声学蜂窝中的声学屏障帽
背景技术:
1.技术领域
1.本发明总体上涉及用于衰减噪声的声学系统。本发明涉及使用蜂窝制造可用于降低由飞机发动机或其他噪声源产生的噪声的机舱和其他结构。更特别地,本发明涉及声学结构,其中声学反射实心屏障被插入一个或多个蜂窝单元中以提供声学单元的内部终止,所述内部终止确定单元的声学深度。2.相关技术的描述
2.广泛认可的是处理由特定源产生的过量噪声的最佳方式是在源处处理噪声。这典型地通过向噪声源的结构中添加声学阻尼结构(声学处理)来实现。一种特别成问题的噪声源是大多数客机上使用的喷气发动机。典型地在发动机机舱(包括进气管、旁通管和排气结构)中结合声学处理。这些声学处理包括含有相对薄的声学材料的声学衬里或具有数百万个孔的网格,所述孔对由发动机产生的声能产生声学阻抗。
3.蜂窝已是用于飞机和航空航天器的流行材料,因为它相对强且重量轻。对于声学应用,诸如发动机机舱,将声学材料添加到蜂窝结构中,使得在位置远离发动机的末端处,蜂窝单元在声学上被封闭,并且在位置最靠近发动机的末端处,被可透声覆盖物覆盖。封闭蜂窝单元产生声学谐振器,所述声学谐振器提供对噪声的衰减、阻尼和/或抑制。被给定蜂窝单元或谐振器衰减的噪声的特定频率与单元的深度直接相关。通常,随着噪声频率的降低,单元的深度必须增加,以便提供足够的阻尼或抑制。
4.典型的声学衬里具有蜂窝芯,所述蜂窝芯夹在实心面片材或表皮与穿孔的或以其他方式透声的面片材或表皮之间。穿孔面片材的位置最靠近噪声源,并且实心面片材形成声学谐振器的底部。在这种类型的声学衬里中,所有蜂窝单元都具有相同的深度。其中所有声学谐振器深度都相同的此类声学衬里被称为单自由度(sdof)声学衬里。sdof衬里仅在特定声音频率附近提供声音阻尼。
5.为喷气发动机设计声学衬里的声学工程师面临的一个基本问题是制造声学结构,所述声学结构对在由喷气发动机产生的噪声的整个范围内的声波频率提供足够的抑制或阻尼。可以将具有不同谐振器深度的多个sdof声学衬里组合,以使在较宽频率范围内的噪声衰减。然而,已经开发出这样的声学衬里,其中单个衬里内的有效谐振器深度是变化的。此类多种谐振器深度声学衬里被称为多自由度(mdof)声学衬里。已发现与使用sdof声学衬里的可能情况相比,mdof声学衬里有效阻尼在宽得多的频率范围内的喷气发动机噪声。
6.一种制造mdof声学衬里的方式是将单独的实心插入物定位在蜂窝单元内。实心插入物以不同的距离定位在蜂窝边缘之间,以提供形成声学谐振器底部的声学屏障。例如,参见美国专利号8,651,233,其中实心插入物被定位在蜂窝单元中的不同位置,以提供具有多种谐振器腔深度的mdof声学衬里,所述声学衬里非常适合阻尼相对宽范围的声音频率。
7.用于形成声学谐振器底部的实心插入物必须具有足够的刚度以发挥声学屏障或硬壁的功能,所述声学屏障或硬壁反射在衰减或阻尼的频率的范围内的基本上全部声波。
实心插入物还必须能够承受喷气发动机声学衬里所暴露的高温。实心插入物应尽可能轻质,同时仍提供所希望的声波反射率。
8.声学隔片位于蜂窝单元的内部,以便为谐振器提供另外的噪声衰减特性。每个声学隔片典型地由薄聚合物织物或穿孔聚合物膜构成。声学隔片不充当声学屏障或硬壁。相反,声学隔片提供对穿过隔片的声波的衰减或阻尼。一种将声学隔片定位在蜂窝单元中的方法涉及将单独的轻质隔片织物块插入蜂窝单元中以形成隔片帽,所述隔片帽具有胶合到蜂窝壁的锚定法兰。美国专利号7,434,659;7,510,052;7,854,298;8,066,098;8,607,924;8,651,233;8,857,566;9,016,430和9,469,985中描述了隔片帽的使用。
