1.本公开涉及铝合金板铣削加工技术领域,尤其涉及一种控制框类工件加工变形的模拟方法。
背景技术:
2.航空整体结构件具有尺寸大、结构复杂、材料去除率高、薄壁部位多、刚性差等特点,在机加工后,零件常会出现弯曲、扭曲、弯扭等变形,使得零件难以达到设计要求,甚至成为废品。航空整体结构件的加工变形问题己成为困扰航空工业的关键技术难点之一。
技术实现要素:
3.本发明的目的在于提供一种控制框类工件加工变形的模拟方法指导铝合金框类工件的机加工,以达到抑制铝合金框类工件加工变形的目的。
4.为了实现上述目的,本发明提供了一种控制框类工件加工变形的模拟方法,所述方法包括以下步骤:
5.步骤(1)、建立待加工坯料的第一有限元模型;
6.步骤(2)、按照预设工序对所述第一有限元模型进行成形和性能优化模拟,得到第二有限元模型,并获取所述第二有限元模型的初始残余应力场;
7.步骤(3)、根据预先确定的影响加工变形量的因素水平建立正交表格,并依据所述正交表格确定的加工方案对所述第二有限元模型进行多次模拟加工,得到多个模拟结果,每个模拟结果对应一个加工方案;所述模拟结果包括成形模拟模型和变形量的分布数据,所述因素水平包括用于释放应力的凹槽的开槽方式和开槽尺寸、以及所述框类工件的加工顺序,所述开槽方式基于所述初始残余应力场确定;
8.步骤(4)、基于所述变形量的分布数据,确定与最小变形量相对应的开槽方式、开槽尺寸和加工顺序的组合为最优加工方案。
9.在一种具体的实施方式中,所述步骤(2)包括:
10.按照预设的工序对所述第一有限元模型进行成形和性能优化模拟,得到第二有限元模型;
11.基于有限元法计算得到所述第二有限元模型的基础残余应力场;
12.按照预设的工序对所述待加工坯料进行成形和性能优化,得到加工前坯料;
13.采用x射线衍射法或盲孔法,测定所述加工前坯料5~10个部位的表面残余应力得到测定的数值;
14.以所述测定的数值修正所述基础残余应力场,得到所述第二有限元模型的所述初始残余应力场。
15.在一种具体的实施方式中,所述开槽方式包括开槽数量和开槽方向,基于初始残余应力的大小确定所述开槽数量,基于初始残余应力的方向确定所述开槽方向。
16.在一种具体的实施方式中,所述开槽方式还包括开槽位置,所述待加工坯料为多
个边框首尾相连围成的封闭的框体,多个所述边框包括具有第一宽度的第一边框和具有第二宽度的第二边框,所述第一宽度大于所述第二宽度,所述开槽位置包括在所述第一边框的一侧或两侧开设多个所述凹槽。
17.在一种具体的实施方式中,所述待加工坯料具有相对设置的第一表面和第二表面,在所述第一边框的两侧均开设多个凹槽时,定义自所述第一表面向内凹陷的凹槽为第一凹槽,自所述第二表面向内凹陷的凹槽为第二凹槽,所述第一凹槽和所述第二凹槽的槽底相对设置。
18.在一种具体的实施方式中,所述步骤(3)中模拟加工的步骤为:
19.先依据所述正交表格中的开槽方式和开槽尺寸加工所述第一凹槽和/或所述第二凹槽,再依据所述正交表格中的加工顺序进行加工。
20.在一种具体的实施方式中,位于同一个所述第一边框同一侧上的多个所述第一凹槽/所述第二凹槽等间距设置。
21.在一种具体的实施方式中,所述凹槽的开槽方向与所述第一边框的宽度方向相同;所述凹槽的槽长小于所述第一边框的第一宽度,且所述凹槽长度方向的中心轴与所述第一边框宽度方向的中心轴位于同一直线上。
22.在一种具体的实施方式中,所述开槽尺寸包括至少四种不同的开槽尺寸,所述加工顺序包括至少四种不同的加工顺序。
23.在一种具体的实施方式中,所述预设工序包括依次进行的固溶热处理、应力消减工艺和时效处理工艺。
24.本发明的有益效果至少包括:
