1.本发明涉及伺服阀射流盘组件的装配性能分析领域,尤其涉及一种基于响应面模型的射流盘刚柔耦合装配分析方法。
背景技术:
2.在伺服阀射流盘组件的装配过程中射流盘关键薄板零件的上下压装表面存在随机的偏斜,含偏斜量的装配使得薄板零件产生变形扭曲,改变腔体的三维流道结构,从而影响射流盘的服役性能。压装结构件制造时使用平面公差来控制压装面的偏斜量,实施含偏差的装配分析可以预测射流盘组件的装配性能,从而根据性能指标调整偏斜量的分配。
3.射流盘组件具有多零件三维装配关系、多复杂形状特征、多装配工艺参数的特点,且装配过程涉及圆柱轴孔件的过盈配合和薄板件的柔性变形。传统装配分析方法有尺寸链方法和雅可比旋量方法等刚性装配分析方法,以及有限元建模仿真的柔性分析方法。其中刚性装配方法无法考虑射流盘装配工艺中的过盈配合过程,且无法描述薄板零件的变形特征。而有限元分析方法计算成本高,无法适应含随机偏差分布的零件装配,难以进行大规模统计分析。
4.响应面法是一种基于数据的非线性系统分析方法,以射流盘装配过程为对象,组件工作性能指标为目标,在选定的工艺参数变化范围内进行少量有限元仿真实验,直接对数据拟合得到较为准确的函数,从而获得工艺参数与性能评价指标的响应面模型,对射流盘刚柔装配过程进行低成本统计分析以及最优化分析。
技术实现要素:
5.针对上述现有技术中的不足,本发明提供一种基于响应面模型的射流盘刚柔耦合装配分析方法,在不同的装配工艺参数条件下,分析射流盘薄板零件在装配过程中的尺寸参数变化,实现装配性能的预测,优选工艺参数,减少制造成本、提高射流盘的一次生产合格率。
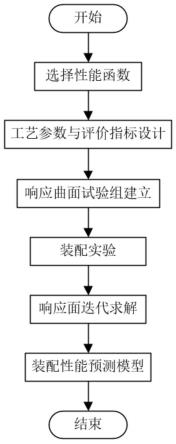
6.为了实现上述目的,本发明提供一种基于响应面模型的射流盘刚柔耦合装配分析方法,包括步骤:
7.s1:基于射流盘的装配过程整理装配工艺参数;
8.s2:根据所述射流盘的工作特点选定与工作性能相关的关键特征尺寸参数;
9.s3:基于所述射流盘的装配模型的复杂度和所述装配模型的输入输出变量数目,选择响应面性能函数作为拟合目标;
10.s4:基于选择的所述响应面性能函数和所述装配工艺参数的变化范围,建立响应曲面试验组;
11.s5:进行所述射流盘的装配实验;
12.s6:响应面模型的迭代求解步骤;
13.s7:预测装配后所述射流盘的装配体的工作性能。
14.优选地,所述装配工艺参数包括装配过程的过盈量参数和压装姿态参数。
15.优选地,所述s3步骤中,所述响应面性能函数为描述输入量与输出量之间非线性关系的函数,所述响应面性能函数采用二阶响应面函数g2(x):
[0016][0017]
其中,n为所述装配工艺参数的个数,i和j表示输入参量的序号,a表示响应面函数的常数项,b表示输入量i的一阶影响系数,c表示输入量i的独立二阶影响系数,d表示输入量i、j的耦合影响系数。
[0018]
优选地,所述s4步骤中,所述响应曲面试验组包括不同自变量参数组合的实验工况表,所需最小实验次数取决于所述响应面性能函数的阶数和所述装配工艺参数的数目。
[0019]
优选地,所述s5步骤中:
[0020]
基于所述响应曲面试验组确定不同工况下装配实验的工艺参数组合,设计并进行装配实验并获取输出量,所述装配实验包括有限元仿真装配实验和实物装配实验,所述输出量包括影响所述射流盘的装配体工作性能的所述关键特征尺寸参数的测量值。
[0021]
优选地,所述s6步骤进一步包括步骤:
[0022]
s61:依据所述响应曲面试验组设计并进行的所述装配实验的输入量和输出量,建立试验样本数据组,所述输入量为所述装配工艺参数,所述输出量为装配后的所述关键特征尺寸参数的测量值;