9.另一种将声学隔片定位在蜂窝单元中的方法涉及将单独的实心聚合物膜块插入蜂窝单元中以形成隔片帽,所述隔片帽还具有胶合到蜂窝壁的锚定法兰。在将聚合物膜插入蜂窝单元中之前或之后,将实心聚合物膜穿孔以形成声学隔片。例如,参见美国专利号8,413.761。
10.将隔片帽定位在蜂窝单元中的过程要求隔片帽被摩擦锁定在单元内,以在永久粘合到蜂窝壁之前将其固定到位。隔片帽的摩擦锁定是这种类型的隔片插入程序的一个重要方面。如果摩擦锁定不充分,则隔片帽可能在处理过程中移位或以其他方式移动。隔片帽的任何移位都使得在结合过程中难以使粘合剂均匀地施用于隔片帽。隔片帽的移位还引起不受控制的声学特性改变。在最坏的情况下,如果摩擦锁定不充分,则隔片帽可能从蜂窝单元完全脱落。
技术实现要素:
11.根据本发明,发现已经用于将声学隔片定位在蜂窝单元内的摩擦锁定插入过程也可以用于将声学屏障定位在蜂窝单元内以提供具有多种声学谐振器深度的mdof声学衬里。本发明基于以下发现:具有特定厚度和形状的某种实心聚合物膜可以形成声学屏障帽。所述声学屏障帽可以被摩擦锁定且结合到单元壁以形成声学反射硬壁,所述声学反射硬壁形成声学谐振器的有效底端。
12.本发明涉及声学结构,所述声学结构被设计成位置靠近噪声源,诸如喷气发动机或其他动力装置。所述结构包括蜂窝,所述蜂窝具有第一边缘和第二边缘,第一边缘的位置最靠近噪声源。所述蜂窝包括多个单元,每个单元具有左侧和右侧。每个单元由在蜂窝的第一边缘与第二边缘之间延伸的下壁和也在蜂窝的所述第一边缘与第二边缘之间延伸的上壁形成。下壁包括下左端部分、下右端部分和下中央部分。上壁包括上左端部分、上右端部分和上中央部分。沿单元的左侧在下壁与上壁相接处形成左接合部。沿单元的右侧在下壁与上壁相接处形成右接合部。单元的深度等于蜂窝的第一边缘与第二边缘之间的距离。
13.作为本发明的特征,声学屏障帽被插入至少一个单元中以提供形成单元的声学底部的声学反射硬壁。声学屏障帽是实心聚合物膜,所述实心聚合物膜已被折叠以形成平面声学屏障部分和围绕声学屏障部分的翼片部分。平面声学屏障部分横向于蜂窝的上壁和下壁延伸。平面声学屏障部分具有位置最靠近蜂窝的第一边缘的顶侧和位置最靠近蜂窝的第二边缘的底侧。平面声学屏障部分被由以下构成的边界围绕:上右边界部分、上中央边界部分、上左边界部分、下右边界部分、下中央边界部分和下左边界部分。
14.作为本发明的其他特征,声学屏障帽的翼片部分包括上右翼片、上中央翼片和上
左翼片,其均从平面声学屏障部分的上边界突出。翼片部分进一步包括下右翼片、下中央翼片和下左翼片,其均从平面声学屏障部分的下边界突出。
15.声学屏障帽被插入单元中,使得上右翼片被摩擦锁定到上壁的上右端部分,上中央翼片被摩擦锁定到上壁的上中央部分,并且上左翼片被摩擦锁定到上壁的上左端部分。下右翼片被摩擦锁定到下壁的下右端部分,下中央翼片被摩擦锁定到下壁的下中央部分,并且下左翼片被摩擦锁定到下壁的下左端部分。
16.本发明涉及当声学屏障帽被摩擦锁定在蜂窝单元内时形成的前体结构。本发明还涉及当声学屏障帽永久结合到蜂窝中时形成的声学结构以及用于制造前体和最终声学结构的方法。
