1.本发明涉及异形玻璃冷加工设备领域,尤其涉及一种异形玻璃精确定位浮动磨头磨边生产线的操作方法。
背景技术:
2.目前行业内的异形玻璃加工方法大多是采用单机人工的方式,加工时需要堆垛、转运,到所加工的工序时需要重新定位,因而会产生重复定位误差,很难保证产品的高一致性;全自动生产线采用矩形玻璃上片、矩形玻璃定位、玻璃外形切割、自动掰边、磨边和机械臂搬运的方式加工,设备成本投入大,掰边废料较多;现有的定位磨边生产线存在定位调试时间长、磨边有缺陷等问题。怎样实现自动化生产,保障产品质量,提高效率高,降低人工成本,成为长期以来难以解决的技术难题。
3.鉴于上述原因,现研发出一种异形玻璃精确定位浮动磨头磨边生产线的操作方法。
技术实现要素:
4.本发明的目的是为了克服现有技术中的不足,提供一种异形玻璃精确定位浮动磨头磨边生产线的操作方法,本发明能够实现各种异形玻璃的精确定位、浮动磨头磨边、过度输送、搬运和清洗,实现产品从原片切割、人工掰边后再经人工放入前过度输送到定位磨边加工的自动化加工生产,无需堆垛和人工转运,采用精确定位机和浮动磨头磨边机组合方式,无视切割误差、掰边小缺陷的问题,集中控制一键式操作,降低人工劳动强度及成本。
5.本发明为了实现上述目的,采用如下技术方案:一种异形玻璃精确定位浮动磨头磨边生产线的操作方法,所述的一种异形玻璃精确定位浮动磨头磨边生产线,是由:原片切割机、人工分片台、定位输送机、精确定位机、机械臂、浮动磨头磨边机、操作台、过度输送机、清洗机构成;原片切割机后方设置人工分片台,人工分片台后端设置定位输送机,定位输送机后端设置精确定位机,精确定位机设置浮动磨头磨边机,精确定位机与浮动磨头磨边机之间机械臂,浮动磨头磨边机一侧设置操作台,浮动磨头磨边机的后方设置清洗机,浮动磨头磨边机与清洗机之间设置过度输送机。
6.操作台内导入加工的图纸,设备启动后,原片玻璃经原片切割机按产品机械排版切割,切割后的玻璃在人工分片台上经人工分片后,将带有磨边余量的玻璃放到定位输送机的同步带上,定位输送机将玻璃输送至精确定位机上,系统根据产品图纸自动进行定位,机械臂将精确定位机的吸盘上定位好的玻璃吸起后,定位输送机将人工放入的玻璃再次输送到精确定位机上定位,以此进行连续的玻璃输送定位;定位好的玻璃经机械臂搬运到浮动磨头磨边机进行磨边,然后机械臂返回待机位,浮动磨头磨边机根据预先导入的磨边程序进行磨边,磨边完成后,浮动磨头磨边机上的吸盘将磨边后的玻璃吸起,搬运到过度输送机上,然后返回待机位,同时,机械臂再将精确定位机的吸盘上定位好的玻璃吸起后搬运到浮动磨头磨边机进行磨边,过度输送机将玻璃传送到清洗机上进行清洗,以此进行连续的
生产。
7.本发明的有益效果是:本发明能够实现各种异形玻璃的精确定位、浮动磨头磨边、过度输送、搬运和清洗,实现产品从原片切割、人工掰边后再经人工放入前过度输送到定位磨边加工的自动化加工生产,无需堆垛和人工转运,采用精确定位机和浮动磨头磨边机组合方式,无视切割误差、掰边小缺陷的问题,集中控制一键式操作,降低人工劳动强度及成本。
附图说明
8.下面结合附图对本发明作进一步说明:
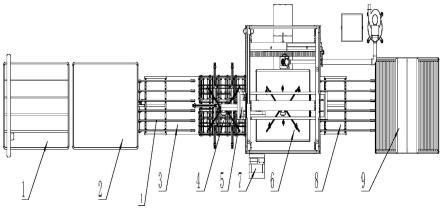
9.图1是总装结构示意图;
10.图中:原片切割机1、人工分片台2、定位输送机3、精确定位机4、机械臂5、浮动磨头磨边机6、操作台7、过度输送机8、清洗机9。
具体实施方式
11.下面结合实施例与具体实施方式对本发明作进一步详细说明:
12.实施例1、
13.原片切割机1后方设置人工分片台2,人工分片台2后端设置定位输送机3,定位输送机3后端设置精确定位机4,精确定位机4设置浮动磨头磨边机6,精确定位机4与浮动磨头磨边机6之间机械臂5,浮动磨头磨边机6一侧设置操作台7,浮动磨头磨边机6的后方设置清洗机9,浮动磨头磨边机6与清洗机9之间设置过度输送机8。
