1.本发明涉及胶水技术领域,尤其是指基于环保的耐水型环氧美缝剂。
背景技术:
2.美缝剂是勾缝剂的升级产品,美缝剂的装饰性实用性明显优于彩色填缝剂,解决了瓷砖缝隙不美观和脏黑问题等。美缝剂可以在瓷砖粘接后直接填加到瓷砖缝隙中。适合2mm以上的缝隙填充,施工比普通型方便,是填缝剂的升级换代产品。美缝剂施工后具有光泽,颜色丰富自然细腻,如金色、银色、珠光色等,而白色、黑色色度明显高于白水泥、彩色填缝剂,给墙面带来更好的整体效果,因此装饰性大大强于白水泥、彩色填缝剂。并且其凝固后,表面光滑如瓷,可以和瓷砖一起擦洗,具有抗渗透防水的特性,可以做到真正的瓷砖缝隙永不变黑。美缝剂在制备后,需要通过灌胶机进行灌胶包装,胶瓶在进入灌胶机前需要使胶瓶的方向一致,传统是通过人工将胶瓶方向统一后再层叠放置在胶瓶箱内,再进行胶瓶输送灌装,灌装熔口后,又需要通过人工将胶瓶排放至包装箱内进行封盖,这种方式存在劳动强度大,效率低,且无法形成有效的自动化生产线。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种基于环保的工艺设置合理、使用效果好、生产速度快的耐水型环氧美缝剂。
4.为实现上述目的,本发明所提供的技术方案为:基于环保的耐水型环氧美缝剂,它包括a组分和b组分;
5.所述a组分包括下述质量份的原料:环氧树脂93-98份、稀释剂2-8份、消泡剂0.01-0.03份、触变剂3-9份;
6.所述b组分包括下述质量份的原料:改性脂环胺固化剂10-18份、脂肪胺10-20份、稀释剂28-38份、消泡剂0.01-0.03份、触变剂3-6份、分散剂2-5份;
7.所述a组分与b组分点质量比为1:1-1.15。
8.所述改性脂环胺的制备方法包括:
9.控制真空度为-0.1mpa,将腰果二酚、二乙烯三胺、丁二酸酐按照摩尔比为1:1.1:0.8,以hcl为催化剂、反应温度为105℃,反应时间为3h,保温1h,得到改性脂环胺。
10.所述环氧树脂为双酚a型环氧树脂、双酚f型环氧树脂或其组合。
11.所述稀释剂为苯甲醇、甲苯、二甲苯、正丁醇中的至少一种。
12.所述脂环胺固化剂为3,3-二甲基-4,4-二氨基二环己基甲烷、4,4'-二氨基二环己基甲烷、1,6-二氨基己烷、二氨基二苯甲烷、4,4
’‑
二氨基二苯醚、腰果二酚中的至少一种。
13.所述脂肪胺固化剂为聚醚胺、乙二胺、二乙烯三胺、三乙烯四胺、双马来酰亚胺、多胺中的至少一种。
14.所述触变剂为亲水型气相二氧化硅、疏水型气相二氧化硅中的至少一种。
15.所述美缝剂的制备方法包括有以下步骤:
16.1)、a组分的制备:按质量份称取原料,先将环氧树脂和稀释剂充分混合2小时,然后加入其余原料混合均匀,即得a组分:
17.2)、b组分的制备:按质量份称取原料,先将改性脂环胺固化剂、脂肪胺、稀释剂充分混合,然后加入其它原料混合均匀,即得b组分;
18.3)、将a组分、b组分分别倒入相应的灌装机;
19.4)、将预先制备好的胶瓶放入胶瓶箱内,通过胶瓶提升带带动胶瓶输送至排瓶输送带上;
20.5)、通过防叠拔杆对层叠的胶瓶进行清除;
21.6)、通过排瓶风嘴将方向正确的胶瓶吹入导瓶板,通过导瓶板带动进入灌胶机;
22.7)、方向错误的胶瓶由返瓶输送板返回至胶瓶箱,进行循环输送;
23.8)、灌胶机对进入的胶瓶进行灌胶,灌胶完成后通过封口,封口后的胶瓶由成胶输送带带动行至成胶挡板处;
24.9)、通过成胶推送气缸将胶瓶推送至托瓶组件上;
25.10)、通过转轮板带动托瓶组件将胶瓶层叠至托瓶滑板上进行层叠;
26.11)、通过机械手将层叠好的胶瓶抓取放入包装箱,即成。