17.本发明的以上讨论的以及许多其他特征性和伴随的优点将通过参考以下具体实施方式在结合附图时而得到更好的理解。
附图说明
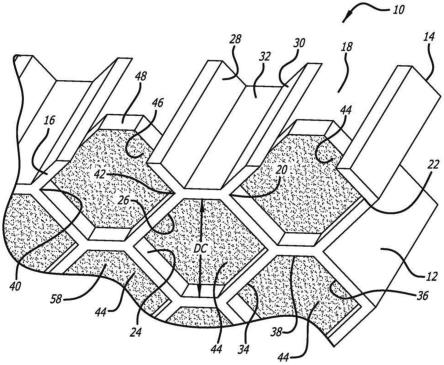
18.图1是根据本发明的示例性声学结构的透视图。
19.图2是图1所示的示例性声学结构的一部分的放大视图。
20.图3是简化视图,其展示了声学屏障帽插入蜂窝的单元中以形成前体结构,其中隔片被摩擦锁定在单元内。
21.图4是简化视图,其展示了用于将粘合剂施用于声学屏障帽的翼片部分的示例性方法。
22.图5是用于插入六边形蜂窝单元中的第一示例性声学屏障帽。
23.图6是用于插入六边形蜂窝单元中的第二示例性声学屏障帽。
24.图7是示例性声学衬里的分解视图。
25.图8描绘了位置靠近噪声源的示例性声学衬里。
26.图9是简化视图,其示出了在本发明实施方案的蜂窝中的定向,其中声学屏障帽以不同的高度定位在同一蜂窝内。
27.图10是涡轮风扇喷气发动机的简化截面视图,其示出了声学衬里定位的示例性位置。
具体实施方式
28.根据本发明的示例性声学结构在图1、2和7中总体上以10示出。声学结构10包括蜂窝12,所述蜂窝具有第一边缘14和第二边缘16,第一边缘的位置最靠近噪声源。蜂窝10包括单元18。每个单元18具有左侧20和右侧22。下壁24和上壁26各自在第一边缘14与第二边缘16之间延伸以限定每个单元18。下壁24和上壁26优选在第一边缘14与第二边缘16之间相互平行地延伸。下壁24包括下左端部分28、下右端部分30和下中央部分32。上壁26包括上左端部分34、下右端部分36和上中央部分38。在每个单元的左侧在下左端部分28与上左端部分34相接处形成左接合部40。在每个单元的右侧在下右端部分30与上右端部分36相接处形成右接合部42。
29.每个单元18的深度等于由第一边缘14与第二边缘16之间的距离并且由其限定(也称为芯厚度)。每个单元18具有等于由下壁24和上壁26围绕的面积的单元尺寸,如在单元的
第一边缘14处测量并且如垂直于单元壁测量的。
30.声学结构10包括声学屏障帽44。每个声学屏障帽44是实心聚合物膜块,所述实心聚合物膜块已被折叠以形成平面声学屏障部分46和围绕平面声学屏障部分46的翼片部分48。声学屏障帽44被定位在单元18内第一边缘14与第二边缘16之间以提供深度小于单元18的深度的声学腔。声学腔深度是平面声学屏障部分46与第一边缘14之间的距离。平面声学屏障部分46横向于单元壁定向。优选的是,平面声学屏障部分46基本上垂直于单元壁定向。基本上垂直意指成90
°±
10
°
的角度。
31.示例性聚合物膜插入物在图3中以50示出,然后插入物被折叠并且插入单元18中以形成声学屏障帽44。插入物50包括平面声学屏障部分52和围绕平面声学屏障部分52的翼片部分53。平面声学屏障部分具有边界54(以虚线示出)。边界54具有上右边界部分60、上中央边界部分62、上左边界部分64、下右边界部分66、下中央边界部分68和下左边界部分70。当插入物50被放置在蜂窝单元中时,平面声学屏障部分52具有位置最靠近蜂窝的第一边缘的顶侧56。当插入物50被放置在蜂窝单元中时,插入物的底侧58的位置最靠近蜂窝的第二边缘(参见图2)。在插入蜂窝单元18期间,翼片部分53向平面声学屏障部分54的顶侧56折叠。