25.本发明根据预先确定的影响加工变形量的因素水平建立正交表格,并依据所述正交表格对所述第二有限元模型进行多次模拟加工,得到多个模拟结果,所述模拟结果包括成形模拟模型和变形量的分布数据,所述因素水平包括用于释放应力的凹槽的开槽方式和开槽尺寸、以及所述框类工件的加工顺序,所述开槽方式基于所述初始残余应力场确定;这样,综合考虑了“初始残余应力场、凹槽的开槽方式和开槽尺寸、加工工艺顺序”对加工变形量的影响,在加工前,可以通过有限元模拟方法确定与最小变形量相对应的最优加工方案,在实际机加工时,再按照最优加工方案进行加工,能够很大程度上抑制加工变形,以解决现有技术存在的问题。
附图说明
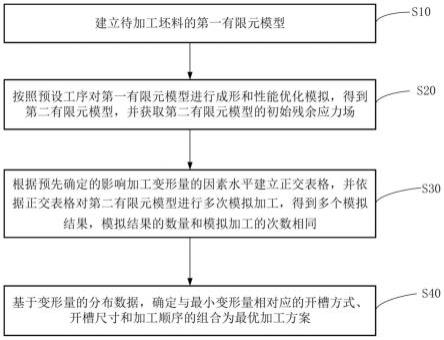
26.图1为本发明一实施例提供的控制框类工件加工变形的模拟方法的流程图;
27.图2为本发明实施例1提供的待加工坯料的第一限元模型图;
28.图3为本发明实施例1提供的待加工坯料的初始残余应力路径图;
29.图4为本发明实施例1提供的待加工坯料开槽的结构示意图;
30.图5为本发明实施例1提供的最优加工方案对应的加工产品图;
31.图6为本发明对比例1提供的加工方案对应的加工产品图。
32.附图标记说明:
33.框体10第一边框11第二边框13工艺鞑子20凹槽30
ꢀꢀ
具体实施方式
34.下面结合附图对本公开实施例进行详细描述。
35.以下通过特定的具体实例说明本公开的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本公开的其他优点与功效。显然,所描述的实施例仅仅是本公开一部分实施例,而不是全部的实施例。本公开还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本公开的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。基于本公开中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本公开保护的范围。
36.要说明的是,下文描述在所附权利要求书的范围内的实施例的各种方面。应显而易见,本文中所描述的方面可体现于广泛多种形式中,且本文中所描述的任何特定结构及/或功能仅为说明性的。基于本公开,所属领域的技术人员应了解,本文中所描述的一个方面可与任何其它方面独立地实施,且可以各种方式组合这些方面中的两者或两者以上。举例来说,可使用本文中所阐述的任何数目个方面来实施设备及/或实践方法。另外,可使用除了本文中所阐述的方面中的一或多者之外的其它结构及/或功能性实施此设备及/或实践此方法。
37.还需要说明的是,以下实施例中所提供的图示仅以示意方式说明本公开的基本构想,图式中仅显示与本公开中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
38.另外,在以下描述中,提供具体细节是为了便于透彻理解实例。然而,所属领域的技术人员将理解,可在没有这些特定细节的情况下实践所述方面。
39.本发明提供了一种控制框类工件加工变形的模拟方法,如图1所示,所述方法包括以下步骤:
40.步骤s10、建立待加工坯料的第一有限元模型;
41.本发明实施例采用的是abaqus有限元软件,具体为abaqus-2017。
42.输入待加工坯料长、宽、高等数据,建立待加工坯料的第一有限元模型。
43.在本实施例中,所述待加工坯料是铝合金框类工件。
44.步骤s20、按照预设工序对所述第一有限元模型进行成形和性能优化模拟,得到第二有限元模型,并获取所述第二有限元模型的初始残余应力场;
45.由于残余应力会影响加工变形的效果,本发明实施例通过预设工序对待加工坯料进行成形和性能优化,一方面,可以削减坯料的残余应力,另一方面,使所述待加工坯料具有良好的塑性和韧性等力学性能以较好的控制后续的变形。