27.本发明在采用上述方案后,采用环氧树脂、稀释剂等制成a组份流体基质,然后再采用改性脂肪胺、脂环胺固化剂、触变剂等制成b组份环保基质,通过流体基质和环保基质反应形成环保型的美缝剂,采用改性脂肪胺和环氧树脂配合,其环保性好,使用后耐潮湿性好,使用寿命长,同时在通过自动化的灌装系统,使胶水在灌装时可以实现快速灌装生产,通过外部系统控制有效实现智能自动化生产,其工艺设置合理,使用效果好,生产速度快。
附图说明
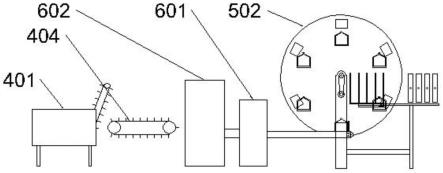
28.图1为本发明的整体结构示意图。
29.图2为本发明的返瓶单元结构示意图。
30.图3为本发明的托瓶单元结构示意图。
31.图4为本发明的成胶推送单元结构示意图。
32.图5为本发明的托瓶组件结构示意图。
具体实施方式
33.下面结合所有附图对本发明作进一步说明,本发明的较佳实施例为:参见附图1至附图5,本实施例所述的基于环保的耐水型环氧美缝剂包括a组分和b组分;
34.所述a组分包括下述质量份的原料:环氧树脂93-98份、稀释剂2-8份、消泡剂0.01-0.03份、触变剂3-9份;
35.所述b组分包括下述质量份的原料:改性脂环胺固化剂10-18份、脂肪胺10-20份、稀释剂28-38份、消泡剂0.01-0.03份、触变剂3-6份、分散剂2-5份;
36.所述a组分与b组分点质量比为1:1-1.15。
37.所述改性脂环胺的制备方法包括:
38.控制真空度为-0.1mpa,将腰果二酚、二乙烯三胺、丁二酸酐按照摩尔比为1:1.1:0.8,以hcl为催化剂、反应温度为105℃,反应时间为3h,保温1h,得到改性脂环胺。
39.所述环氧树脂为双酚a型环氧树脂、双酚f型环氧树脂或其组合。
40.所述稀释剂为苯甲醇、甲苯、二甲苯、正丁醇中的至少一种。
41.所述脂环胺固化剂为3,3-二甲基-4,4-二氨基二环己基甲烷、4,4'-二氨基二环己基甲烷、1,6-二氨基己烷、二氨基二苯甲烷、4,4
’‑
二氨基二苯醚、腰果二酚中的至少一种。
42.所述脂肪胺固化剂为聚醚胺、乙二胺、二乙烯三胺、三乙烯四胺、双马来酰亚胺、多胺中的至少一种。
43.所述触变剂为亲水型气相二氧化硅、疏水型气相二氧化硅中的至少一种。
44.所述美缝剂的制备方法包括有以下步骤:
45.1)、a组分的制备:按质量份称取原料,先将环氧树脂和稀释剂充分混合2小时,然后加入其余原料混合均匀,即得a组分:
46.2)、b组分的制备:按质量份称取原料,先将改性脂环胺固化剂、脂肪胺、稀释剂充分混合,然后加入其它原料混合均匀,即得b组分;
47.3)、将a组分、b组分分别倒入相应的灌装机;
48.4)、将预先制备好的胶瓶放入胶瓶箱内,通过胶瓶提升带带动胶瓶输送至排瓶输送带上;
49.5)、通过防叠拔杆对层叠的胶瓶进行清除;
50.6)、通过排瓶风嘴将方向正确的胶瓶吹入导瓶板,通过导瓶板带动进入灌胶机;
51.7)、方向错误的胶瓶由返瓶输送板返回至胶瓶箱,进行循环输送;
52.8)、灌胶机对进入的胶瓶进行灌胶,灌胶完成后通过封口,封口后的胶瓶由成胶输送带带动行至成胶挡板处;
53.9)、通过成胶推送气缸将胶瓶推送至托瓶组件上;
54.10)、通过转轮板带动托瓶组件将胶瓶层叠至托瓶滑板上进行层叠;
55.11)、通过机械手将层叠好的胶瓶抓取放入包装箱,即成。
56.上述美缝剂的制备系统包括有胶瓶箱401,胶瓶箱401底部设有倾斜的导瓶面,导瓶面较低一端的胶瓶箱401内设有胶瓶提升带402,胶瓶提升带402输出端设有胶瓶分选组件,胶瓶分选组件输出端设有导瓶板407,导瓶板407出口与灌装机602连接,灌装机602出口处连接有封口机601,封口机601出口处设有成胶输送带508,成胶输送带508输出端其中一侧设有托瓶单元,另一侧设有成胶推送单元;托瓶单元输出方向设有装箱单元。
