1.本实用新型涉及模具加工技术领域,具体是涉及多色陶瓷干压成型设备。
背景技术:
2.目前的层叠的双色、多色等撞色陶瓷一般都是两次成型,主要工艺有注塑成型或者两个不同颜色的预成型块堆叠压制成型。注射成型对陶瓷注射料的性能,特别是收缩率有较高的要求,并且其工艺、采用的设备均较为复杂,难以得到拼接缝整齐的撞色陶瓷;而采用预成型块堆叠压制成型时,会导致成型的陶瓷产品产生压痕,影响产品品质。特别地,如若预成型块采用干压成型的制造工艺,那么预成型块脱模后会发生产品膨胀、胀大等现象,导致无法采用原来的模具,需要重新定制模具进行撞色干压。而预成型块发生胀大的体积往往不尽相同,不同颜色的预成型块发生胀大的体积亦不相同。采用上述两种方法制成的多色陶瓷品质难以得到保证。
3.鉴于此,本领域亟需一种新的解决方案以解决上述的技术问题。
技术实现要素:
4.本实用新型提供一种多色陶瓷干压成型设备,以解决现有技术中存在的问题。
5.本实用新型提供一种多色陶瓷干压成型设备,包括:安装架、上压驱动件、下压驱动件、模框以及至少两个送料组件;所述上压驱动件、所述模框、所述下压驱动件安装在所述安装架上,所述模框设有沿竖直方向延伸的模穴,所述下压驱动件设于所述模穴的上方,所述上压驱动件设于所述模穴的底部,所述上压驱动件和所述下压驱动件可沿竖直方向在模穴内运动以对所述模穴内的粉料进行干压;
6.所述送料组件设于所述模框的上表面,所述送料组件包括料盒以及与所述料盒连接的送料驱动件,所述送料驱动件可驱动所述料盒靠近或远离所述模穴,所料盒的底部对应所述模穴设有送料口,所述料盒可通过所述送料口向所述模穴添加粉料。
7.优选地,所述送料组件还包括设于所述料盒的放料阀;当所述送料驱动件驱动所述料盒运动至所述模穴正上方时,所述放料阀打开,所述送料口与所述模穴连通,所述料盒可通过所述送料口向所述模穴添加粉料。
8.优选地,所述多色陶瓷干压成型设备还包括与所述送料组件一一对应设置且存储有粉料的料箱,所述料箱与所述安装架可拆卸固定连接,所述料箱通过送料管与所述料盒连通。
9.优选地,所述送料组件还包括定量阀,所述定量阀设于所述送料管与所述料盒之间,所述定量阀打开时,所述料箱与所述料盒连通。
10.优选地,所述料箱的安装高度高于所述料盒所在的高度。
11.优选地,所述料盒的底部设有与所述模框的上表面接触的刮料板。
12.优选地,所述送料驱动件为气缸。
13.优选地,所述送料组件还包括与所述料盒连接的导向杆,所述导向杆与所述送料
驱动件的驱动方向平行设置。
14.优选地,所述多色陶瓷干压成型设备还包括基座,所述安装架固定设于所述基座的顶部,所述上压驱动件设于所述基座的内部。
15.本实用新型的有益效果是:本实用新型的陶瓷干压成型设备通过在安装架上安装多个送料组件以装载不同的粉料,先后向模穴添加不同的粉料,实现多色陶瓷的一次干压成型,加工过程简单,且成品的品质高。在底层采用成本较低的粉料进行干压,在不影响成品外观和品质的前提下,节约了生产成本。
附图说明
16.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
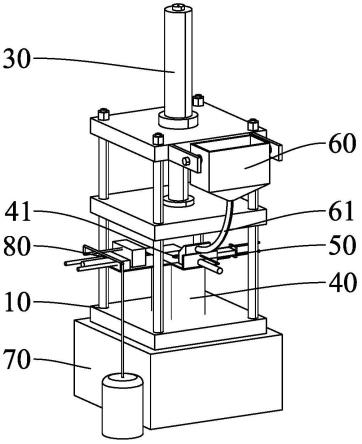
17.图1是本实用新型实施例的多色陶瓷干压成型设备的结构示意图;
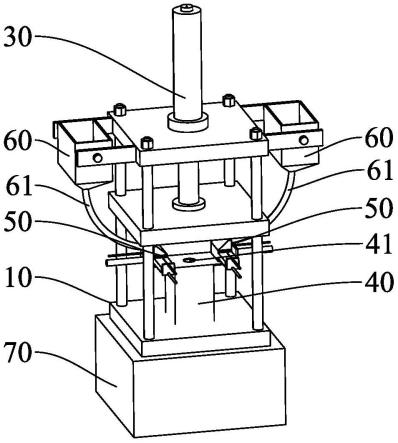
18.图2是本实用新型实施例的多色陶瓷干压成型设备去除基座后的结构示意图;
19.图3是本实用新型实施例的多色陶瓷干压成型设备的送料组件以及料箱的结构示意图。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参见图1-图3,本实用新型实施例的多色陶瓷干压成型设备用于将不同颜色的粉料干压成多色陶瓷,多色陶瓷干压成型设备包括:安装架10、上压驱动件20、下压驱动件30、模框40以及至少两个送料组件50。
22.上压驱动件20、模框40、下压驱动件30由上到下依次安装在安装架10上10。模框40设有沿竖直方向延伸的模穴41,模穴41的两端分别对应上压驱动件20和下压驱动件30。具体地,下压驱动件30设于模穴41的上方,当下压驱动件30位于上限位时,下压驱动件30与模穴41之间存在间隔。上压驱动件20设于模穴41的底部。上压驱动件20和下压驱动件30可沿竖直方向在模穴41内运动以对模穴41内的粉料进行干压。