32.插入物50的翼片部分53包括:从上右边界部分60突出的上右翼片72;从上中央边界部分62突出的上中央翼片74;从上左边界部分64突出的上左翼片76;从下右边界部分66突出的下右翼片78;从下中央边界部分68突出的下中央翼片80;和从下左边界部分70突出的下左翼片82。
33.当插入物50被放置到蜂窝单元18中以形成声学屏障帽44时,翼片如下被摩擦锁定到单元壁:上右翼片72被摩擦锁定到上壁26的上右端部分36;上中央翼片74被摩擦锁定到上壁26的所述上中央部分38;上左翼片76被摩擦锁定到上壁26的上左端部分34;下右翼片78被摩擦锁定到下壁24的所述下右端部分30;下中央翼片82被摩擦锁定到下壁24的下中央部分32;并且下左翼片82被摩擦锁定到下壁24的下左端部分28。
34.蜂窝12可以由用于制造蜂窝面板的任何常规材料(包括金属、陶瓷和复合材料)制成。示例性复合材料包括玻璃纤维、树脂浸渍的芳族聚酰胺纸(诸如)、以及石墨纤维与合适的基质树脂的各种组合。能够承受相对高的温度(350
°
f至500
°
f)的基质树脂优选用于喷气发动机的声学面板。由金属或陶瓷材料制成的蜂窝可以在比用复合材料制造的蜂窝更高的温度下工作。然而,复合材料蜂窝更优选用于喷气发动机声学面板,因为它相对轻质。复合材料蜂窝是可商购的,其能够在350
°
f至500
°
f的温度下延长使用,短期能力高达700
°
f。此类高温蜂窝利用玻璃织物纤维支撑物与用于预浸料树脂基质、节点粘合剂和涂覆树脂的高温树脂(诸如聚酰胺酰亚胺树脂或聚酰亚胺树脂)的组合。优选的示例性类型的玻璃纤维增强六边形聚酰亚胺蜂窝可从hexcel corporation(亚利桑那州卡萨格兰德)以商品名hrh-327获得。
35.蜂窝单元18具有单元周界,其在图1中以虚线84示出。单元周界84由上壁26和所述下壁24限定。上右端部分36和上左端部分34各自形成单元周界84的比上中央部分38更大的部分。下右端部分30和下左端部分28形成单元周界84的比下中央部分32更大的部分。这种类型的不规则六边形是优选的。
36.插入物50专门设计用于插入不规则六边形蜂窝单元18中。上右翼片72和上左翼片
76各自大于上中央翼片74。下右翼片78和下左翼片82各自大于下中央翼片80。这种翼片构造与在插入物50插入单元18中期间与翼片摩擦锁定的相应壁相匹配。
37.根据本发明的声学屏障帽可以插入到形状不同于由单元18形成的不规则六边形的单元中,条件是改变插入物形状以适应不同的单元几何形状。单元形状可以是正六边形或适用于制造声学面板的其他单元形状。例如,声学蜂窝可以是柔性蜂窝,其中单元壁形成凸曲率和凹曲率的组合,其允许蜂窝更容易形成非平面声学面板。优选的柔性蜂窝是可从hexcel corporation(加利福尼亚州都柏林)获得的柔性蜂窝。柔性蜂窝由多种合适的材料制成,包括5052或5056铝、芳族聚酰胺/酚醛复合材料和玻璃纤维/酚醛复合材料。
38.本发明适用于范围为从0.1平方英寸至1.0平方英寸的单元尺寸。低于0.1平方英寸的单元尺寸太小而不允许声学屏障帽的插入。高于1.0平方英寸的单元尺寸要求膜太厚而无法被折叠和插入单元中。单元尺寸是由上壁26和下壁24围绕的面积,如在第一边缘14测量的。优选的单元尺寸的范围为从0.3平方英寸至0.6平方英寸。特别优选的是六边形单元的相对壁之间的距离(dc)为0.38英寸
±
0.05英寸的蜂窝单元。