46.步骤s30、根据预先确定的影响加工变形量的因素水平建立正交表格,并依据所述正交表格确定的加工方案对所述第二有限元模型进行多次模拟加工,得到多个模拟结果,每个模拟结果对应一个加工方案;所述模拟结果包括成形模拟模型和变形量的分布数据,所述因素水平包括用于释放应力的凹槽的开槽方式和开槽尺寸、以及所述框类工件的加工顺序,所述开槽方式基于所述初始残余应力场确定;
47.所述因素水平包括用于释放应力的凹槽的开槽方式和开槽尺寸、以及所述框类工
件的加工顺序,当依据所述正交表格进行模拟加工时,即每个所述加工方案包括凹槽的开槽方式、开槽尺寸和加工顺序,且每个加工方案的开槽方式、开槽尺寸和加工顺序三种因素至少有一个因素与其他加工方案存在区别。
48.在本实施例中,输出的所述成形模拟模型为由多种颜色组成的网格图,输出的所述变形量的分布数据是云图,变形量的数据与成形模拟模型的颜色相关联,每种颜色对应不同的变形量;结合成型模拟模型和变形量的分布数据能够确定待加工坯料不同区域的变形量。
49.在步骤s30前还可以包括通过有限元模拟确定开槽尺寸的步骤、以及通过有限元模拟确定开槽方式的步骤。
50.通过有限元模拟确定开槽尺寸的步骤具体可以为:
51.确定开槽方式,在开槽方式相同的情况下,改变凹槽的尺寸来进行有限元模拟试验,查看并记录待加工坯料初始残余应力的释放情况,确定初始残余应力降低的最多的开槽尺寸为最优开槽尺寸。
52.在进行具体设计时,槽的截面尺寸(槽长
×
槽宽)是根据各边的截面尺寸进行确定的,槽的截面尺寸较长,会影响其强度和加大后续的加工变形;槽的截面尺寸较小,达不到截断应力的效果。槽深根据工件厚度进行选择,保证在不影响其后续加工工序的情况下尽可能的深。
53.通过有限元模拟确定开槽位置的步骤具体可以为:
54.确定开槽尺寸,在开槽尺寸相同的情况下,改变开槽方式来进行有限元模拟试验,查看并记录待加工坯料初始残余应力的释放情况,确定初始残余应力降低的最多的开槽方式为最优开槽方式。
55.步骤s40、基于所述变形量的分布数据,确定与最小变形量相对应的开槽方式、开槽尺寸和加工顺序的组合为最优加工方案。
56.所述步骤s40包括:
57.基于所述变形量的分布数据;
58.确定变形量的分布数据中绝对值最大的变形量为加工方案对应的变形量;
59.将所有加工方案对应的变形量进行比较,确定与最小变形量相对应的目标加工方案为最优加工方案,所述目标加工方案包括目标开槽方式、目标开槽尺寸和目标加工顺序。
60.在本公开实施例中,依据所述正交表格对所述第二有限元模型进行多次模拟加工时,会得到多个模拟结果,每一种正交方案(加工方案)会对应一个模拟结果,模拟结果包括成形模拟模型和变形量的分布数据,将变形量的分布数据进行比较,确定绝对值最大的变形量为该加工方案对应的变形量。然后再将所有加工方案的变形量进行比较,对应最小变形量的加工方案为最优加工方案。
61.为了方便理解,举例说明,加工方案1的变形量的分布数据,包括0.26mm、0.32mm、0.021mm、0.102mm、-1.931mm、-1.102mm、-2.129mm,那么加工方案1对应的变形量为2.129;按照此法得到加工方案2的变形量为2.367;加工方案3的变形量为2.059,那么三个加工方案中最小变形量为2.059,加工方案3为最优加工方案。加工方案3对应的开槽方式为目标开槽方式,对应的开槽尺寸为目标开槽尺寸,对应的加工顺序为目标加工顺序。
62.本发明根据预先确定的影响加工变形量的因素水平建立正交表格,并依据所述正