23.在本实施例中,送料组件50设置2个。送料组件50也可以为其他数量,如3个、4个、5个等,视要成型彩色陶瓷的彩色层数确定。送料组件50设于模框40的上表面,用于向模穴41输送粉料,具体地,每个送料组件50的结构相同,其内装载的粉料不相同,例如采用粉料的颜色不同、纯度不同或成本不同等。送料组件50包括料盒51以及与料盒51连接的送料驱动件52。送料驱动件52可驱动料盒51靠近或远离模穴41。料盒51的底部对应模穴41设有送料口(未示出),料盒51可通过送料口向模穴41添加粉料。
24.本实施例的多色陶瓷干压成型设备工作流程如下:下压驱动件30位于原点,下压驱动件30位于预设位置;多个送料组件50先后向模穴41输送粉料,即送料驱动件52先后驱动对应的料盒51运动至模穴41,料盒51向模穴41添加粉料;下压驱动件30向下运动直至进入模穴41;下压驱动件30继续下降,此时上压驱动件20上升,下压驱动件30和上压驱动件20
同时加压至成品所需的压力,完成干压过程;下压驱动件30上升至原点,上压驱动件20上升将成品顶出模穴41,完成脱模;上压驱动件20下降到预设位置。需要说明的是,在每添加一次粉料后,也可以进行一次预冲压,再进行下一次加料,这样成型的成品层次界面会更加明显。
25.本实施例的多色陶瓷干压成型设备通过在安装架10上安装多个送料组件50以装载不同的粉料,先后向模穴41添加不同的粉料,实现多色陶瓷的一次干压成型,加工过程简单,且成品的品质高。在底层采用成本较低的粉料进行干压,在不影响成品外观和品质的前提下,节约了生产成本。
26.进一步地,为了更好地添加粉料,送料组件50还包括设于料盒51的放料阀53。放料阀53有两种打开和关闭两种状态,当处于打开状态时,粉料可以从送料口流出;当处于关闭状态时,粉料不能从送料口流出。具体地,当送料驱动件52驱动料盒51运动至所述模穴41正上方时,放料阀53打开,送料口与模穴41连通,料盒51通过送料口向模穴41添加粉料;加料完成后,放料阀53关闭。
27.进一步地,本实施例的多色陶瓷干压成型设备还包括与送料组件50一一对应设置的料箱60,料箱60用于存储粉料并向料盒51提供粉料,不同的料箱60存储的粉料不同。料箱60与安装架10可拆卸固定连接,料箱60通过送料管61与料盒51实现连通。具体地,料箱60的安装高度高于料盒51所在的高度,料箱60内的粉料可以在重力的作用下,经由送料管61给料盒51提供粉料。通过料箱60的设置,可以避免直接向料盒51频繁加料的问题,降低了加料的频率;同时也避免了直接向料盒51加料容易导致粉料洒落影响干压成品品质的问题。
28.更进一步地,送料组件50还包括定量阀54,定量阀54用于控制每次添加的模穴41的粉料的量都为预设量。定量阀54有打开和关闭两种状态,当处于打开状态时粉料可以从定量阀54通过,即料箱60与料盒51连通;当处于关闭状态时粉料不能从定量阀54通过,即料箱60与料盒51不连通。具体地,在本实施例中,定量阀54设于送料管61和料盒51之间,定量阀54打开时,粉料从料箱60流动至料盒51,当料盒51内的粉料到达预设量后定量阀54关闭。需要说明的是,定量阀54也可设于料箱60和送料管61之间。
29.进一步地,料盒51的底部设有与模框40的上表面接触的刮料板55。刮料板55随着料盒51运动一起运动,在运动的过程中将残留在模框40上表面的粉料清理干净;同时还可刮平模穴41的粉料,形成界面清晰的彩色陶瓷块。
30.进一步地,送料组件50还包括与料盒51连接的导向杆56,导向杆56与送料驱动件52的驱动方向平行设置,用于在送料驱动件52驱动料盒51的过程中起导向作用,使料盒51运动更平稳。在本实施例中,送料驱动件52为气缸,在其他实施例中,送料驱动件52也可以为直线电机或液压泵等。
31.进一步地,本实施例的多色陶瓷干压成型设备还包括基座70,安装架10安装在基座70的顶部,上压驱动件20设于基座70的内部。
32.以上所述仅为本实用新型的部分实施例,并非因此限制本实用新型的保护范围,凡是利用本实用新型说明书及附图内容所作的等效装置或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。