[0023]
s62:将所述响应面性能函数写为紧凑形式:
[0024]
g=xa ε;
[0025][0026]
其中,s为实验组个数,p为待定系数个数,g为每组装配实验的测量值的集合,g为装配实验的测量值,x为每组装配实验的输入值的集合,x为装配实验的输入值,a为响应面模型的待定系数的集合,a为响应面模型的待定系数,ε为响应面模型与真实装配模型的误差的集合,εs表示响应面模型与真实装配模型的误差;
[0027]
s63:迭代求待定系数方程组,使所述响应面模型的方差最小;
[0028]
l=ε
t
ε=(g-xa)
t
(g-xa)
[0029][0030]
其中,l表示响应面输出量的方差值;
[0031]
将求得的待定系数回代性能函数,得到描述所述射流盘的装配体的所述装配工艺参数与所述关键特征尺寸参数的所述响应面模型,对于每一项测量值,重复步骤s61~s63建立其余的响应面模型。
[0032]
优选地,所述s7步骤进一步包括步骤:
[0033]
s71:确定描述所述射流盘服役性能的评价指标,包括射流出口的压力对称性p
sym
,所述压力对称性表示所述射流盘的两射流腔出口的恢复压力的差值,直接决定伺服阀射流盘的合格水平和工作精度;
[0034]
s72:基于所述射流盘的所述关键特征尺寸参数得到所述射流出口的压力对称性公式:
[0035][0036]
其中,m为所述射流盘的关键特征尺寸参数的个数,gi为对应参数值,ci为所述射流盘的压差常数,所述压差常数取决于射流腔体结构,由经验公式给定;
[0037]
s73:根据所述响应面模型,将所述关键特征尺寸参数由所述装配工艺参数表达:
[0038][0039]
s74:给定一组特定概率分布的所述装配工艺参数,求得所述射流盘的装配体在统计意义上的性能指标分布,实现所述射流盘的装配体批量生产性能分布与合格率的预测,其中所述特定概率分布的影响因素包括:所述装配工艺参数的范围、生产条件和生产规模。
[0040]
本发明由于采用了以上技术方案,使其具有以下有益效果:
[0041]
本发明在选定的工艺参数变化范围内建立响应曲面试验组,采用但不限于有限元方法对射流盘装配进行少量实验,拟合得到较为准确的二阶响应面模型,从而构建出射流盘装配工艺参数与性能评价指标的映射关系。特别适用于装配关系复杂、存在柔性变形的伺服阀射流盘组件,克服单纯使用有限元进行仿真分析的高成本缺点,响应面模型可进行射流盘性能的统计预测分析、工艺参数的最优化分析等,满足设计和制造阶段各工艺指标反复优化迭代的需求。
附图说明
[0042]
图1为本发明实施例的射流盘装配体模型的结构示意图;
[0043]
图2为本发明实施例的基于响应面模型的射流盘刚柔耦合装配分析方法的流程图;
[0044]
图3为本发明实施例的射流盘装配工艺参数示意图;
[0045]
图4为本发明实施例的射流盘装配性能参数示意图;
[0046]
图5为本发明实施例的性能评价指标与装配工艺参数关系的曲线图。
具体实施方式
[0047]
下面根据附图图1~图5,给出本发明的较佳实施例,并予以详细描述,使能更好地理解本发明的功能、特点。
[0048]
请参阅图1~图5,本发明实施例的一种基于响应面模型的射流盘刚柔耦合装配分析方法,包括步骤:
[0049]
s1:基于射流盘3的装配过程整理装配工艺参数;
[0050]
装配工艺参数包括装配过程的过盈量参数和压装姿态参数。
[0051]
s2:根据射流盘3的工作特点选定与工作性能相关的关键特征尺寸参数;
[0052]