交表格对所述第二有限元模型进行多次模拟加工,得到多个模拟结果,所述模拟结果包括成形模拟模型和变形量的分布数据,所述因素水平包括用于释放应力的凹槽的开槽方式和开槽尺寸、以及所述框类工件的加工顺序,所述开槽方式基于所述初始残余应力场确定;这样,综合考虑了“初始残余应力场、凹槽的开槽方式和开槽尺寸、加工工艺顺序”对加工变形量的影响,在加工前,可以通过有限元模拟方法确定与最小变形量相对应的最优加工方案,在实际机加工时,再按照最优加工方案进行加工,能够很大程度上抑制加工变形,以解决现有技术存在的问题。
63.进一步地,所述步骤20包括:
64.按照预设的工序对所述第一有限元模型进行成形和性能优化模拟,得到第二有限元模型;
65.基于有限元法计算得到所述第二有限元模型的基础残余应力场;
66.按照预设的工序对所述待加工坯料进行成形和性能优化,得到加工前坯料;
67.采用x射线衍射法或盲孔法,测定所述加工前坯料5~10个部位的表面残余应力得到测定的数值;
68.以所述测定的数值修正所述基础残余应力场,得到所述第二有限元模型的所述初始残余应力场。
69.本发明将初始残余应力场作为影响变形的因素进行考虑,初始残余应力场采用以实际测定的数据修正的基础残余应力场,则初始残余应力场的数据更准确,将模拟的结果应用于框类工件加工时,加工变形的控制效果更好。
70.进一步地,所述开槽方式包括开槽数量和开槽方向,基于初始残余应力的大小确定所述开槽数量,基于初始残余应力的方向确定所述开槽方向。
71.在本公开实施例,将开槽方式作为影响变形量的因素水平进行考虑时,未考虑开槽数量和开槽方向对变形量的影响,开槽数量和开槽方向均是基于初始残余应力直接确定的数据。在开槽数量较多时,会降低框类工件的强度;在开槽数量较少时,无法达到释放应力的效果;开槽方向,沿最宽的边框的宽度方向设置,用于切断残余应力的连续分布。
72.即在本公开实施例中,进行正交实验时,所有加工方案开设的凹槽的数量和方向均是相同的。
73.进一步地,所述开槽方式还包括开槽位置,所述待加工坯料为多个边框首尾相连围成的封闭的框体,多个所述边框包括具有第一宽度的第一边框和具有第二宽度的第二边框,所述第一宽度大于所述第二宽度,所述开槽位置包括在所述第一边框的一侧或两侧开设多个所述凹槽。
74.基于所述初始残余应力场可知,宽度最宽的边相应的残余应力值更大,窄边的残余应力相对来说较小,相应的,窄边经加工产生的变形较小,而开设所述凹槽的目的是截断残余应力分布,因此,本实施例将所述凹槽开设在所述第一边框可以更好的控制加工变形。
75.需要说明的是,在本实施例中,第一边框是指宽度最宽的边框,第二边框是宽度小于第一边框的其他边框,也就是说在所述边框具有三个或三个以上宽度值的边框时,所述第一边框是具有最大宽度值的边框,而第二边框是指具有其他宽度值的边框。举例说明,多个所述边框的宽度值包括1.0mm、0.8mm、06mm和0.5mm时,第一宽度是指1.0mm,第一边框为宽度为1.0mm的边框;第二宽度泛指0.8mm、06mm和0.5mm,第二边框为宽度为0.8mm、06mm和
0.5mm的边框。
76.进一步地,所述待加工坯料具有相对设置的第一表面和第二表面,在所述第一边框的两侧均开设多个凹槽时,定义自所述第一表面向内凹陷的凹槽为第一凹槽,自所述第二表面向内凹陷的凹槽为第二凹槽,所述第一凹槽和所述第二凹槽的槽底相对设置。
77.在本公开实施例,将开槽方式作为影响变形量的因素水平进行考虑时,仅考虑了开槽位置对变形量的影响。
78.开槽位置包括四种方式:第一种:在第一表面开设多个第一凹槽;第二种:在第二表面开设多个第二凹槽;第三种:同时在第一表面开设多个第一凹槽和在第二表面开设多个第二凹槽,且所述第一凹槽的槽底和所述第二凹槽的槽底相对设置;第四种:第一表面和第二表面均没有开设凹槽。
79.进一步地,所述步骤s30中模拟加工的步骤为:
80.先依据所述正交表格中的开槽方式和开槽尺寸加工所述第一凹槽和/或所述第二凹槽,再依据所述正交表格中的加工顺序进行加工。
