技术特征:
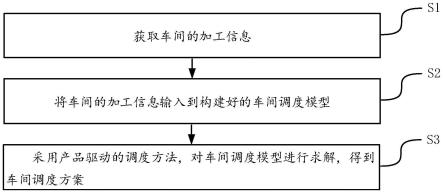
1.一种求解大规模定制下混线生产调度问题的方法,其特征在于,所述方法包括:s1、获取车间的加工信息;所述加工信息包括车间可生产的产品信息、待调度的销售订单信息、待调度的标准件信息以及提前和拖期单位时间成本;其中,所述车间可生产的产品信息包括产品的单位组装时间、产品的组装机器、组装产品的定制件种类数以及组装产品的各定制件的工艺信息;所述待调度的销售订单信息包括订单内的产品种类及数量以及订单交货期;所述待调度的标准件信息包括待调度的标准件的生产数量和工艺信息;所述提前和拖期单位时间成本包括待调度的销售订单的提前单位时间成本和拖期单位时间成本;s2、将所述车间的加工信息输入到构建好的车间调度模型;s3、采用产品驱动的调度方法,对所述车间调度模型进行求解,得到车间调度方案。2.根据权利要求1所述的方法,其特征在于,所述s2中的车间调度模型的构建过程包括:s21、设定优化目标和约束条件;s22、根据所述优化目标和约束条件,构建车间调度模型。3.根据权利要求2所述的方法,其特征在于,所述s21中的优化目标为对完工时刻和总提前和拖期成本最小化;其中,总提前和拖期成本为待调度的销售订单内所有产品的提前和拖期成本之和。4.根据权利要求2所述的方法,其特征在于,所述s21中的约束条件包括:将标准件拆分成若干批次进行加工,拆分的批次数不得超过标准件的总批量;待调度的销售订单的产品及产品的定制件整批加工;任一操作在某一时刻只分配给一台机器,且同一台机器上一个操作加工完毕后才能加工下一个操作;在零部件加工阶段,任一工序的完工时刻等于开始加工时刻、和零部件在机器上所需的单位加工时间乘以零部件数量之和;在产品组装阶段,产品组装完成时刻等于产品开始组装时刻、和单位组装时间乘产品数量之和;在零部件加工阶段,同一零部件的后续工序必须等待前一工序加工完成后才能进行加工;在产品组装阶段,当组装产品所需的所有定制件全部加工完毕后,进行产品组装;各零部件从0时刻开始加工;决策变量取值为0或1;约束变量取值为非负。5.根据权利要求1所述的方法,其特征在于,所述s3中的采用产品驱动的调度方法,对所述车间调度模型进行求解,得到车间调度方案包括:s31、将各标准件的初始批次数设为1;s32、生成定制件与标准件各批次的调度顺序;s33、根据所述调度顺序以及间隙挤压法,得到初步调度方案;其中,所述初步调度方案为完工时刻最小的调度方案;s34、对所述初步调度方案进行产品驱动的反向调整,生成均衡完工时刻和总提前和拖
期成本的调度方案s_scheme;s35、计算所述调度方案s_scheme目标值的平均值s_value;s36、若各标准件的批次数为1或s_value小于best_value,则令当前最优调度方案best_scheme为所述调度方案s_scheme,令当前最优调度方案的目标值的平均值best_value为s_value,对所述调度方案s_scheme的关键路径上的标准件进行增加分批,转去执行s32;若各标准件的批次数不为1且s_value大于等于best_value,则输出当前最优调度方案best_scheme作为最终的车间调度方案。6.根据权利要求5所述的方法,其特征在于,所述s32中的生成定制件与标准件各批次的调度顺序包括:s321、计算待调度的销售订单中每个产品的每个定制件的每个工序的松弛时间;s322、将定制件根据所述松弛时间的升序进行排列,生成定制件工序的调度顺序;s323、将标准件各批次的每道工序随机插入到所述定制件工序的调度顺序中,生成定制件与标准件各批次的调度顺序。7.根据权利要求5所述的方法,其特征在于,所述s33中的根据所述调度顺序以及间隙挤压法,得到初步调度方案包括:s331、依次从所述调度顺序中获取工序;s332、遍历获取的工序所有可用机器的所有间隙,在所述间隙中寻找满足间隙的开始时刻大于前驱工序的完工时刻,且间隙长度大于获取的工序的加工时间的空隙,将所述获取的工序插入到完工时刻最小的空隙中,得到初步调度方案。8.根据权利要求5所述的方法,其特征在于,所述s34中的对所述初步调度方案进行产品驱动的反向调整,生成均衡完工时刻和总提前和拖期成本的调度方案包括:s3401、将所述初步调度方案记为is_scheme,获取is_scheme的完工时刻记为sm;s3402、将所述初步调度方案is_scheme的工序的调度顺序调整为按所述is_scheme中工序的开工时刻的升序进行排列;s3403、从所述初步调度方案is_scheme中获取待调度的销售订单内提前完工的产品,将所述提前完工的产品存入eproduct_set;s3404、从所述调度顺序中获取组装eproduct_set内产品的全部定制件工序,将所述全部定制件工序存入epart_set,令i=调度顺序中的工序总数;s3405、逆序从所述调度顺序中提取工序,判断是否调度顺序中的工序总数i>0;若是,则获取调度顺序中第i个工序g
i
,转去执行s3406;否则,输出调整后的调度方案即为均衡完工时刻和总提前和拖期成本的调度方案s_scheme;s3406、判断工序g
i
是否属于所述epart_set中的工序;若是,则转去执行s3407;否则,判断工序g
i
是否为定制件工序;若是,则获取定制件所属的产品p
i
,将所述初步调度方案is_scheme中产品p
i
组装工序的机器和组装开始结束时刻存入调整后的调度方案s_scheme,转去执行s3410;否则,转去执行s3411;s3407、判断工序g
i
所属的产品p
i
