1.本发明涉及发动机叶盘几何造型技术领域,具体涉及一种整体叶盘叶片曲面重构的方法。
背景技术:
2.整体叶盘是航空发动机的核心部件,其造型质量和成形精度直接影响发动机的服役性能。由于整体叶盘结构复杂,叶片型面为空间自由曲面,因此采用五轴数控铣削的方式进行加工,从零件毛坯到整体叶盘最终成形需要经过通道开槽、半精加工和精加工等一系列工序。
3.复杂扭曲的叶片是影响整体叶盘气动性能的关键部件,对叶片进行曲面重构是cam(computer aided manufacturing,计算机辅助制造)的前提,曲面重构效率和精度直接影响最终零件的加工效率和精度。
4.现有的叶片曲面构造方法一般根据叶片的叶型数据构造一张完整曲面,很难自动划分出叶片的前、后缘区域,这不利于后续进行分区域的半精加工,影响加工效率。
5.此外,整体叶盘叶片的精加工采用环绕铣削的方式来保证型面质量,由于叶片缘头附近曲率变化极大,受到数控机床跟踪性能的影响,机床在加工叶片缘头处会进行适当减速来减少联动误差,因此按照理论叶型进行数控加工,可能会在缘头处产生一定的过切。
技术实现要素:
6.本发明的目的在于避免现有技术的不足提供一种根据发动机或燃气轮机叶盘叶身数据进行区域划分,考虑缘头补偿对各区域进行叶盘叶片的曲面重构和整体叶盘叶片半精加工时分区域加工对效率的影响,以及精加工时叶型扭曲度对叶盘多轴数控加工精度产生的影响,在保证叶型重构效率的同时,有利于在缩短加工周期,提高零件最终成形精度的基于缘头补偿的整体叶盘叶片曲面重构方法。
7.为实现上述目的,本发明采取的技术方案为:一种基于缘头补偿的整体叶盘叶片曲面重构方法,包括以下步骤:
8.步骤1:根据整体叶盘叶片的截面数据点,进行nurbs曲线拟合,得到所述叶片的n条闭合叶身截面曲线;
9.步骤2:根据所述的闭合叶身截面曲线,迭代计算出中弧线特征点从而拟合得到所述闭合叶身截面曲线的拟合中弧线;
10.步骤3:沿着所述拟合中弧线的端点切矢方向作直线,所述直线与所述闭合叶身截面曲线求交,得到所述闭合叶身截面曲线的前缘尖点和后缘尖点;
11.步骤4:设置所述闭合叶身截面曲线的前缘区域和后缘区域半径,并分别以所述前缘尖点和后缘尖点为圆心,在闭合叶身截面曲线所在平面内作圆,所述圆与闭合叶身截面曲线的前缘区域和后缘区域的交点将所述的闭合叶身截面曲线分割为四条曲线,分别是前缘曲线、后缘曲线、叶盆曲线、叶背曲线;
12.步骤5:根据所述闭合叶身截面曲线的缘头加工公差,将所述的前缘曲线和后缘曲线进行平移、偏置得到前缘缘头补偿曲线和后缘缘头补偿曲线,将所述的叶盆曲线和叶背曲线分别与缘头补偿曲线进行桥接后再连结得到叶盆补偿曲线和叶背补偿曲线;
13.步骤6:分别将步骤5得到前缘缘头补偿曲线、后缘缘头补偿曲线、叶盆补偿曲线及叶背补偿曲线通过曲线组拟合nurbs曲面,得到所述叶片的四个区域曲面,分别为前缘曲面、后缘曲面、叶盆曲面、叶背曲面;
14.步骤7:指定轮毂曲面和围带曲面,并将轮毂曲面和围带曲面作为上、下裁剪边界,并将所述叶片的前缘曲面、后缘曲面、叶盆曲面、叶背曲面按照边界进行裁剪,并对裁剪后的区域曲面分别进行曲面重新参数化,得到实际加工的需要的叶片前缘曲面、后缘曲面、叶盆曲面及叶背曲面。
15.进一步的,所述步骤2中所述中弧线特征点和中弧线的计算方法为:
16.步骤21:根据闭合叶身截面曲线c=c(t),将其按照等弦高差的方式进行离散,得到离散点c(ti)(i=1,l,k),根据曲线上任一一点的曲率半径,运用公式(1)计算所述闭合叶身截面曲线上所有点的曲率半径ρ:
[0017][0018]
并获取所述离散点c(ti)(i=1,l,k)中曲率半径最大的点c(tm);
[0019]
步骤22:计算所述离散点c(ti)对应的中弧线特征点pi,根据中弧线上点的几何关系式(2):