57.成胶推送单元包括有成胶推送气缸511,成胶推送气缸511安装在成胶输送带508输出端一侧,成胶推送气缸511的活塞杆上安装有胶瓶推送板512,胶瓶推送板512正对推瓶槽507方向,成胶输送带508输出端端部竖直固定有成胶挡板513。
58.装箱单元包括有安装在托箱架516上方的送箱导轨514,送箱导轨514上活动安装有送箱滑座515,送箱滑座515由相应的送箱电机带动运转,送箱滑座515上安装有竖直向下的送箱气缸517,送箱气缸517底部安装有吸箱板,吸箱板底部安装有吸箱气嘴518,托箱架516顶部安装有托箱辊519,托箱辊519由相应的托辊电机带动运转,托箱架516输入端的托箱辊519间隙处安装有箱底气嘴520,正对托箱架516的托瓶轨道503另一端竖直安装有推瓶固定板521,推瓶固定板521上呈水平安装有装箱气缸522,装箱气缸522的活塞杆上安装有推瓶同步板,推瓶同步板上连接有若干条推瓶支杆523,推瓶支杆523上安装有装箱推板524,装箱推板524正对托箱架516;托箱架516的输出端倾斜安装有翻箱导板526,翻箱导板
526较低一端底部安装有封箱架525。
59.托瓶单元包括有安装在动力架501上的两块转轮板502,两块转轮板502中心之间通过同步轴连接,两块转轮板502相对一侧设有数量大于4组的托瓶组件,托瓶组件以同步轴为中心呈环形均匀分布在两块转轮板502之间;转轮板502上设有贯穿的推瓶槽507,成胶输送带508位于推瓶槽507外侧,托瓶组件包括有托瓶铰杆509、托瓶板510,其中,托瓶铰杆509为两条,托瓶铰杆509呈n形,其n形顶部通过铰杆销与相应的转轮板502铰接,托瓶铰杆509的两条侧壁自然垂吊,两条托瓶铰杆的垂吊端相对折弯形成托板铰块,托瓶滑板504的宽度小于两个托板铰块之间的距离,托板铰块顶部活动铰接有托瓶板510,托瓶板510其中一端的端部两侧与托板铰块顶部铰接,托瓶板510另一端悬空,两块托瓶板510的悬空端之间形成托瓶区;转轮板502输出方向的动力架501上固定有两条托瓶轨道503,两条托瓶轨道503其中一端伸至两块转轮板502下部之间,托瓶轨道503上活动安装有托瓶滑板504,托瓶轨道503其中一端安装有推板气缸505,推板气缸505的活塞杆与托瓶滑板504底部连接,托瓶滑板504顶部竖直插装有数量大于2的限位隔板506,相邻限位隔板506之间预留有胶瓶层叠区。
60.胶瓶分选组件包括有排瓶输送带404、排瓶挡板405,其中,胶瓶提升带402其中一端位于胶瓶箱401内,胶瓶提升带402另一端倾斜向上伸出胶瓶箱401形成输出端,胶瓶提升带402承托面上均匀分布有提瓶导板419;胶瓶提升带402输出端一侧设有出瓶风嘴403,胶瓶提升带402输出端另一侧设有排瓶输送带404,排瓶输送带404输入端外侧设有排瓶挡板405,排瓶输送带404的承托面上设有若干块竖直分隔板408,相邻竖直分隔板408之间形成胶瓶分隔区,排瓶输送带404输出端一侧设有排瓶风嘴406,正对排瓶风嘴406的排瓶输送带404另一侧设有导瓶板407,排瓶输送带404下方设有返瓶单元。
61.返瓶单元包括有返瓶输送板412、返瓶振动器413,其中,机架414上部设有横梁,横梁上竖直固定有返瓶导柱415,返瓶输送板412外侧设有导柱导块416,导柱导块416上设有上下贯穿的返瓶导孔,返瓶导孔与返瓶导柱415套合,返瓶导柱415上套装有输送板弹簧417,输送板弹簧417底部与横梁抵触,输送板弹簧417顶部与导柱导块416底部抵触,返瓶输送板412底部安装有返瓶振动器413,安装后的返瓶输送板412倾斜10-35