s3:基于射流盘3的装配模型的复杂度和装配模型的输入输出变量数目,选择响应面性能函数作为拟合目标;
[0053]
响应面性能函数为描述输入量与输出量之间非线性关系的函数,响应面性能函数采用二阶响应面函数g2(x),通常二阶响应面函数g2(x)具有较好的稳定性和准确性:
[0054][0055]
其中,n为所述装配工艺参数的个数,i和j表示输入参量的序号,a表示响应面函数的常数项,b表示输入量i的一阶影响系数,c表示输入量i的独立二阶影响系数,d表示输入量i、j的耦合影响系数。
[0056]
s4:基于选择的响应面性能函数和装配工艺参数的变化范围,建立响应曲面试验组;
[0057]
响应曲面试验组包括不同自变量参数组合的实验工况表,所需最小实验次数取决于响应面性能函数的阶数和装配工艺参数的数目。
[0058]
s5:进行射流盘3的装配实验;
[0059]
基于响应曲面试验组确定不同工况下装配实验的工艺参数组合,设计并进行装配实验并获取输出量,装配实验包括有限元仿真装配实验和实物装配实验,输出量包括影响射流盘3的装配体工作性能的关键特征尺寸参数的测量值。
[0060]
s6:响应面模型的迭代求解步骤;
[0061]
s6步骤进一步包括步骤:
[0062]
s61:依据响应曲面试验组设计并进行的装配实验的输入量和输出量,建立试验样本数据组,输入量为装配工艺参数,输出量为装配后的关键特征尺寸参数的测量值;
[0063]
s62:将响应面性能函数写为紧凑形式:
[0064]
g=xa ε;
[0065][0066]
其中,s为实验组个数,p为待定系数个数,g为每组装配实验的测量值的集合,g为装配实验的测量值,x为每组装配实验的输入值的集合,x为装配实验的输入值,a为响应面模型的待定系数的集合,a为响应面模型的待定系数,ε为响应面模型与真实装配模型的误差的集合,εs表示响应面模型与真实装配模型的误差;
[0067]
s63:迭代求待定系数方程组,使响应面模型的方差最小;
[0068]
l=ε
t
ε=(g-xa)
t
(g-xa)
[0069]
[0070]
其中,l表示响应面输出量的方差值;
[0071]
将求得的待定系数回代性能函数,得到描述射流盘3的装配体的装配工艺参数与关键特征尺寸参数的响应面模型,对于每一项测量值,重复步骤 s61~s63建立其余的响应面模型。
[0072]
s7:预测装配后射流盘3的装配体的工作性能。
[0073]
s7步骤进一步包括步骤:
[0074]
s71:确定描述射流盘3服役性能的评价指标,包括射流出口6的压力对称性p
sym
,压力对称性表示射流盘3的两射流腔出口的恢复压力的差值,直接决定伺服阀射流盘3的合格水平和工作精度;
[0075]
s72:基于射流盘3的关键特征尺寸参数得到射流出口6的压力对称性公式:
[0076][0077]
其中,m为射流盘3的关键特征尺寸参数的个数,gi为对应参数值,ci为射流盘3的压差常数,压差常数取决于射流腔体结构,由经验公式给定;
[0078]
s73:根据响应面模型,将关键特征尺寸参数由装配工艺参数表达:
[0079][0080]
s74:给定一组特定概率分布的装配工艺参数,求得射流盘3的装配体在统计意义上的性能指标分布,实现射流盘3的装配体批量生产性能分布与合格率的预测,其中特定概率分布的影响因素包括:装配工艺参数的范围、生产条件和生产规模。
[0081]
请参阅图1~图4,本发明实施例的一种基于响应面模型的射流盘刚柔耦合装配分析方法,可包括以下步骤:
[0082]
步骤1、响应面设计,具体步骤包括:
[0083]