81.本公开实施例通过开设的所述第一凹槽和/或所述第二凹槽切断待加工坯料内初始残余应力场的连续分布,根据待加工坯料内部残余应力场重新分布的特点,再通过改变加工顺序进行加工;即先开设所述凹槽,再按加工顺序进行加工。
82.进一步地,位于同一个所述第一边框同一侧上的多个所述第一凹槽/所述第二凹槽等间距设置。
83.为方便理解,举例说明,矩形是由四个边框首尾相接围成的,假设左右相对设置的两个边框为第一边框,那么位于同一个所述第一边框同一侧上的多个所述第一凹槽/所述第二凹槽等间距设置可以理解为,开设于左侧第一边框上表面的多个第一凹槽等间距设置,开设于左侧第一边框下表面的多个第二凹槽等间距设置,开设于右侧第一边框上表面的多个第一凹槽等间距设置,开设于右侧第一边框下表面的多个第二凹槽等间距设置。
84.所述第一凹槽和所述第二凹槽等间距设置,切断残余应力连续分布的效果最好。相邻两个所述第一凹槽/所述第二凹槽之间的间距由要开设的凹槽数量和待加工坯料的尺寸确定。
85.进一步地,所述凹槽的开槽方向与所述第一边框的宽度方向相同;所述凹槽的槽长小于所述第一边框的第一宽度,且所述凹槽长度方向的中心轴与所述第一边框宽度方向的中心轴位于同一直线上。
86.所述凹槽的开槽方向基于初始残余应力的方向确定,以切断平行于所述第一边框尺寸方向的残余应力的连续分布。
87.在本公开实施例中,所述凹槽的开槽方向与所述第一边框的宽度方向相同,可以理解为所述凹槽的槽长与第一边框的宽度方向相同;所述凹槽的槽长小于所述第一边框的第一宽度,可以理解为所述凹槽未贯穿所述第一边框的两个侧面;所述凹槽长度方向的中心轴与所述第一边框宽度方向的中心轴位于同一直线上可以理解为所述凹槽为轴对称图形,且对称轴为第一边框宽度方向的中心轴。
88.进一步地,所述开槽尺寸包括至少四种不同的开槽尺寸,所述加工顺序包括至少四种不同的加工顺序。
89.在本公开实施例中,开槽尺寸和加工顺序至少为四种,一方面,可以获取到较好的
加工方案来达到抑制加工变形的目的,另一方面,也是使进行有限元模拟所需要处理的数据适中。当开槽尺寸和加工顺序设置更多时,模拟的结果更准确,但是进行有限元模拟所需要处理的数据量更大;而开槽尺寸和加工顺序设置太少时,不能实现本发明的目的。
90.在本公开实施中,加工顺序至少包括:
91.加工顺序1:a面粗加工
→
b面粗加工
→
b面半精加工
→
a面半精加工
→
a面精加工
→
b面精加工
→
铣销工艺鞑子;
92.加工顺序2:b面粗加工
→
a面粗加工
→
b面半精加工
→
a面半精加工
→
a面精加工
→
b面精加工
→
铣销工艺鞑子;
93.加工顺序3:a面粗加工
→
b面粗加工
→
a面半精加工
→
b面半精加工
→
a面精加工
→
b面精加工
→
铣销工艺鞑子;
94.加工顺序4:a面粗加工
→
b面粗加工
→
a面半精加工
→
b面半精加工
→
b面精加工
→
a面精加工
→
铣销工艺鞑子;
95.需要补充说明的是,用于释放应力的所述凹槽会在精加工工艺阶段去除。
96.进一步地,所述预设工序包括依次进行的固溶热处理、应力消减工艺和时效处理工艺。
97.在本公开实施例中,通过固溶热处理提高待加工坯料的力学性能,通过应力消减工艺和时效处理工艺可以消减待加工坯料的残余应力。
98.所述预设工序具体为:使用加热炉对待加工坯料进行固溶处理,然后在将待加工坯料转移至淬火池内,在水中冷却20~30min。之后采用冷压工艺对其框类锻件进行消减残余应力处理,其冷压缩量为厚度的2%~3%,压缩完后采用不完全人工时效处理,重新将铝合金加热到150℃~170℃后在室温中冷却,获得足够的抗拉强度,良好的塑性和韧性。
99.其中:固溶温度:530℃~540℃,时间8~10小时;淬火转移时间:小于30s;淬火介质的温度:20~60℃。