14.实施例2
15.操作台7内导入加工的图纸,设备启动后,原片玻璃经原片切割机1按产品机械排版切割,切割后的玻璃在人工分片台2上经人工分片后,将带有磨边余量的玻璃放到定位输送机3的同步带上,定位输送机3将玻璃输送至精确定位机4上,系统根据产品图纸自动进行定位,机械臂5将精确定位机4的吸盘上定位好的玻璃吸起后,定位输送机3将人工放入的玻璃再次输送到精确定位机4上定位,以此进行连续的玻璃输送定位;定位好的玻璃经机械臂5搬运到浮动磨头磨边机6进行磨边,然后机械臂5返回待机位,浮动磨头磨边机6根据预先导入的磨边程序进行磨边,磨边完成后,浮动磨头磨边机6上的吸盘将磨边后的玻璃吸起,搬运到过度输送机8上,然后返回待机位,同时,机械臂5再将精确定位机4的吸盘上定位好的玻璃吸起后搬运到浮动磨头磨边机6进行磨边,过度输送机8将玻璃传送到清洗机9上进行清洗,以此进行连续的生产。
技术特征:
1.一种异形玻璃精确定位浮动磨头磨边生产线的操作方法,所述的一种异形玻璃精确定位浮动磨头磨边生产线,是由:原片切割机(1)、人工分片台(2)、定位输送机(3)、精确定位机(4)、机械臂(5)、浮动磨头磨边机(6)、操作台(7)、过度输送机(8)、清洗机(9)构成;其特征在于:原片切割机(1)后方设置人工分片台(2),人工分片台(2)后端设置定位输送机(3),定位输送机(3)后端设置精确定位机(4),精确定位机(4)设置浮动磨头磨边机(6),精确定位机(4)与浮动磨头磨边机(6)之间机械臂(5),浮动磨头磨边机(6)一侧设置操作台(7),浮动磨头磨边机(6)的后方设置清洗机(9),浮动磨头磨边机(6)与清洗机(9)之间设置过度输送机(8)。2.根据权利要求1所述的一种异形玻璃精确定位浮动磨头磨边生产线的操作方法,其特征在于:操作台(7)内导入加工的图纸,设备启动后,原片玻璃经原片切割机(1)按产品机械排版切割,切割后的玻璃在人工分片台(2)上经人工分片后,将带有磨边余量的玻璃放到定位输送机(3)的同步带上,定位输送机(3)将玻璃输送至精确定位机(4)上,系统根据产品图纸自动进行定位,机械臂(5)将精确定位机(4)的吸盘上定位好的玻璃吸起后,定位输送机(3)将人工放入的玻璃再次输送到精确定位机(4)上定位,以此进行连续的玻璃输送定位;定位好的玻璃经机械臂(5)搬运到浮动磨头磨边机(6)进行磨边,然后机械臂(5)返回待机位,浮动磨头磨边机(6)根据预先导入的磨边程序进行磨边,磨边完成后,浮动磨头磨边机(6)上的吸盘将磨边后的玻璃吸起,搬运到过度输送机(8)上,然后返回待机位,同时,机械臂(5)再将精确定位机(4)的吸盘上定位好的玻璃吸起后搬运到浮动磨头磨边机(6)进行磨边,过度输送机(8)将玻璃传送到清洗机(9)上进行清洗,以此进行连续的生产。
技术总结
一种异形玻璃精确定位浮动磨头磨边生产线的操作方法,原片切割机后方设置人工分片台,人工分片台后端设置定位输送机,定位输送机后端设置精确定位机,精确定位机设置浮动磨头磨边机,精确定位机与浮动磨头磨边机之间机械臂,浮动磨头磨边机一侧设置操作台,浮动磨头磨边机的后方设置清洗机,浮动磨头磨边机与清洗机之间设置过度输送机;本发明能够实现各种异形玻璃的精确定位、磨边、过度输送、搬运和清洗,实现产品从原片切割、人工掰边后再经人工放入前过度输送到定位磨边加工的自动化加工生产,无需堆垛和人工转运,采用精确定位机和浮动磨头磨边机组合方式,无视切割误差、掰边小缺陷的问题,集中控制一键式操作,降低人工劳动强度及成本。工劳动强度及成本。工劳动强度及成本。
技术研发人员:赖远东
受保护的技术使用者:洛阳维路智能设备有限公司
技术研发日:2020.12.07
技术公布日:2022/6/10
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。