1.本发明涉及一种钮扣用安装件、尤其是用于将按扣(snap button)、工字扣(tack button)、进出钮扣孔类型的钮扣等安装在衣服或包的布料上的钮扣用安装件。
背景技术:
2.作为钮扣用安装件,已知有将金属制的安装件主体与合成树脂制的帽(cap)一体地组合而成的钮扣用安装件。此种钮扣用安装件例如在日本专利第3383900号公报、日本专利实开平2-43508号公报等中公开。安装件主体包括筒部、以及从筒部的轴向一端向半径方向外侧扩展的凸缘部。在组装前的帽的背面具有环状的突起部,在所述环状的突起部的半径方向内侧配置有安装件主体的凸缘部。接着,以使环状的突起部的突端侧部分向半径方向内侧塑性变形的方式紧固到凸缘部的半径方向外侧部分,由此安装件主体与帽连结。
3.当在衣服等的布料上安装钮扣时,通过使钮扣用安装件中的安装件主体的筒部从布料的背侧向表侧贯通后,将筒部的轴向另一端侧(与凸缘部相反的一侧)部分紧固到钮扣上来进行。
4.与钮扣一起安装在衣服等上的钮扣用安装件大多情况下在衣服等的背侧,用户能看到帽的表面。因此,在帽的表面有时会被附加标志或文字等。然而,在现有的钮扣用安装件中,帽相对于安装件主体的连结经时性地减弱,有可能发生帽相对于安装件主体转动的情况。在所述情况下,帽的表面的标志或文字会上下颠倒,而破坏设计的统一性。另外,帽相对于安装件主体的转动有可能使安装件主体与帽分离,或者钮扣容易从布料上脱落。
5.现有技术文献
6.专利文献
7.专利文献1:日本专利第3383900号公报
8.专利文献2:日本专利实开平2-43508号公报
技术实现要素:
9.发明所要解决的问题
10.鉴于所述方面,本发明的目的在于提供一种可消除或减少帽相对于安装件主体的转动的钮扣用安装件。
11.解决问题的技术手段
12.为了解决所述课题,根据本发明的一方面,可提供一种钮扣用安装件,包含金属制的安装件主体、以及连结所述安装件主体的合成树脂制的帽,所述钮扣用安装件的特征在于,所述安装件主体包括筒部、以及从所述筒部的轴向一端向半径方向外侧扩展的凸缘部,所述凸缘部包括从所述凸缘部的周缘向半径方向内侧凹陷的多个缺口部,所述帽包括紧固到所述凸缘部的包括所述多个缺口部的半径方向外侧部分的紧固部。
13.根据本发明,在安装件主体的凸缘部设置从其周缘向半径方向内侧凹陷的多个缺口部。由此,通过将帽的紧固部紧固到凸缘部的包含多个缺口部的半径方向外侧部分,紧固
部将凸缘部的半径方向外侧部分挤压到帽的背面,且紧固部的树脂材料以填埋各缺口部的方式进入各缺口部。由此,可消除或减少帽相对于安装件主体的转动。
14.本发明中,作为形成安装件主体的金属,可列举:铝、铝合金、铜、铜合金、镍、镍合金、锌、锌合金、铁、不锈钢等,但并不限定于这些。另外,作为形成帽的合成树脂,可列举聚缩醛、聚酰胺、聚丙烯、聚对苯二甲酸丁二酯等热塑性树脂,但并不限定于这些。
15.本发明的一实施方式中,所述多个缺口部以所述规定角度间隔形成。例如,在缺口部为三个的情况下,缺口部在凸缘部的周向上以120度间隔形成,在缺口部为五个的情况下,缺口部在凸缘部的周向上以72度间隔形成。
16.本发明的一实施方式中,各所述缺口部与所述凸缘部的周缘以钝角交叉。各缺口部是以从凸缘部的周缘向半径方向内侧凹陷的方式除去了凸缘部的一部分后的部分,一个缺口部与凸缘的周缘在两处交叉。通过将各缺口部与所述周缘交叉的两个角分别设为钝角,缺口部与周缘的角不会长期损伤帽的对应部分。