100.实施例1
101.本实施例以图2所示的待加工坯料的加工变形模拟方法进行说明。
102.1)根据待加工坯料几何尺寸建立第一有限元模型,如图2所示。
103.所述待加工坯料包括封闭的框体10及贯穿所述框体10的工艺鞑子20,所述框体10包括具有第一宽度的第一边框11和具有第二宽度的第二边框13,所述第一宽度大于所述第二宽度,两个所述第一边框11和两个所述第二边框13首尾相接围成所述框体10;所述工艺鞑子20用于机加工时固定。
104.在本实施例中,所述第一边框11的数量为两个,且相对设置,且其中一个所述第一边框11为弯折结构;所述第二边框13的数量为两个,且相对设置;所述第一边框11的长度和所述第二边框13的长度不相同,所述框体10为非对称图形。
105.在本实施例中,所述工艺鞑子20沿所述第一边框11/所述第二边框13的宽度方向贯穿设置。
106.在本实施例中,所述待加工坯料的尺寸约为1400mm
×
1100mm
×
100mm,请结合参考图2,d1=1400mm;d2=1100mm;第一边框11的厚度t=100mm。需要说明的是,上述尺寸均为粗略测量的尺寸。
107.需要说明的是,在建立几何模型时,会将曲面、导角、斜角等局部次要特征进行简
化。
108.2)确定待加工坯料的初始残余应力场。
109.本实施例对象为变形铝合金,成形和性能优化采用固溶热处理 应力消减工艺 时效处理相结合的工序,具体如下:
110.使用加热炉对待加工坯料进行固溶处理,然后再将待加工坯料转移至淬火池内,在水中冷却20min。之后采用冷压工艺对其框类锻件进行消减残余应力处理,其冷压缩量为厚度的2%,压缩完后采用不完全人工时效处理,重新将铝合金加热到150℃~170℃后,再在室温中冷却,获得足够的抗拉强度,良好的塑性和韧性。
111.其中:固溶温度:540℃,时间8小时;淬火转移时间:小于15s;淬火介质的温度:40℃。
112.按照上述工序对所述第一有限元模型进行成形和性能优化模拟,得到第二有限元模型,并采用有限元法计算得到所述第二有限元模型的基础残余应力场;按照上述工序对所述待加工坯料进行成形和性能优化,得到加工前坯料;采用x射线衍射法或盲孔法,测定所述加工前坯料5~10个部位的表面残余应力得到测定的数值;根据测定的数值修正第二有限元模型的基础残余应力场,并以此修正的基础残余应力场应力作为坯料机加工模拟的初始条件。修正的方法具体为将有限元法计算得到的残余应力数值修改为实际测定的数值。
113.需要说明的是,通过有限元模拟得到的初始残余应力场的图是彩色的图,转换成黑白图片后不能显示残余应力的分布,所以转换成残余应力路径图进行说明,详见图3,同时请结合参阅图4,图3中所示的x和y对应图4中的x方向和y方向。
114.3)设计3因素4水平正交仿真实验,以确定变形量最小的最优加工方案。
115.3个正交因素:开槽方式、开槽尺寸、加工顺序;
116.(1)设计开槽尺寸的4个水平
117.在本实施例中,本次框类零件的尺寸约为1400
×
1100
×
100mm,通过有限元模拟实验确定的开槽尺寸优选为槽长
×
槽宽
×
槽深=a
×b×
c=60
×
20
×
20mm。
118.开槽尺寸的4个水平分别为:a1
×
b1
×
c1(60
×
20
×
20mm)、a2
×
b2
×
c2(50
×
30
×
20mm)、a3
×
b3
×
c3(70
×
35
×
25mm)、a4
×
b4
×
c4(40
×
25
×
30mm)。
119.(2)基于初始残余应力场设计开槽方式的4个水平
120.开槽方式包括开槽数量、开槽方向和开槽位置,本发明根据开槽位置设计4个水平,开槽数量根据开槽位置的4个水平作适应性改变,开槽方向均相同。具体如下:
121.所述待加工坯料具有相对设置的第一表面a面和第二表面b面,在所述第一边框11的两侧均开设多个凹槽时,定义自所述第一表面向内凹陷的凹槽为第一凹槽,自所述第二表面向内凹陷的凹槽为第二凹槽,所述第一凹槽和所述第二凹槽的槽底相对设置。
122.请结合参阅图4,需要说明的是,在本实施例中,a面为图4所示的上表面,b面为图4所示的下表面。
123.开槽位置的四个水平如下:仅a面开槽、仅b面开槽、ab面均开槽、ab面均不开槽;
124.开槽数量:
125.仅a面开槽:第一凹槽的数量为9个,结合参阅图4,左侧的第一边框开设6个第一凹槽,开槽间隔为100mm;右侧的第一边框开设3个第一凹槽,开槽间隔为100mm;第二凹槽的数
量为0;
126.仅b面开槽:第二凹槽的数量为9个,左侧的第一边框开设6个第二凹槽,开槽间隔为100mm;右侧的第一边框开设3个第二凹槽,开槽间隔为100mm;第一凹槽的数量为0;
127.ab面均开槽:a面开设9个第一凹槽,b面开设9个第二凹槽;左侧的第一边框的a面开设6个第一凹槽(开槽间隔为100mm),右侧的第一边框的a面开设3个第一凹槽(开槽间隔为100mm);左侧的第一边框的b面开设6个第二凹槽(开槽间隔为100mm),右侧的第一边框的b面开设3个第二凹槽(开槽间隔为100mm);第一凹槽和第二凹槽相对设置。
128.ab面均不开槽:第一凹槽和第二凹槽的数量均为0。
129.需要说明的是,开槽数量较多,会降低框类零件的强度,开槽数量较少,不能达到应力释放较好的效果。
130.开槽方向:
131.所述凹槽30的开槽方向与所述第一边框11的宽度方向相同;所述凹槽30的槽长小于所述第一边框11的第一宽度,且所述凹槽30长度方向的中心轴与所述第一边框11宽度方向的中心轴位于同一直线上。
132.所述凹槽30的开槽方向与所述第一边框11的宽度方向相同,可以理解为所述凹槽30的槽长与第一边框11的宽度方向相同;所述凹槽的槽长小于所述第一边框11的第一宽度,可以理解为所述凹槽30未贯穿所述第一边框11的两个侧面;所述凹槽30长度方向的中心轴与所述第一边框11宽度方向的中心轴位于同一直线上,可以理解为所述凹槽30为轴对称图形,且对称轴为第一边框11宽度方向上的中心轴。
133.(3)加工顺序
134.根据零件加工过程中需要去除的材料及其去除顺序设计加工顺序。加工顺序的4个水平分别为:
135.加工顺序1:
136.a面粗加工(铣削a面,进给量20mm)
→
b面粗加工(铣削b面,进给量20mm;铣销b面内框,进给量30mm)
→
b面半精加工(铣削b面内框,进给量20mm,铣削b工艺槽,槽深10mm)
→
a面半精加工(铣削a面,进给量20mm,铣削a工艺槽,槽深10mm)
→
a面精加工(铣削a面,进给量10mm,铣削a面外框,进给量10mm)
→
b面精加工(铣削b面,进给量10mm,铣削b面外框,进给量10mm)
→
铣销工艺鞑子
137.加工顺序2:b面粗加工(铣削b面,进给量20mm;铣销b面内框,进给量30mm)
→
a面粗加工(铣削a面,进给量20mm)
→
b面半精加工(铣削b面内框,进给量20mm,铣削b工艺槽,槽深10mm)
→
a面半精加工(铣削a面,进给量20mm,铣削a工艺槽,槽深10mm)
→
a面精加工(铣削a面,进给量10mm,铣削a面外框,进给量10mm)
→
b面精加工(铣削b面,进给量10mm,铣削b面外框,进给量10mm)
→
铣销工艺鞑子;
138.加工顺序3:a面粗加工(铣削a面,进给量20mm)
→
b面粗加工(铣削b面,进给量20mm;铣销b面内框,进给量30mm)
→
a面半精加工(铣削a面,进给量20mm,铣削a工艺槽,槽深10mm)
→
b面半精加工(铣削b面内框,进给量20mm,铣削b工艺槽,槽深10mm)
