种基于圆柱面特征识别的计算圆料规格的方法。
背景技术:
2.模具零件中顶针、台阶顶针、内拉杆、扁顶针、司筒、导套、螺钉、镶针等台阶圆料零件,测量其规格(采购规格或实际规格)所需计算的特征尺寸都具有一定的相似性,但由于计算的特征的位置各不一样,单独为每一种零件设计基于特征的规格计算方法,需要处理的类型较多,枚举穷尽处理每种类型的工作量大,因此提出一种高效的通用的基于圆柱面特征识别的计算圆料规格的方法。
3.现有技术情况:根据公开资料(专利查询 竞品分析(如惠正软件、燕秀软件)),目前发现现有圆料规格计算停留在针对单种零件的特征计算上和简易的普通圆料特征计算上面(按实际的第一大、第二大圆柱直径处理,只能处理比较简单的零件,与我们早期所使用的圆料计算方法类似)。
4.现有技术的缺点及不足:存在部分圆料零件需要手动测量计算规格的现象,工作量大,依靠人工操作容易出现失误;
5.针对每种零件单独设计专用的特征计算方法,由于零件的特征种类太多导致每种零件都需要定制开发专用的算法程序,因此算法的通用性差且量大,这种拼“体力”的方法,已经跟不上人工智能自动计算的时代步伐;
6.目前的简易的普通圆料计算方法,仅能处理比较简单的零件,通用差。采用计算所有圆柱面的直径和实际长度,然后按第1大直径、第2大直径、第3大直径的顺序排序,由于只能计算每个圆柱面的实际长度,当某个圆柱面特征因环形沟槽特征被打断成多节圆柱面后,或者在圆柱面的端部设计退刀槽后,此时计算的实际长度就不是规格中所需要的尺寸,而是需要计算其没有被打断时的圆柱面的长度,即由于现有的方法不具备过滤掉一些对计算有干扰的圆柱/锥面特征的能力,因此前面计算的实际长度有出错的风险,由于工程制图的尺寸都是基于某一个参考基准进行的长度测量,因此这种计算实际长度的方法还存在在换算为基准长度时出现累加出错的风险。
7.因此,对于上述问题有必要提出一种基于圆柱面特征识别的计算圆料规格的方法。
技术实现要素:
8.针对上述现有技术中存在的不足,本发明的目的在于提供了一种基于圆柱面特征识别的计算圆料规格的方法,以解决上述问题。
9.一种基于圆柱面特征识别的计算圆料规格的方法,其方法步骤为:
10.步骤1:输入一个圆料零件(3d模型),程序遍历该实体上所有的平面、圆柱面、圆锥面,计算获取圆柱/锥面的特征信息,最后得到平面集合k、外圆柱/锥面集合m1、内孔圆柱/
锥面集合n1,将数据缓存在内存中;
11.步骤2:对步骤1得到外圆柱/锥面集合m1中的面进行大圆弧角度的圆柱/锥面筛选(例如将大于135
°
的圆弧角度称为大圆弧角度),如果存在大圆弧角度(大于135
°
)的圆柱/锥面,则可计算出一个直径最大的大圆弧角度的圆柱/锥面作为圆料的轴向基准面z;
12.步骤3:如果步骤2中没有计算得到圆料的轴向基准面z,则对外圆柱/锥面集合m1中的碎面进行合并处理,对同心同轴向且同直径大小且存在多个面的外圆柱/锥面进行的轴向高度位置的计算,将所有同心同轴向同直径大小且在轴向上所处的高度位置大致相同的圆柱/圆锥面合并为一个新圆柱面,然后重新计算合并后的新圆柱面的圆弧角度,最后参考步骤2的方法计算获得圆料的轴向基准面z;
13.步骤4:在外圆柱/锥面集合m1中计算查找出所有的与圆料的轴向基准面z同心的圆柱/锥面,并将这些同心面按半径大小归组,得到外圆柱/锥面集合m2;参考本步骤计算m2的方法,在内孔圆柱/锥面集合n1中计算出与圆料的轴向基准面z同心的内孔圆柱/锥面集合n2;
14.步骤5:对步骤4得到的面集合m2中的面组进行圆料的级数的判断,单节圆料取圆料的轴向基准面z的轴向为整个圆料的长度基准方向vecz0;对于多级台阶圆料,长度基准方向由直径较大的圆柱/锥面指向直径较小的圆柱/锥面,得到精确计算圆料z轴方向的圆料长度基准方向vecz0;