[0020][0021]
其中n为离散点c(ti)在闭合叶身截面曲线上的单位主法式,单位主法式指向闭合叶身截面曲线内侧,d为所述闭合叶身截面曲线截面厚度值,由此建立方程:
[0022]
f(ξ,d)=|c(ξ)-c(ti) d
·
(n(ξ)-n(ti))|2ꢀꢀꢀꢀ
(3)
[0023]
采用阻尼牛顿法进行最小值搜索,其中参数的取值范围为ξ∈(t
i 1
,1)∪(0,t
i-1
),d∈(0,∞),直到搜索到满足条件f(ξ,d)=0的参数(ξi,di)停止,然后根据所述的中弧线上点的几何关系式(2)计算中弧线特征点pi;
[0024]
步骤23:以点c(tm)作为首点,根据步骤22迭代计算所述首点c(tm)对应的中弧线特征点pm,然后将编号m递增,计算中弧线特征点p
m 1
,重复递增操作,当按照所述公式(3)无解时,所述的离散点c(ti)接近缘头,停止递增操作,再将编号m递减做同上操作,将所有中弧线特征点pi(i=m-n1,l m,l,m n2)按照点位顺序进行nurbs曲线拟合,得到拟合中弧线c
γ
。
[0025]
进一步的,所述步骤3具体为:
[0026]
访问所述拟合中弧线c
γ
端点c
γ0
处的单位切矢τ0,以c
γ0
和c
γ0
对应的中弧线特征点p0两点创建直线l,其中:
[0027]
p0=c
γ0
2d
·
τ0[0028]
式中d为c
γ0
端点处的截面厚度值,求取直线l与叶身截面曲线c的交点得到两个缘头尖点,两个缘头尖点中曲率半径ρ较大的为后缘尖点c
t
,较小的为前缘尖点c
l
。
[0029]
进一步的,所述步骤4中闭合叶身截面曲线分割的步骤为:
[0030]
设置所述闭合叶身截面曲线的前缘区域半径r
l
和后缘区域半径r
t
,在截面曲线c所在的平面内,分别以前缘尖点c
l
和后缘尖点c
t
为圆心,以所述前缘区域半径r
l
和后缘区域半径r
t
为半径创建圆o
l
和圆o
t
,并将圆o
l
和圆o
t
与截面曲线c求交点,得到c
l1
、c
l2
、c
t1
、c
t2
四个点,将封闭曲线c按照这四个点进行分割,得到四条分割曲线:前缘曲线、后缘曲线、叶盆曲线、叶背曲线。
[0031]
进一步的,所述步骤5中所述缘头补偿曲线的具体计算步骤为:
[0032]
将所述闭合叶身截面曲线的缘头加工公差记为
±
δ,并将所述的前缘曲线和后缘曲线沿着拟合中弧线c
γ
的端点切矢τ向外平移δ/3~δ/2,然后在所述闭合叶身截面曲线所在的平面内,将平移后的前缘曲线和后缘曲线向外进行曲线偏置,偏置量为δ/6~δ/5,得到所述的前缘缘头补偿曲线和后缘缘头补偿曲线;最后将所述叶盆曲线和叶背曲线的首尾两端分别缩短2δ~3δ,并分别与所述的前缘曲线和后缘曲线进行桥接,将桥接段曲线再与叶盆曲线和叶背曲线分别进行连结,得到叶盆补偿曲线和叶背补偿曲线。
[0033]
进一步的,所述步骤7的具体方法步骤为:
[0034]
步骤71:指定轮毂曲面s
hub
和围带曲面s
shr
,作为裁剪边界,将所述叶片的四个区域曲面按照边界进行裁剪;
[0035]
步骤72:在所述的前缘曲面s
le
,在s
le
上均匀提取n条等u参数线,n为所有截面中位于前缘曲线上离散点数量的最大值:
[0036][0037]
其中为第k个截面层中离散点位于前缘曲线上的数量,参数线重新拟合成nurbs曲面,得到最终实际加工的前缘曲面;重复曲面重新参数化步骤,进而得到实际加工的后缘曲面、叶盆曲面和叶背曲面。
[0038]
本发明的有益效果是:本发明的采用了高效的阻尼牛顿迭代算法,精准的计算了叶型截面的中弧线,并按照中弧线对叶型曲面进行划分、缘头补偿和曲面重构,该方法一方面提升了整体叶盘的叶片划分效率,便于半精加工时进行高效的分区域铣削,另一方面可以根据叶片缘头型面趋势对缘头进行重构,进一步补偿缘头处机床减速带来的加工误差。