的组装工序的机器和组装开始结束时刻是否进行调整;若没有进行调整,则转去执行s3408;若进行调整,转去执行s3409;s3408、从所述is_scheme中删除产品p
i
的组装调度信息,获取产品p
i
所属订单o
i
的交货期d,得到产品p
i
的最佳完工时刻bm=min(d,sm);在所述is_scheme中以bm为起点,依次正
向以及反向遍历所有组装机器上的所有空隙,进而得到所有可行的调度结果,并计算产品p
i
提前和拖期成本etcost;在所有可行的调度结果中选择etcost最小的调度结果s,若所有可行的调度结果中包含etcost相同的调度结果,则随机选择;将调度结果s存入调度方案s_scheme中,转去执行s3409;s3409、将工序g
i
在所述初步调度方案is_scheme中所对应的当前工序的调度信息删除,若当前工序是定制件的最后一道工序,则工序g
i
的最佳完工时刻bm=产品p
i
的组装开始时刻;否则,bm=当前工序的后一道工序的开工时刻;在is_scheme中以bm为起点,反向遍历所有可用机器上的所有空隙,进而得到所有可行的调度结果,并计算所有可行的调度结果相应的工序g
i
完工时刻,选择完工时刻与bm差值最小的调度结果s,若所有可行的调度结果中含有完工时刻与bm差值相同的调度结果,则随机选择;将调度结果s存入调度方案s_scheme中;令i=i-1,转去执行s3405;s3410、获取工序g
i
在所述初步调度方案is_scheme中所对应的当前工序的加工机器m,删除g
i
所对应的当前工序的调度信息,若当前工序是定制件的最后一道工序,则工序g
i
的最佳完工时刻bm=产品p
i
的组装开始时刻,否则,bm=当前工序的后一道工序的开工时刻;在is_scheme中以bm为起点,反向遍历加工机器m上的所有空隙,进而得到所有可行的调度结果,并计算所有可行的调度结果相应的工序g
i
完工时刻,选择完工时刻与bm差值最小的调度结果s,若所有可行的调度结果中含有完工时刻与bm差值相同的调度结果,则随机选择;将获得的调度结果s存入调度方案s_scheme中;令i=i-1,转去执行s3405;s3411、获取工序g
i
在所述初步调度方案is_scheme中所对应的当前工序的加工机器m,删除g
i
所对应的当前工序的调度信息,若当前工序是标准件的最后一道工序,则工序g
i
的最佳完工时刻bm=sm,否则,bm=当前工序的后一道工序的开工时刻,在is_scheme中以bm为起点,反向遍历加工机器m上的所有空隙,进而得到所有可行的调度结果,并计算所有可行的调度结果相应的工序g
i
完工时刻,选择完工时刻与bm差值最小的调度结果s,若所有可行的调度结果中含有完工时刻与bm差值相同的调度结果,则随机选择;将获得的调度结果s存入调度方案s_scheme中;令i=i-1,转去执行s3405。9.一种求解大规模定制下混线生产调度问题的装置,其特征在于,所述装置包括:获取模块,用于获取车间的加工信息;所述加工信息包括车间可生产的产品信息、待调度的销售订单信息、待调度的标准件信息以及提前和拖期单位时间成本;其中,所述车间可生产的产品信息包括产品的单位组装时间、产品的组装机器、组装产品的定制件种类数以及组装产品的各定制件的工艺信息;所述待调度的销售订单信息包括订单内的产品种类及数量以及订单交货期;所述待调度的标准件信息包括待调度的标准件的生产数量和工艺信息;所述提前和拖期单位时间成本包括待调度的销售订单的提前单位时间成本和拖期单位时间成本;输入模块,用于将所述车间的加工信息输入到构建好的车间调度模型;输出模块,用于采用产品驱动的调度方法,对所述车间调度模型进行求解,得到车间调度方案。10.根据权利要求9所述的装置,其特征在于,输出模块,进一步用于:s31、将各标准件的初始批次数设为1;s32、生成定制件与标准件各批次的调度顺序;
s33、根据所述调度顺序以及间隙挤压法,得到初步调度方案;其中,所述初步调度方案为完工时刻最小的调度方案;s34、对所述初步调度方案进行产品驱动的反向调整,生成均衡完工时刻和总提前和拖期成本的调度方案s_scheme;s35、计算所述调度方案s_scheme目标值的平均值s_value;s36、若各标准件的批次数为1或s_value小于best_value,则令当前最优调度方案best_scheme为所述调度方案s_scheme,令当前最优调度方案的目标值的平均值best_value为s_value,对所述调度方案s_scheme的关键路径上的标准件进行增加分批,转去执行s32;若各标准件的批次数不为1且s_value大于等于best_value,则输出当前最优调度方案best_scheme作为最终的车间调度方案。
技术总结
本发明公开了一种求解大规模定制下混线生产调度问题的方法及装置,涉及车间调度技术领域。包括:获取车间的加工信息;将车间的加工信息输入到构建好的车间调度模型;采用产品驱动的调度方法,对车间调度模型进行求解,得到车间调度方案。本发明能够解决大规模定制下的混线生产中如何合理制定调度方案,以实现在缩短完工时刻的同时降低总提前/拖期成本。本发明考虑了混线生产中不同零部件及产品的特征,可以充分利用现有资源,有效地求解大规模定制下的混线生产调度问题。下的混线生产调度问题。下的混线生产调度问题。
技术研发人员:吴秀丽 崔建杰
受保护的技术使用者:北京科技大学
技术研发日:2022.03.29
技术公布日:2022/6/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。