15.步骤6:然后以步骤5得到的圆料零件的长度基准方向vecz0创建临时坐标系矩阵计算出整个圆料零件的底部中心点o的坐标,然后由长度基准方向vecz0和坐标点o可计算得到圆料零件的计算基准坐标系c;
16.步骤7:以步骤6得到的圆料计算基准坐标系c,对面集合m2中的所有的面以基准坐标系c进行位置包络盒计算,将数据缓存在内存中,然后按直径从大至小对m2中的所有面进行直径分节归组,然后计算每节圆柱/锥面组在长度基准方向vecz1上的包络盒位置坐标,得到多级台阶圆柱/锥面组集合数据p1;
17.步骤8:然后对步骤7得到的面集合p1中各节圆柱/锥面的位置进行合法检查,过滤掉一些对规格尺寸计算有干扰的圆柱/锥面(例如某些环形沟槽和退刀槽特征的圆柱面切断了参与规格计算的圆柱/锥面,对各节圆柱/锥面的长度计算可能产生了不利的影响),得到新的多级台阶圆柱/锥面组集合p2;
18.步骤9:以圆料零件的基准坐标系c所在的端面为基准面,对步骤8得到的多级台阶圆柱/锥面组集合p2中的各节台
19.阶圆柱/锥面组进行长度尺寸计算,数据缓存在内存中,然后由大圆至小圆将各节圆柱面的直径依次命命名为$d1、$d2、...$dn,各节圆柱面的长度依次命名为$h1,$h2、...$hn,总长命名为$h,输出外圆柱面节数n;
20.步骤10:对于内孔圆柱/锥面集合n2参考步骤7~9的外圆柱/锥面的计算处理方法,最后同样按从大圆至小圆将各节圆柱面的直径依次命命名为$d1、$d2、...$dn,各节圆柱面的长度依次命名为$h1,$h2、...$hn,总长命名为$h,输出内孔圆柱面节数n;
21.步骤11:针对其它还需要计算平面数据参数的特殊圆料零件,如扁顶针,直接使用步骤1中得到平面集合k,可计算扁顶针的扁顶平面特征的长宽a、b等参数。
22.步骤12:最后依据用户配置的规格公式(如“规格=ф[d1]-[h1]*[d2]-[h2]*
[d3]-[h3]
‑‑
[h-match]”)生成满足要求的规格数据。
[0023]
其特征信息包括直径(圆锥面计算两个端面的圆弧边的直径)、圆柱/锥面的角度、圆柱/锥面的轴心点和轴向以及确定圆柱/锥面是外表面还是内孔面。
[0024]
其中大圆弧角度是指将大于135
°
的圆弧角度(大圆弧角度所举例使用的最小临界值135
°
,不限定为135
°
,可根据实际的工程应用情况调整具体的值),其中半径大小分组是将半径相同的面归为同一组,组与组之间按半径大小降序排序。
[0025]
将直径最大的大圆弧角度的圆柱/锥面作为整个圆料零件的轴向基准面z。
[0026]
将所有同心同轴向同直径大小且在轴向上所处的高度位置大致相同的圆柱/圆锥面合并为一个新圆柱面,然后重新计算合并后的新圆柱面的圆弧角度,最后将直径最大的大圆弧角度的圆柱/锥面作为整个圆料零件的轴向基准面z。
[0027]
以圆料的轴向基准面z为参考查找所有的同心的圆柱/锥面,并将这些同心面按半径大小归组。
[0028]
对于单节圆料,取圆料的轴向基准面z的轴向为整个圆料的长度基准方向;对于多级台阶圆料,长度基准方向由直径较大的圆柱/锥面指向直径较小的圆柱/锥面。
[0029]
基于圆料长度基准方向,在圆料的底部建立计算坐标系,计算出单
[0030]
节
[0031]
圆料/多级台阶圆料上的各级圆柱面的位置和尺寸特征数据,并按位置层次关系整理计算数据。
[0032]
对各节圆柱/锥面的位置进行合法检查,过滤掉一些对规格尺寸计算有干扰的圆柱/锥面(例如某些环形沟槽和退刀槽特征的圆柱面切断了参与规格计算的圆柱/锥面,对各节圆柱/锥面的长度计算可能产生了不利的影响)。
[0033]
对于外孔圆柱/锥面
,
由大圆至小圆将各节圆柱面的直径依次命命名为$d1、$d2、...$dn,各节圆柱面的长度依次命名为$h1,$h2、...$hn,总长命名为$h,输出外圆柱面节数n。对于内孔圆柱/锥面
,