→
a面精加工(铣削a面,进给量10mm,铣削a面外框,进给量10mm)
→
b面精加工(铣削b面,进给量10mm,铣削b面外框,进给量10mm)
→
铣销工艺鞑子;
139.加工顺序4:加工顺序4:a面粗加工(铣削a面,进给量20mm)
→
b面粗加工(铣削b面,
进给量20mm;铣销b面内框,进给量30mm)
→
a面半精加工(铣削a面,进给量20mm,铣削a工艺槽,槽深10mm
→
b面半精加工(铣削b面内框,进给量20mm,铣削b工艺槽,槽深10mm)
→
b面精加工(铣削b面,进给量10mm,铣削b面外框,进给量10mm)
→
a面精加工(铣削a面,进给量10mm,铣削a面外框,进给量10mm)
→
铣销工艺鞑子。
140.将上述因素水平整理成表格,具体为:
141.表1因素水平表
[0142][0143]
(4)根据三因素四水平正交表l16(4 3)设计的有限元仿真方案如下。
[0144]
表2正交设计表
[0145]
[0146][0147]
(5)基于有限元仿真得到的变形量的分布数据,确定与最小变形量相对应的开槽方式、开槽尺寸和加工顺序的组合为最优加工方案。
[0148]
按照正交试验表设计的加工方案进行了16次有限元模拟加工,得到16个模拟结果,所述模拟结果包括成形模拟模型和变形量的分布数据,将变形量的分布数据进行比较,确定绝对值最大的变形量为该加工方案对应的变形量。不同加工方案对应的变形量的数据如表3所示。
[0149]
表3加工方案对应的变形量结果
[0150]
方案编号变形量方案编号变形量12.94mm92.52mm22.79mm102.34mm33.18mm112.03mm43.42mm122.18mm53.54mm134.23mm63.37mm143.75mm73.48mm153.94mm83.55mm164.03mm
[0151]
根据各加工方案变形量的数据可知,本实施例的最优加工方案为正交设计表中编号11号对应的加工方案,对应的变形量为2.03mm;最优加工方案具体为:ab面均开槽,凹槽的尺寸为60mm
×
20mm
×
20mm,加工顺序为加工顺序1(a面粗加工-b面粗加工-b面半精加工-a面半精加工-a面精加工-b面精加工-铣削工艺鞑子)。
[0152]
本实施例对应最优加工方案的加工产品图为图5所示。
[0153]
对比例1
[0154]
对比例1与实施例1的仿真模拟方法相同,其区别在于,加工前ab面均未开设用于释放应力的凹槽,采用的加工顺序为常规加工顺序,具体为a面粗加工
→
b面粗加工
→
b面半精加工
→
a面半精加工
→
a面精加工
→
b面精加工
→
铣削工艺鞑子。
[0155]
对比例的加工方案对应的加工产品图6所示,将图5和图6进行比较可知,图6的边框弯曲的比较厉害,说明加工变形量较大,产品的精度不高;根据对比例加工产品的变形量的分布数据可知,其中间径条往z轴负向翘曲,其最大变形量为4.2mm;而本实施例最优加工方案的最大变形量为2.03mm,其变形趋势得到控制,零件的加工变形减少了51.7%。
[0156]
需要说明的是,有限元模拟输出的图是网格状的彩图,但是由于不能提供彩图,所以本发明提供的图4和图5是经处理过的黑白图片,请知悉。
[0157]
本发明采用有限元方法,深入研究“考虑初始残余应力场 预开释放应力的凹槽 改变加工工艺顺序”的变形控制策略,最终达到抑制铝合金框类工件加工变形的目的。
[0158]
以上内容是结合具体的优选实施方式对本发明作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演和替换,都应当视为属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。