°
,返瓶输送板412较高一端位于排瓶输送带404输出端下方,返瓶输送板412较低一端与胶瓶箱401上部的返瓶口418连接,胶瓶提升带402输出端下方倾斜安装有第一返瓶导板411,第一返瓶导板411较低一端位于返瓶输送板412上方。
62.竖直分隔板408上方设有防叠拔杆409,防叠拔杆409其中一端与排瓶挡板405顶部连接,另一端沿水平方向倾斜30-45
°
,其倾斜端下方设有第二返瓶导板410,第二返瓶导板410较低一端位于第一返瓶导板411上方,防叠拔杆409底部与排瓶输送带404承托面之间形成胶瓶单层输送通道。
63.采用上述方案后,胶瓶堆放在胶瓶箱内,在导瓶面的作用下,胶瓶向胶瓶提升带下部靠拢,胶瓶提升带动作带动提瓶导板动作,胶瓶箱内其中一部分胶瓶由提瓶导板承托,提瓶导板上升时带动胶瓶随同上升;
64.出瓶风嘴由外部风机供风,带有胶瓶的提瓶导板上升到出瓶风嘴位置时,出瓶风嘴将胶瓶吹向排瓶输送带方向,最终使胶瓶滑动至排瓶输送带上,未吹落的胶瓶在胶瓶提升带运转时从胶瓶提升带输出端落至第一返瓶导板上;
65.胶瓶行至排瓶输送带上后落至胶瓶分隔区内,由排瓶输送带带动向后输送,当发生胶瓶层叠时,上层的胶瓶被防叠拔杆阻挡,在防叠拔杆的导向作用下,胶瓶落至第二返瓶导板上;
66.单层的胶瓶由排瓶输送带带动顺利穿过防叠拔杆上方向后输送,排瓶风嘴由外部风机供风吹向胶瓶分隔区,当胶瓶分隔区内的胶瓶瓶底位于排瓶风嘴方向时,排瓶风嘴的风力在瓶底较大阻力的作用下推动胶瓶,使胶瓶从排瓶输送带上吹风落至导瓶板上,通过导瓶板带动进入灌胶机;
67.当胶瓶分隔区内的胶瓶瓶尖位于排瓶风嘴方向时,由于瓶尖的受风面较小,排瓶风嘴的风力无法吹动胶瓶,胶瓶由排瓶输送带输出端落至返瓶输送板上,同时第二返瓶导板、第一返瓶导板上的胶瓶最终落至返瓶输送板上,返瓶输送板在返瓶振动器的作用下由返瓶口返回胶瓶箱;
68.灌胶机对进入的胶瓶进行灌胶,灌胶完成后通过封口机封口,封口机、灌装机等均采用市面常规设备,封口后的胶瓶落至成胶输送带上,通过成胶输送带承托向后输送;
69.当行至成胶输送带输出端时被成胶挡板阻挡,动力架上安装有转轮板电机,转轮板电机按常规方式带动同步轴转动,同步轴同步带动两块转轮板转动,当转轮板的推瓶槽行至成胶输送带处时(其中一个推瓶槽位于转轮板最下方位置);
70.成胶推送气缸的活塞杆伸出,带动胶瓶推送板将成胶输送带输出端的胶瓶(与成胶挡板接触的胶瓶),推向推瓶槽,使胶瓶穿过推瓶槽和托瓶铰杆的n形槽后行至托瓶板上;
71.托瓶板在托板铰块的限位作用下不会向下旋转,原始状态呈水平状态,两块托瓶板的悬空端之间形成托瓶区;胶瓶由两块托瓶板共同承托,转轮板继续转动,当带有胶瓶的托瓶组件行至转轮板的输出方向时(胶瓶层叠区上方),胶瓶进入胶瓶层叠区,转轮板继续运行带动托瓶组件下行(胶瓶层叠区下方);
72.胶瓶在限位隔板的作用下两侧被限位,托瓶板继续下行时,托瓶板底部会与托瓶滑板(或与下层的胶瓶)接触,托瓶板的悬空端会向上旋转,托瓶板的悬空端向上会顶起胶瓶(使胶瓶呈水平状态),防止胶瓶侧倾,当托瓶板的悬空端向下经过限位隔板后,托瓶板上的胶瓶即由托瓶滑板(或下层的胶瓶)承托,完成胶瓶层叠;
73.当其中一个胶瓶层叠区的胶瓶层叠满之后,推板气缸带动托瓶滑板行走一个工位,继续进行层叠,层叠满的胶瓶层叠区通过外部机械手一次性抓出进行装箱,本系统由外部控制系统控制,可以有效实现美缝剂的自动化生产。
74.以上所述之实施例只为本发明之较佳实施例,并非以此限制本发明的实施范围,故凡依本发明之形状、原理所作的变化,均应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。