39.为了提供合适的声学屏障帽,插入物50必须具有足够的尺寸、形状和柔性,使得它可以被折叠和插入单元中。折叠的插入物还必须展现出足够的回弹性,以提供声学屏障帽在蜂窝单元内的充分摩擦锁定以允许随后的处理,包括施用粘合剂以将声学屏障帽永久结合在单元内。插入物50还必须由能够承受喷气发动机声学衬里典型地暴露的高温的聚合物制成。
40.插入物50的平面声学屏障部分52必须具有足够的刚度,使得所得声学屏障帽44起作为声学腔的底部的作用并且反射进入单元18的大部分声音。当形成声学屏障帽的平面声学屏障部分46时,平面声学屏障部分52必须具有足够的刚度以提供对于在从500hz至4000hz范围内的声波频率至少0.75的声学反射系数。更优选地,对于在从500hz至4000hz范围内的声波频率,声学屏障帽的反射系数将为至少0.8。反射系数由等式r=(z-1)/(z 1)确定,其中r是反射系数,并且z是平面声学屏障部分的频率依赖性归一化阻抗。1的反射系数等于给定频率声波的100%反射。
41.已发现先前已用于制造穿孔声学隔片帽(参见美国专利号8,413.761)的聚醚醚酮(peek)膜也可以用于制造合适的声学屏障帽,条件是满足上述关于尺寸、形状、回弹性(摩擦锁定)、插入柔性和声学刚度的标准。
42.peek是一种结晶热塑性聚合物,其可以经加工以形成呈无定形或结晶相的膜。与结晶peek膜相比,无定形peek膜更透明且更易于热成型。无定形peek膜通过以下方式形成:将无定形peek膜加热到高于无定形peek的玻璃化转变温度(tg)的温度持续足够的时间以实现大约30%至35%的结晶度。无定形peek膜具有比无定形膜更好的耐化学性和耐磨特性。无定形peek膜还比无定形膜更具柔性并且具有更大的回弹性。回弹性是折叠膜施加的以恢复到其原始折叠前(平坦)形状的力或偏置力。无定形peek膜优选用于制造声学屏障帽。peek膜可以从sefar america inc.(纽约州迪普市)以商品名sefar petex、sefar nitex和sefar peektex获得。peek片材或膜也可从生产peek膜的victrex usa(南卡罗来纳州格林维尔)以商品名peek
tm
聚合物商购。
43.可以使用除peek膜以外的聚合物膜,条件是它们在回弹性(摩擦锁定)、插入柔性、
声学刚度和热稳定性方面展现出相似的特性。例如,聚酰亚胺膜作为peek膜的替代物用于制造声学屏障帽。多种合适的聚酰亚胺膜可从dupont chemical company(密歇根州米德兰)以商品名聚酰亚胺膜获得。由聚醚酮或聚苯硫醚制成的膜也是合适的。
44.用于制造插入物的聚合物膜的厚度应为从0.003至0.035英寸,并且聚合物膜的厚度随着单元尺寸从0.1平方英寸增加到1.0平方英寸而增加。对于单元尺寸为从0.4至0.5英寸的单元18,优选的聚合物膜厚度为从0.010至0.025英寸。已发现这种优选的膜厚度提供了插入物可折叠性、声学屏障帽的摩擦锁定和高声学反射系数的特别有用组合。插入物50优选具有从0.003至0.009英寸的聚合物膜厚度。此类插入物优选用于制造插入单元尺寸为从0.1至0.6平方英寸的六边形蜂窝中的声学屏障帽。
45.对于0.4至1.0英寸的六边形蜂窝单元尺寸,优选的是插入物的厚度为从0.010至0.035英寸。此类较厚的插入物在图4中示出为50t。插入物50t具有与插入物50(图3)相同的基本形状,不同之处在于翼片被开槽以形成子翼片,所述子翼片使较厚的插入物更具柔性。子翼片部分确保较厚的插入物50t具有将其插入并且摩擦锁定在单元内所需的柔性和回弹性。