由大圆至小圆将各节圆柱面的直径依次命命名为$d1、$d2、...$dn,各节圆柱面的长度依次命名为$h1,$h2、...$hn,总长命名为$h,输出内孔圆柱面节数n。其规格公式的格式如:ф[d1]-[h1]*[d2]-[h2]*[d3]-[h3]
‑‑
[h-match]。
[0034]
与现有技术相比,本发明有益效果:本发明使用通用的圆料计算方法应用于零件规格计算,相对针对某一种零件进行单独的特征计算的开发,可以为企业节省很多定制开发的成本,相对现有的简易的普通圆料计算方法,计算准确性有保障且可以计算处理更复杂的圆料零件,具有严格的台阶圆料的分节圆面管理机制,可以更准确和安全地规避不适配的圆料,避免遇到不能计算的圆料还输出错误的结果导致企业发生采购订料错误。
附图说明
[0035]
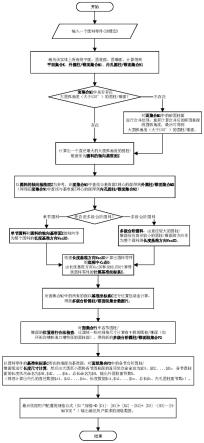
图1为本发明的基于圆柱面特征识别的计算圆料规格的方法流程图。
具体实施方式
[0036]
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
[0037]
在本发明的描述中,需要理解的是,术语“第一”、“第二”等仅用于描述目的,而不
能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征,因此不能理解为对本发明的限制。
[0038]
对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
[0039]
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
[0040]
如图1所示,一种基于圆柱面特征识别的计算圆料规格的方法,其方法步骤为:
[0041]
步骤1:输入一个圆料零件,程序遍历该实体上所有的平面、圆柱面、圆锥面,计算获取圆柱/锥面的的直径(圆锥面计算两个端面的圆弧边的直径)、圆柱/锥面的角度(面闭合状态为360
°
)、圆柱/锥面的轴心点和轴向以及确定圆柱/锥面是外表面还是内孔面等特征信息,最后得到平面集合k、外圆柱/锥面集合m1、内孔圆柱/锥面集合n1,将数据缓存在内存中;
[0042]
步骤2:对步骤1得到外圆柱/锥面集合m1中的面进行大圆弧角度的圆柱/锥面筛选(例如将大于135
°
的圆弧角度称为大圆弧角度),如果存在大圆弧角度(大于135
°
)的圆柱/锥面,则可计算出一个直径最大的大圆弧角度的圆柱/锥面作为圆料的轴向基准面z;
[0043]
步骤3:如果步骤2中没有计算得到圆料的轴向基准面z,则对外圆柱/锥面集合m1中的碎面进行合并处理,对同心同轴向且同直径大小且存在多个面的外圆柱/锥面进行的轴向高度位置的计算,将所有同心同轴向同直径大小且在轴向上所处的高度位置大致相同的圆柱/圆锥面合并为一个新圆柱面,然后重新计算合并后的新圆柱面的圆弧角度,最后参考步骤2的方法计算获得圆料的轴向基准面z;
[0044]
步骤4:在外圆柱/锥面集合m1中计算查找出所有的与圆料的轴向基准面z同心的圆柱/锥面,并将这些同心面按半径大小归组(半径相同的面归为同一组,组与组之间按半径大小降序排序),得到外圆柱/锥面集合m2;参考本步骤计算m2的方法,在内孔圆柱/锥面集合n1中计算出与圆料的轴向基准面z同心的内孔圆柱/锥面集合n2;
[0045]
步骤5:对步骤4得到的面集合m2中的面组进行圆料的级数的判断,单节圆料取圆料的轴向基准面z的轴向为整个圆料的长度基准方向vecz0;对于多级台阶圆料,长度基准方向由直径较大的圆柱/锥面指向直径较小的圆柱/锥面,得到精确计算圆料z轴方向的圆料长度基准方向vecz0;
[0046]
步骤6:然后以步骤5得到的圆料零件的长度基准方向vecz0创建临时坐标系矩阵计算出整个圆料零件的底部中心点o(即圆料在负vecz0方向端面的中心点)的坐标,然后由长度基准方向vecz0和坐标点o可计算得到圆料零件的计算基准坐标系c;