17.本发明的一实施方式中,所述帽在与所述安装件主体的所述凸缘部相向的背面包括将承收所述凸缘部的收容部规定在半径方向内侧的环状隆起部,所述紧固部从所述环状隆起部向半径方向内侧延伸,所述帽在所述紧固部的、和与所述凸缘部的所述半径方向外侧部分相向的内侧相反的一侧,包括相对于所述环状隆起部的隆起侧端向所述背面侧凹陷的环状的微小凹部。在将安装件主体与帽连结时,首先,在帽的背面的环状隆起部的半径方向内侧的空间即收容部配置安装件主体的凸缘部。接着,将原本为环状隆起部的隆起侧延长部分的紧固部紧固到凸缘部的半径方向外侧部分。由此,凸缘部的半径方向外侧部分被挤压到帽的背面与紧固部之间,与安装件主体及帽连结。一般通过伴随加热的热紧固来进行紧固部的紧固,但利用不伴随加热的冷加工来对紧固部进行紧固,由此可进一步削减包括电费等在内的制造成本。通过此种冷加工,可使足够的树脂进入凸缘部的缺口部,在紧固时产生微小凹部。可知由于所述微小凹部的存在,紧固部将凸缘部的半径方向外侧部分牢牢地挤压在与帽的背面之间。
18.本发明的一实施方式中,所述帽包括在所述背面的中央隆起的中央隆起部。通过中央隆起部,可在筒部的紧固时支撑安装件主体的筒部的基端侧。在使用钮扣用安装件将钮扣安装到布料上时,使安装件主体的筒部贯通布料,接着将筒部紧固到钮扣上,由此将钮扣与钮扣用安装件一起固定在布料上。在所述筒部的紧固时,中央隆起部可支撑筒部的基端侧即安装件主体的后述的弯曲部,由此可防止筒部的压曲。另外,在将钮扣安装到布料上时的筒部的紧固时,帽受到紧固的负荷,因此可能会产生在帽的与背面相反的一侧的表面上留下印痕或者表面的标志等损坏的不良情况。本形态中,由于设置在帽的背面的中央的中央隆起部,帽的中央部成为厚壁,在厚壁的中央隆起部承受筒部的紧固时作用于帽的紧固的负荷的一部分,能够避免或减少所述不良情况。再者,在筒部的基端侧包括凸缘部中的筒部附近。
19.本发明的一实施方式中,所述安装件主体包括将筒部与凸缘部之间呈弯曲状连接的弯曲部,所述中央隆起部隆起到所述弯曲部的所述筒部侧的端部。筒部与凸缘部之间的弯曲部是在筒部的紧固时在安装件主体上施加紧固的负荷最大的部分。本形态中,通过使中央隆起部的轴向上的厚度、即距帽的背面的高度延伸到安装件主体的弯曲部的筒部侧的端部,可利用中央隆起部可靠地支撑在筒部的紧固时施加负荷最大的安装件主体的弯曲
部,由此可防止筒部的压曲等。
20.发明的效果
21.本发明中,在安装件主体的凸缘部设置从其周缘向半径方向内侧凹陷的多个缺口部。由此,通过将帽的紧固部紧固到凸缘部的包含多个缺口部的半径方向外侧部分,紧固部将凸缘部的半径方向外侧部分挤压到帽的背面,且紧固部的树脂材料以填埋各缺口部的方式进入各缺口部。由此,可消除或减少帽相对于安装件主体的转动。
附图说明
22.图1是从背侧观察本发明的一实施方式的钮扣用安装件的立体图。
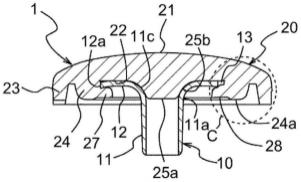
23.图2是图1的钮扣用安装件的剖面图。
24.图3是图1的钮扣用安装件的底视图。
25.图4是图2的圆框c部分的放大图。
26.图5是安装件主体的剖面图。
27.图6是安装件主体的底视图。
28.图7是图6的圆框d部分的放大图。
29.图8是组装前的帽的剖面图。
30.图9是表示通过钮扣用安装件将钮扣安装到布料上的状态的剖面图。
31.图10是表示中央隆起部的变形例的与图2同样的剖面图。
具体实施方式
32.以下,基于附图对本发明的实施方式进行说明,但本发明并不限定于此种实施方式。图1是从背侧观察本发明的一实施方式的钮扣用安装件1的立体图。图2是钮扣用安装件1的剖面图。图3是钮扣用安装件1的底视图。
33.图4是图2的圆框c部分的放大图。钮扣用安装件1是将金属制的安装件主体10与合成树脂制的帽20一体地组合而构成。图5是安装件主体10的剖面图。图6是安装件主体10的底视图。图7是图6的圆框d部分的放大图。
34.图8是组装前的帽20的剖面图。以下的说明中,上下方向设为基于图2、图5、图8等的纸面。