46.用于识别插入物50t的各种元件的参考编号对应于用于识别插入物50的元件的编号。“t”已添加到图4中的相应编号以反映它们与针对插入物50所述的元件相同,不同之处在于插入物50t更厚。因此,关于插入物50的各种编号元件的先前描述也适用于图4中阐述的相应编号(t)元件。插入物50t的翼片部分53t包括将翼片72t、74t、76t、78t、80t和82t中的每一个分成第一子翼片部分和第二子翼片部分的附加狭槽。在图4中使用翼片编号后跟“a”或“b”来识别子翼片部分以识别各个子翼片部分。
47.平面声学屏障部分52(52t)的尺寸和形状将与单元的尺寸和形状相同或略微更小。优选地,相对的上边界部分62(62t)与下中央边界部分68(68t)之间的距离d(dt)将为相对的上中央壁部分38与下中央壁部分32之间的相应距离的85%至99%。插入物s(st)中将翼片彼此分开的狭槽应当在或靠近平面声学部分54(54t)的边界处终止。狭槽应在距边界54(54t)一定距离处终止,所述距离等于翼片宽度w(wt)的0至50%。优选地,狭槽应在距边界54(54t)一定距离处终止,所述距离等于翼片宽度的2%至20%。
48.翼片部分53(53t)的宽度w(wt)可以变化,取决于许多因素,包括单元尺寸聚合物膜的柔性(厚度)、翼片部分中翼片的数量和用于将声学屏障帽永久结合到单元壁的粘合剂。大约0.1英寸至0.5英寸的翼片部分宽度是合适的。优选地,翼片部分宽度w(wt)将是相对的上中央边界部分与下中央边界部分之间的距离d(dt)的5%至35%。
49.将翼片彼此分开的狭槽s(st)可以是u形的,如90和90t所示,或v形的,如92和92t所示。优选的是,上左翼片76(76t)和下左翼片82(82t)通过v形狭槽彼此分开,并且上右翼片72(72t)和下右翼片78(78t)也通过v形狭槽彼此分开。发现在这些位置的v形狭槽有效促进在蜂窝单元中膜插入物的合适折叠和摩擦锁定。
50.具有图3所示的u形狭槽和v形狭槽的组合的插入物由0.006英寸厚的无定形peek膜制成。插入物用于在hrh-327蜂窝中形成声学屏障帽,其中单元的dc为0.38英寸。对于在从500hz至2000hz和3500hz至4000hz范围内的声波频率,声学屏障帽展现出约0.8的反射系数。具有图4所示的u形狭槽和v形狭槽的组合的插入物由0.010英寸厚的无定形peek膜制成。插入物用于在hrh-327蜂窝中形成声学屏障帽,其中单元的dc为
0.38英寸。声学屏障帽展现出在从500hz下的0.8增加至在从500hz至4000hz的整个范围内的0.9的反射系数。特别优选的是较厚的插入物(0.010英寸),因为与较薄的插入物(0.006英寸)相比,它们在较宽的频率范围内提供相对高的反射系数。鉴于peek膜厚度的相对小(0.004英寸)的增加,反射系数特性的这种增加是出乎意料的。
51.插入物的翼片部分可以被穿孔以增加翼片部分的表面积,以增强与单元壁的粘合结合。穿孔提供了增加的表面积和开口,粘合剂可以进入所述开口以改善翼片部分与单元壁的结合。穿孔或孔可以机械地或使用化学品钻出。优选的是,穿孔通过激光钻出贯穿相对薄的聚合物膜的孔而制成。优选的是,在插入物形成声学屏障帽之前,对聚合物膜进行激光钻孔以提供希望数量的穿孔。此程序的一个优点是平坦的插入物表面使得在钻孔操作期间更容易将激光束聚焦在聚合物膜上。