[0047]
步骤7:以步骤6得到的圆料计算基准坐标系c,对面集合m2中的所有的面以基准坐标系c进行位置包络盒计算,将数据缓存在内存中,然后按直径从大至小对m2中的所有面进行直径分节归组,然后计算每节圆柱/锥面组在长度基准方向vecz1上的包络盒位置坐标,得到多级台阶圆柱/锥面组集合数据p1;
[0048]
步骤8:然后对步骤7得到的面集合p1中各节圆柱/锥面的位置进行合法检查,过滤掉一些对规格尺寸计算有干扰的圆柱/锥面(例如某些环形沟槽和退刀槽特征的圆柱面切断了参与规格计算的圆柱/锥面,对各节圆柱/锥面的长度计算可能产生了不利的影响),得
到新的多级台阶圆柱/锥面组集合p2;
[0049]
步骤9:以圆料零件的基准坐标系c所在的端面为基准面,对步骤8得到的多级台阶圆柱/锥面组集合p2中的各节台阶圆柱/锥面组进行长度尺寸计算,数据缓存在内存中,然后由大圆至小圆将各节圆柱面的直径依次命命名为$d1、$d2、...$dn,各节圆柱面的长度依次命名为$h1,$h2、...$hn,总长命名为$h,输出外圆柱面节数n;
[0050]
步骤10:对于内孔圆柱/锥面集合n2参考步骤7~9的外圆柱/锥面的计算处理方法,最后同样按从大圆至小圆将各节圆柱面的直径依次命命名为$d1、$d2、...$dn,各节圆柱面的长度依次命名为$h1,$h2、...$hn,总长命名为$h,输出内孔圆柱面节数n;
[0051]
步骤11:针对其它还需要计算平面数据参数的特殊圆料零件,如扁顶针,直接使用步骤1中得到平面集合k,可计算扁顶针的扁顶平面特征的长宽a、b等参数。
[0052]
步骤12:最后依据用户配置的规格公式(如“规格=ф[d1]-[h1]*[d2]-[h2]*[d3]-[h3]
‑‑
[h-match]”)生成满足要求的规格数据。
[0053]
本发明使用这种全新的通用的圆料计算方法应用于零件规格计算,相对针对某一种零件进行单独的特征计算的开发,可以为企业节省很多定制开发的成本,相对现有的简易的普通圆料计算方法,计算准确性有保障且可以计算处理更复杂的圆料零件。由于本方法具有严格的台阶圆料的分节圆面管理机制,可以更准确和安全地规避不适配的圆料,避免遇到不能计算的圆料还输出错误的结果导致企业发生采购订料错误。
[0054]
确定整个圆料的轴向计算基准方向(当圆料零件存在倾斜放置、圆柱面存在切边或破面、圆料上还存在倒圆角特征等,以哪个圆柱面作为正确的计算参考方向是需要解决的问题);对归属同一节圆面组的圆柱/锥面的进行合并计算处理(比如当一个圆柱面的两边被切边一分为二后,需要将这切断后的两个圆柱面合并成一个圆柱面并计算其合并后的圆面角度);台阶圆柱面归组,过滤掉不需要计算且干扰计算的圆柱/锥面特征(比如一个圆柱面,中间被开了一个环形沟槽而一分为二,需要过滤掉这个环形沟槽中的圆柱面,规格计算不需要此参数,然后合并被环形沟槽分割出的两个圆柱面的数据),基于圆料基准,对圆料零件上内孔圆柱/锥面面和外圆柱/锥面分开进行基准长度计算。
[0055]
本发明技术可以实现对台阶圆料的统一计算,且准确率高,算法通用性好,且在emdm-bom表的自动规格计算上已有很好的实际应用,相对针对某一种零件进行单独的特征计算的软件开发,本发明可以为企业节省很多定制开发的成本,相对(emdm早期使用的或目前市场上其它产品继续使用的)的简易的普通圆料的计算方法,本发明的计算方法不易出错,且本发明可以计算更复杂的圆料零件。由于本发明的特征计算方法有严格的台阶圆料的分节圆面的管理机制,可以更准确和安全地规避不适配的圆料,避免遇到不能计算的圆料还输出错误的结果导致企业发生采购订料错误。
[0056]
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。