35.参照图5、图6等,安装件主体10包括筒部11、以及从筒部11的轴向上端(11a)向半径方向外侧呈圆板状扩展的凸缘部12。本说明书中,筒部11的轴向沿着上下方向。另外,本实施方式中,筒部11的轴向上的上端(基端)是指图5中的附加了参照标号11a的位置,这是为了方便。安装件主体10包括将筒部11与凸缘部12之间呈弯曲状连接的弯曲部11c。筒部11的上端11a也是弯曲部11c的筒部11侧的端部。安装件主体10的弯曲部11c是在使用安装件主体10安装钮扣时在筒部11的紧固时施加紧固的负荷最大的部分。筒部11的上端11a及下端11b向外部开口。本实施方式中,筒部11是内外径大致一定的圆筒。弯曲部11c的内外径从筒部11的上端11a向半径方向外侧且上方逐渐扩大并与凸缘部12平缓地连接。筒部11的沿着半径方向的厚度向下端11b稍微变薄。凸缘部12的半径方向外侧半部向半径方向外侧端稍微向下方下降。因此,弯曲部11c及凸缘部12的剖面以向上方稍微突出的方式稍微弯曲。
36.参照图6,安装件主体10的凸缘部12具有从半径方向外侧端即圆形的周缘12a向半
径方向内侧凹陷的多个缺口部13。本实施方式中,在凸缘部12五个缺口部13以72度间隔设置。再者,缺口部13的数量只要为至少两个即可,也可为六个以上。其中,在凸缘部12的周缘12a连续地设置多个缺口部13的方式由于成为在周向上相邻的两个缺口部13、13相接的形式,在所述两个缺口部13、13之间可形成锐角的部分,因此不优选。因此,优选为在周向上相邻的两个缺口部13、13不相互接触而隔开间隔设置。
37.参照作为图6的圆框d部分的放大图的图7,各缺口部13由与周缘12a以钝角α交叉的两个缺口边13a、13b、以及将两个缺口边13a、13b的半径方向内侧附加向半径方向内侧凹陷的圆角而平滑地连结的连结边13c规定。也可以说两个缺口边13a、13b及连结边13c是规定凸缘部12中的缺口部13的边缘。本实施方式中,钝角α为约120度,但并不限定于此。通过使在缺口部13与周缘12a之间不产生锐角,可防止缺口部13对树脂制的帽20长期地造成损伤。
38.参照图8,帽20具有表面21及背面22。帽20的表面21成为组装后的钮扣用安装件1的表面21(参照图2等)。在帽20的背面22侧设置有在半径方向外侧端部向下方延伸的周侧部23、在周侧部23的半径方向内侧从背面22向下方呈圆环状突出的环状隆起部24、在背面22的中央从背面22向下方隆起的中央隆起部25。环状隆起部24的下端部如后所述在与安装件主体10的组合时紧固到凸缘部12而成为紧固部27(参照图2等)。紧固前的环状隆起部24的下端比周侧部23的下端更向下方突出。周侧部23的下端位于比中央隆起部25的下端(水平面25a)更靠下方的位置。在帽20的背面22上且环状隆起部24的半径方向内侧规定用于配置安装件主体10的凸缘部12的空间即收容部26。环状隆起部24的内径设定为与凸缘部12的外径相同或稍大。环状隆起部24的外径从沿着背面22的上端(基端)向下端逐渐缩小。因此,环状隆起部24的沿着半径方向的厚度从上端向下端逐渐变薄。
39.中央隆起部25具有作为下端面的与轴向垂直的中央的水平面25a、以及从水平面25a的半径方向外侧端使外径逐渐扩大且与背面22平缓地连接的弯曲部支撑面25b。水平面25a的上下方向上的位置与安装件主体10的筒部11的上端11a相同。本实施方式中,弯曲部支撑面25b弯曲成与安装件主体10的弯曲部11c大致对准。更详细而言,以弯曲部支撑面25b的弯曲程度比安装件主体10的弯曲部11c小的方式,设定为弯曲部支撑面25b的r(半径)≧安装件主体10的弯曲部11c的r。由此,可在筒部11的紧固时利用中央隆起部25的弯曲部支撑面25b可靠地支撑弯曲部11c。再者,图10所示的后述的剖面呈直线状倾斜的弯曲部支撑面25c的弯曲程度也可以说比安装件主体10的弯曲部11c小。也可以说弯曲部支撑面25c的r无限大,本说明书中满足弯曲部支撑面25c的r≧安装件主体10的弯曲部11c的r。