附图说明
[0039]
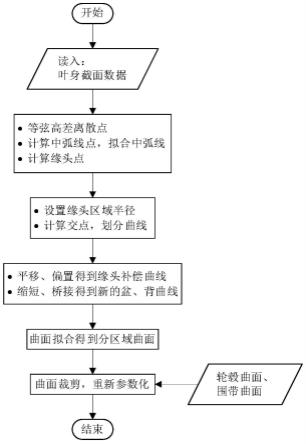
图1为本发明的总体流程图;
[0040]
图2为发动机叶盘结构示意图;
[0041]
图3为叶片叶身截面曲线和离散点示意图;
[0042]
图4为本发明步骤2拟合中弧线的原理图;
[0043]
图5为本发明步骤3和步骤4的步骤原理图;
[0044]
图6为缘头补偿前后曲面结构示意图。
具体实施方式
[0045]
以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
[0046]
为了实现上述目的,本发明提供一下具体实施方式:
[0047]
实施例1:如图1-6所示,一种基于缘头补偿的整体叶盘叶片曲面重构方法,包括以下步骤:
[0048]
步骤1:根据整体叶盘叶片的截面数据点,进行nurbs曲线拟合,得到所述叶片的n条闭合叶身截面曲线;
[0049]
步骤2:根据所述的闭合叶身截面曲线,迭代计算出中弧线特征点从而拟合得到所述闭合叶身截面曲线的拟合中弧线,所述中弧线特征点和中弧线的计算方法为:
[0050]
步骤21:根据闭合叶身截面曲线c=c(t),将其按照等弦高差的方式进行离散,得到离散点c(ti)(i=1,l,k),根据曲线上任一一点的曲率半径,运用公式(1)计算所述闭合叶身截面曲线上所有点的曲率半径ρ:
[0051][0052]
并获取所述离散点c(ti)(i=1,l,k)中曲率半径最大的点c(tm);
[0053]
步骤22:计算所述离散点c(ti)对应的中弧线特征点pi,根据中弧线上点的几何关系式(2):
[0054][0055]
其中n为离散点c(ti)在闭合叶身截面曲线上的单位主法式,单位主法式指向闭合叶身截面曲线内侧,d为所述闭合叶身截面曲线截面厚度值,由此建立方程:
[0056]
f(ξ,d)=|c(ξ)-c(ti) d
·
(n(ξ)-n(ti))|2ꢀꢀꢀꢀ
(3)
[0057]
采用阻尼牛顿法进行最小值搜索,其中参数的取值范围为ξ∈(t
i 1
,1)∪(0,t
i-1
),d∈(0,∞),直到搜索到满足条件f(ξ,d)=0的参数(ξi,di)停止,然后根据所述的中弧线上点的几何关系式(2)计算中弧线特征点pi;
[0058]
步骤23:以点c(tm)作为首点,根据步骤22迭代计算所述首点c(tm)对应的中弧线特征点pm,然后将编号m递增,计算中弧线特征点p
m 1
,重复递增操作,当按照所述公式(3)无解时,所述的离散点c(ti)接近缘头,停止递增操作,再将编号m递减做同上操作,将所有中弧线特征点pi(i=m-n1,l m,l,m n2)按照点位顺序进行nurbs曲线拟合,得到拟合中弧线c
γ
。
[0059]
步骤3:沿着所述拟合中弧线的端点切矢方向作直线,所述直线与所述闭合叶身截面曲线求交,得到所述闭合叶身截面曲线的前缘尖点和后缘尖点,具体步骤为:
[0060]
访问所述拟合中弧线c
γ
端点c
γ0
处的单位切矢τ0,以c
γ0
和c
γ0
对应的中弧线特征点p0两点创建直线l,其中:
[0061]
p0=c
γ0
2d
·
τ0[0062]
式中d为c
γ0
端点处的截面厚度值,求取直线l与叶身截面曲线c的交点得到两个缘头尖点,两个缘头尖点中曲率半径ρ较大的为后缘尖点c
t
,较小的为前缘尖点c
l
。
[0063]
步骤4:设置所述闭合叶身截面曲线的前缘区域和后缘区域半径,并分别以所述前缘尖点和后缘尖点为圆心,在闭合叶身截面曲线所在平面内作圆,所述圆与闭合叶身截面曲线的前缘区域和后缘区域的交点将所述的闭合叶身截面曲线分割为四条曲线,分别是前缘曲线、后缘曲线、叶盆曲线、叶背曲线;所述闭合叶身截面曲线分割的步骤为:
[0064]
设置所述闭合叶身截面曲线的前缘区域半径r
l
和后缘区域半径r
t
,在截面曲线c所
在的平面内,分别以前缘尖点c
l
和后缘尖点c
t
为圆心,以所述前缘区域半径r
l
和后缘区域半径r
t
为半径创建圆o
l
和圆o
t
,并将圆o
l
和圆o
t
与截面曲线c求交点,得到c
l1
、c
l2
、c
t1
、c
t2
四个点,将封闭曲线c按照这四个点进行分割,得到四条分割曲线:前缘曲线、后缘曲线、叶盆曲线、叶背曲线。
[0065]
步骤5:根据所述闭合叶身截面曲线的缘头加工公差,将所述的前缘曲线和后缘曲线进行平移、偏置得到前缘缘头补偿曲线和后缘缘头补偿曲线,将所述的叶盆曲线和叶背曲线分别与缘头补偿曲线进行桥接后再连结得到叶盆补偿曲线和叶背补偿曲线;所述缘头补偿曲线的具体计算步骤为:
[0066]
将所述闭合叶身截面曲线的缘头加工公差记为
±
δ,并将所述的前缘曲线和后缘曲线沿着拟合中弧线c
γ
的端点切矢τ向外平移δ/3~δ/2,然后在所述闭合叶身截面曲线所在的平面内,将平移后的前缘曲线和后缘曲线向外进行曲线偏置,偏置量为δ/6~δ/5,得到所述的前缘缘头补偿曲线和后缘缘头补偿曲线;最后将所述叶盆曲线和叶背曲线的首尾两端分别缩短2δ~3δ,并分别与所述的前缘曲线和后缘曲线进行桥接,将桥接段曲线再与叶盆曲线和叶背曲线分别进行连结,得到叶盆补偿曲线和叶背补偿曲线。
[0067]
步骤6:分别将步骤5得到前缘缘头补偿曲线、后缘缘头补偿曲线、叶盆补偿曲线及叶背补偿曲线通过曲线组拟合nurbs曲面,得到所述叶片的四个区域曲面,分别为前缘曲面、后缘曲面、叶盆曲面、叶背曲面;
[0068]
步骤7:指定轮毂曲面和围带曲面,并将轮毂曲面和围带曲面作为上、下裁剪边界,并将所述叶片的前缘曲面、后缘曲面、叶盆曲面、叶背曲面按照边界进行裁剪,并对裁剪后的区域曲面分别进行曲面重新参数化,得到实际加工的需要的叶片前缘曲面、后缘曲面、叶盆曲面及叶背曲面;其具体方法步骤为:
[0069]
步骤71:指定轮毂曲面s
hub
和围带曲面s
shr
,作为裁剪边界,将所述叶片的四个区域曲面按照边界进行裁剪;
[0070]
步骤72:在所述的前缘曲面s
le
,在s
le
上均匀提取n条等u参数线,n为所有截面中位于前缘曲线上离散点数量的最大值:
[0071][0072]
其中为第k个截面层中离散点位于前缘曲线上的数量,参数线重新拟合成nurbs曲面,得到最终实际加工的前缘曲面;重复曲面重新参数化步骤,进而得到实际加工的后缘曲面、叶盆曲面和叶背曲面。
[0073]
所述的基于缘头补偿的整体叶盘叶片曲面重构方法,由于得到了考虑缘头补偿的用于实际加工的后缘曲面、叶盆曲面和叶背曲面,为后续加工过程中提升了整体叶盘的叶片划分效率,使半精加工时分区域铣削更高效,同时可以在加工是有效补偿缘头处机床减速带来的加工误差,提高加工效率的同时确保了加工的精度。
[0074]
本发明方法可通用于常规航空发动机和燃汽轮机的基于缘头补偿的整体叶盘叶片曲面重构方法,整个步骤可以在多种制图软件中进行,本发明流程如图1所示,包括以下步骤:
[0075]
s1)导入整体叶盘叶片叶身截面数据,根据截面数据点,进行nurbs曲线拟合,得到n条闭合的叶身截面曲线。
[0076]
s2)基于叶身截面曲线,迭代计算截面曲线的中弧线特征点,将中弧线特征点拟合成中弧线,具体步骤如下:
[0077]
s21)对于叶身截面曲线c=c(t),将其按照等弦高差的方式进行离散,得到一组离散点c(ti)(i=1,l,k),如图3所示。根据曲线上一点的曲率半径:
[0078][0079]
计算所有离散点的曲率半径ρ,并获取点组c(ti)中曲率半径最大的点c(tm)。