(1.1)本实施例以某型射流盘装配体为例。装配体主要包括上壳体1、上端盖2、射流盘3和下端盖4四部分零件,射流盘3装配时,关键特征为上下端盖4与射流盘3接触的表面,在压装时上下表面将挤压射流盘3零件。根据射流盘3实际的装配关系和压装流程,其工艺参数包括下端盖压装面偏斜量a,上端盖压装面偏斜量b和装配过盈量c;根据射流盘装配体的工作特点,选定与工作性能相关的关键特征尺寸参数,包括劈尖5的劈尖对称度s
p
,以及左右接收腔开口宽度l1、l2的变化量δl1、δl2。
[0084]
(1.2)根据轴孔装配弹性理论与有限元试算结果,选用二阶响应面作为射流盘装配模型的性能函数,并根据输入值和输出值的个数建立相应曲面试验组。按照加工要求,壳体装配过盈量c在2μm到6μm,下端盖压装面偏斜量a低值为-10.0μm,高值为10.0μm;上端盖压装面偏斜量b低值为-5.0μm,高值为5.0μm。据此建立实验工况表并进行仿真试验,测量装配后射流盘3 的关键特征尺寸参数。
[0085]
表1.关键特征尺寸参数表
[0086][0087][0088]
步骤2、响应面模型求解:根据装配仿真得到的关键特征尺寸参数结果,代入响应面性能函数进行迭代求解,每个关键特征尺寸分别拟合得到独立的响应面函数。同时对拟合的响应面函数进行误差统计分析,通过方程分析模型确保拟合结果具有良好的显著性。
[0089]
迭代求解为求待定系数方程组,使响应面性能函数与实验数据的方差最小,将求得的待定系数回代性能函数,得到描述装配体工艺参数与关键特征尺寸的响应面模型。
[0090]
针对劈尖对称度,响应面函数为
[0091]sp
=-0.49-0.55a 0.21b-0.01c 0.51ab-0.10ac-0.075bc 0.27a2 0.63b
2-0.35c2[0092]
针对左接收腔宽度变化,响应面函数为
[0093]
δl1=-0.62-0.008a-0.17b-0.15c-0.18ab-0.12ac 0.051bc 0.50a
2-0.14b2 0.22c2[0094]
针对右接收腔宽度变化,响应面函数为
[0095]
δl2=-1.05-0.45a 0.12b-0.31c 0.31ab-0.089ac-0.089bc 0.079a2 0.45b
2-0.21c2[0096]
步骤3、射流盘装配体性能预测建模:射流盘3的工作性能由射流出口6 的压力对称性指标p
sym
衡量,基于射流腔的紊动射流理论,压力对称性与上述三个关键特征尺寸参数的计算公式为:
[0097]
p
sym
=0.053(δl
1-δl
2-s
p
)
[0098]
进一步代入各工艺参数与关键特征尺寸的响应面模型,得到工艺参数与装配体性能之间的关联方程,建立射流盘装配工艺参数-压力对称性能的预测模型如下:
[0099]
p
sym
=0.04876 0.05258a-0.0265b 0.00901c-0.053ab 0.003657ac 0.011395bc 0.008003a
2-0.06466b2 0.04134c2[0100]
利用预测模型可进行射流盘装配工艺参数优选,以尽可能提高射流盘装配体的工作性能和合格率指标。
[0101]
射流盘3性能评价指标与装配工艺参数的关系曲线图,其包括一过盈量曲线7、一下端盖偏斜量曲线8和一上端盖偏斜量曲线9。
[0102]
以上结合附图实施例对本发明进行了详细说明,本领域中普通技术人员可根据上述说明对本发明做出种种变化例。因而,实施例中的某些细节不应构成对本发明的限定,本发明将以所附权利要求书界定的范围作为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。