52.图5示出了一种用于将声学屏障帽插入蜂窝单元中以形成前体结构的示例性方法,其中将声学屏障帽摩擦锁定在蜂窝单元内。图5中用于识别蜂窝结构的参考编号与图1中的相同,不同之处在于它们包括“p”以指示结构是前体结构,其中声学屏障帽尚未被永久结合到单元壁。
53.如图5所示,聚合物膜81被切割以形成适当尺寸的插入物,诸如图3所示的插入物50。适当尺寸的柱塞83用于使用柱塞83迫使插入物50到蜂窝单元中。可以使用帽折叠模头(未示出)来促进插入过程。帽折叠模头具有模头开口,所述模头开口的尺寸和形状用于在进入蜂窝单元中之前预先折叠和形成声学屏障帽。帽折叠模头的使用是优选但非必须的。有可能使用蜂窝作为模头并且通过简单地使用柱塞83迫使插入物50到单元中来形成声学屏障帽。许多蜂窝面板的边缘倾向于是相对锯齿状的,因为在制造过程中,所述面板典型地是从较大的蜂窝块上切割的。当强迫将平坦的插入物膜直接插入单元中时,这种锯齿状的蜂窝边缘倾向于捕获、撕扯和污染声学屏障帽。因此,如果蜂窝用作用于折叠和形成声学屏障帽的模头,则蜂窝边缘应尽可能光滑。
54.重要的是选择聚合物膜的尺寸、形状和柔性以及柱塞和模头(或如果不使用模头,则仅为柱塞)的尺寸/形状,使得在翼片部分与单元壁之间提供足够的摩擦接触以在随后处理前体结构期间将声学屏障帽保持在适当位置。摩擦锁定或保持的量应足以保持声学屏障帽免于从蜂窝中掉出,即使前体结构在处理过程中不经意地掉落也是如此。
55.通过改变翼片部分尺寸、翼片数量、聚合物膜厚度、聚合物膜刚度/回弹性、狭槽尺寸和狭槽形状直到达到足够的摩擦锁定水平来实现声学屏障帽与单元壁的摩擦锁定。例如,摩擦锁定倾向于随着翼片数量和/或狭槽尺寸的增加而减少。随着聚合物膜厚度、聚合物膜刚度/回弹性和翼片尺寸的增加,摩擦锁定倾向于升高。如上文针对插入物50和50t所阐述的,发现这些参数的特定组合提供了声学屏障帽在前体蜂窝结构内的充分摩擦锁定。
56.可以通过将测试砝码放置到声学屏障帽上并且确定是否存在任何导致的帽移动来测量声学屏障帽到蜂窝单元壁的摩擦锁定程度。例如,如果声学屏障帽通过以下测试,则认为其以足够的摩擦锁定力摩擦锁定到蜂窝单元壁。将测试砝码(27克)从插入物侧放置在干声学屏障帽的顶部。当干帽将支撑27克而不滑下蜂窝单元时,则摩擦锁定力是足够的。在示例性测试中,27克测试砝码是直径为0.368英寸并且长度为2.00英寸的钢棒。
57.声学屏障帽44p仅通过摩擦锁定保持在图5中的前体结构10p中的适当位置。如先前所提及,摩擦锁定必须足以将隔片帽牢固地保持在适当的位置,直到它们可以使用适当
的粘合剂永久结合。所使用的粘合剂可以是在蜂窝面板制造中使用的任何常规粘合剂。优选的粘合剂包括那些在高温(350
°
至500
°
)下稳定的那些。示例性粘合剂包括环氧树脂、丙烯酸树脂、酚醛树脂、氰基丙烯酸酯、双马来酰亚胺、聚酰胺-酰亚胺和聚酰亚胺。
58.可以使用多种已知的粘合剂施用程序将粘合剂施用到翼片部分/单元壁界面。重要的考虑因素是粘合剂应以受控方式施用。粘合剂应以最小限度施用到与单元壁的界面处的翼片部分。示例性粘合剂施用程序示出在图6中。在此示例性程序中,简单地将蜂窝12p浸渍到液体粘合剂池91中,使得只有翼片部分48p浸入粘合剂中。可以使用这种浸渍程序将粘合剂准确地施用到翼片部分/单元壁界面,条件是声学屏障帽在浸渍之前精确地摩擦锁定在相同水平。对于位于不同水平的声学屏障帽,需要多个浸渍步骤。可替代地,可以使用刷子或其他位点特定的施用技术来施用粘合剂。这些技术中的一些可以用于在插入声学屏障帽之前用粘合剂涂覆芯壁。可替代地,可以在插入芯中之前将粘合剂丝网印刷到翼片部分上。