[0080]
计算离散点c(ti)对应的中弧线特征点pi。如图4左下所示,根据中弧线特征点的几何关系:
[0081][0082]
其中n为点c(ti)在截面曲线上的单位主法式(指向内侧),d为截面厚度值,由此建立方程:
[0083]
f(ξ,d)=|c(ξ)-c(ti) d
·
(n(ξ)-n(ti))|2ꢀꢀꢀ
(1-3)
[0084]
采用阻尼牛顿法进行最小值搜索,其中参数的取值范围为ξ∈(t
i 1
,1)∪(0,t
i-1
),d∈(0,∞)。设置迭代精度δ和最大迭代次数k
max
,当迭代次数k<k
max
时满足f(ξ,d)<δ,则认为搜索到了满足条件f(ξ,d)=0的参数(ξi,di),迭代停止,然后根据式(1-2)计算中弧线特征点pi。
[0085]
s23)按照步骤s22)中所述的方法,将点c(tm)作为首点,计算中弧线特征点pm,绕后将编号m递增,得到中弧线特征点p
m 1
,重复递增操作,当迭代次数k>k
max
时,式(1-3)无解,此时c(ti)接近缘头,停止递增操作。再将编号m进行递减,做同上操作。将所有中弧线特征点pi(i=m-n1,l m,l,m n2)按照点位顺序进行nurbs曲线拟合,得到中弧线c
γ
。
[0086]
s3)计算前缘尖点和后缘尖点,如图4右上所示,访问中弧线c
γ
端点c
γ0
处的单位切矢τ0,通过c
γ0
和p0两点创建直线l,其中:
[0087]
p0=c
γ0
2d
·
τ0ꢀꢀꢀ
(1-4)
[0088]
其中d为该端点处的截面厚度值。求直线l与截面曲线c的交点得到缘头尖点,另一缘头尖点同理,两缘头尖点中曲率半径ρ较大的为后缘尖点c
t
,较小的为前缘尖点c
l
。
[0089]
s4)将封闭的截面进行曲线分割:设置前缘区域半径r
l
和后缘区域半径r
t
,在截面曲线c所在的平面内,分别以前缘尖点c
l
和后缘尖点c
t
为圆心,以前缘区域半径r
l
和后缘区域半径r
t
为半径创建圆o
l
和圆o
t
,并将圆o
l
和圆o
t
与截面曲线c求交点,得到c
l1
、c
l2
、c
t1
、c
t2
四个点,将封闭曲线c按照这四个点进行分割,得到四条曲线:前缘曲线、后缘曲线、叶盆曲线、叶背曲线。
[0090]
s5)构造缘头补偿曲线,如图5所示,若缘头的加工公差记为
±
δ,将缘头曲线先沿着中弧线端点切矢τ向外平移δ/3,然后将平移后的缘头曲线向外进行平面曲线偏置,偏置量为δ/6,得到新的前缘和后缘缘头补偿曲线。最后将叶盆、叶背曲线的首尾两端分别缩短2δ,并分别与缘头曲线进行桥接,将桥接段曲线与叶盆、叶背曲线进行连结,得到新的叶盆曲线和叶背曲线。
[0091]
s6)分别将四组新的曲线通过曲线组拟合nurbs曲面,初步得到叶片的分区域曲
面:前缘曲面s
le
、后缘曲面s
te
、叶盆曲面s
suc
、叶背曲面s
pre
,如图2所示。
[0092]
s7)构造参数完整的四个区域曲面,具体步骤如下:
[0093]
s71)指定轮毂曲面s
hub
和围带曲面s
shr
,并作为裁剪边界,将分区域曲面按照边界进行裁剪。
[0094]
s72)对裁剪后的分区域曲面进行重新参数化。如图6所示,对于前缘曲面s
le
,在s
le
上均匀提取n条等u参数线,n为所有截面中位于前缘曲线上离散点数量的最大值:
[0095][0096]
其中为第k个截面层中离散点位于前缘曲线上的数量。
[0097]
将参数线重新拟合成nurbs曲面,得到最终前缘曲面,重复以上操作可以得到后缘曲面、叶盆曲面和叶背曲面,即为实际加工的后缘曲面、叶盆曲面和叶背曲面。
[0098]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。