40.在将安装件主体10与帽20连结的情况下,首先,将安装件主体10的凸缘部12配置在帽20的收容部26中,接着,将帽20的环状隆起部24的下端部紧固到凸缘部12的包含缺口部13的半径方向外侧部分。由此,环状隆起部24的下端部向半径方向内侧塑性变形而成为紧固部27,将凸缘部12的半径方向外侧端部挤压在与帽20的背面22之间。此时,紧固部27的树脂以填埋凸缘部12的各缺口部13的方式进入各缺口部13。由此,可消除或减少帽20相对于安装件主体10经时性地转动的情况。
41.参照放大了图2的圆框c部分的图4,在紧固到安装件主体10的凸缘部12的紧固部27的下端形成有相对于环状隆起部24的下端24a向上方稍微凹陷的环状的微小凹部28。本实施方式中,利用不伴随加热的冷加工来进行帽20的紧固部27向安装件主体10的凸缘部12
的半径方向外侧部分的紧固加工。由此,与热紧固相比,可削减制造成本。另外,可知由于微小凹部28的存在,通过冷加工紧固的紧固部27将凸缘部12的半径方向外侧部分牢固地挤压在与帽20的背面22之间。参照图2,作为中央隆起部25的下端的水平面25a在轴向上的位置与微小凹部28实质上相同。
42.图9是表示通过所述钮扣用安装件1将作为钮扣的一例的金属制的母按扣30安装到布料f上的状态的剖面图。母按扣30包括装卸自如地承收未图示的公按扣的空间即承收部30a、以及能够弹性地卡止被承收部30a承收的公按扣的弹簧31。另外,在承收部30a的底部设置有用于承收钮扣用安装件1的筒部11的开口32。在使用钮扣用安装件1将母按扣30安装到布料f上时,使安装件主体10的筒部11贯通布料f,接着,将筒部11呈弯曲状紧固到母按扣30,由此母按扣30与钮扣用安装件1一起被固定到布料f上。在所述筒部11的紧固时,中央隆起部25可支撑筒部11基端侧即安装件主体10的弯曲部11c。由此,可防止筒部11的压曲。另外,如上所述,通过设定为中央隆起部25的弯曲部支撑面25b的r(半径)≧安装件主体10的弯曲部11c的r,可利用弯曲部支撑面25b可靠地支撑在筒部11的紧固时施加紧固的负荷最大的弯曲部11c。由此,不仅可防止筒部11的压曲,还可避免或减少在帽20的表面21上留下印痕或者表面21的标志等损坏的不良情况。
43.以上的实施方式中,列举帽20的中央隆起部25的弯曲部支撑面25b为弯曲面的例子,但并不限定于此。图10是表示帽20的中央隆起部25的变形例的与图2同样的剖面图。图10的中央隆起部25具有剖面呈直线状倾斜的弯曲部支撑面25c。图10中,弯曲部支撑面25c以外的结构与所述实施方式相同,因此使用相同的参照标号而省略说明。弯曲部支撑面25c一边从水平面25a的半径方向外侧端使外径逐渐扩大,一边与帽20的水平的背面22连接。即使是此种剖面呈直线状的弯曲部支撑面25c,也可在筒部11的紧固时支撑安装件主体10的弯曲部11c,从而可防止筒部11的压曲。
44.符号的说明
45.1:钮扣用安装件
46.10:安装件主体
47.11:筒部
48.11a:筒部的上端(基端)
49.11c:弯曲部
50.12:凸缘部
51.12a:凸缘部的周缘
52.13:缺口部
53.20:帽
54.22:帽的背面
55.24:环状隆起部
56.25:中央隆起部
57.25b、25c:弯曲部支撑面
58.26:收容部
59.27:紧固部
60.28:微小凹部
61.30:母按扣(钮扣)
62.f:布料
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。