59.图6所描绘的用于施用粘合剂的浸渍程序是优选的,因为粘合剂倾向于通过毛细作用向上芯吸到翼片部分与单元壁之间的界面中。粘合剂的这种向上芯吸填充了翼片部分与单元壁之间的任何气隙,以确保声学屏障帽提供最大的声波反射。一旦粘合剂就位,就根据已知程序将其固化或以其他方式凝固以将声学屏障帽永久结合到蜂窝单元壁。
60.根据本发明的声学结构可以用于许多种的需要噪声衰减的情况。声学结构非常适合用于与通常存在噪声衰减问题的发电装置系统结合使用。由于蜂窝是相对轻质的材料,因此本发明的声学结构非常特别适合用于飞机系统。示例性用途包括喷气发动机的机舱、大型涡轮或往复式发动机的整流罩和相关的声学结构。示例性涡扇喷气发动机在图10中以100示出。喷气发动机100包括机舱102。根据本发明的声学面板或衬里可以例如放置在位置104、106和108,以提供由喷气发动机产生的噪声的阻尼或衰减。
61.本发明的基本声学结构典型地被热成型为发动机机舱的最终形状,并且然后,用一个或多个粘合剂层将外部材料表皮或片材结合到所形成的声学结构的外边缘。这种完成的夹层面板在保持工具中固化,所述保持工具在结合过程中维持机舱的复杂形状。例如,如图7所示,将声学结构10在第二边缘16上结合到实心不透声片材或表皮80,并且透声穿孔表皮或片材82结合到第一边缘14以形成声学面板或声学衬里。实心表皮80与穿孔表皮82的结合典型地在升高的温度和压力下在结合工具上完成。通常需要结合工具以便在面板形成过程中维持所希望的声学结构形状。
62.在图8中,示例性声学面板112的一部分被示出为围绕喷气发动机或其他噪声源的机舱的一部分就位。喷气发动机或其他噪声源示意性地以110示出。声学面板112包括声学结构114、透声表皮116和实心不透声表皮118。声学屏障帽120存在于一些蜂窝单元122中以形成声学谐振器,其深度等于从透声表皮116到声学屏障帽120的平面声学部分的距离。其他蜂窝单元124不包括声学屏障帽,使得有效谐振器深度等于从透声表层116到实心表层118的距离。声学面板112是可以根据本发明通过使用声学屏障帽来减小一些蜂窝单元的深度来制造的mdof声学衬里类型的例子。
63.另一个示例性声学面板在图9中以130示出。声学面板130包括声学结构132、透声表皮134和实心不透声表皮136。声学屏障帽138和140分别位于单元142和146中,以提供具有不同深度的谐振器腔。单元148不包括声学屏障帽。其中提供了多种谐振器深度的这种类
型的mdof设计允许微调声学结构的噪声衰减特性。图9中所示的多谐振器深度配置仅旨在作为根据本发明可能的许多种可能的多水平声学屏障帽布置的例子。如本领域技术人员应理解的,不同的可能声学屏障帽放置水平和变化的数量极其大,并且可以被定制以满足特定的噪声衰减要求。
64.已经如此描述了本发明的示例性实施方案,本领域技术人员应当注意,本公开文本中的仅是示例性的,并且在本发明的范围内可以做出各种其他替代方案、改编和修改。因此,本发明不限于上述优选实施方案和实施例,而是仅由以下权利要求限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
