1.本发明属于消防灭火技术领域,涉及一种基于混合灭火剂的全淹没灭火装置及其灭火方法,特别是涉及一种用于锂电池的基于混合灭火剂的全淹没灭火装置及其灭火方法。
背景技术:
2.现有针对锂电池消防灭火技术中,其灭火剂大都采用七氟丙烷(hfc-227ea/fm200)或者六氟丙烷(hfc-236fa)灭火剂。
3.七氟丙烷灭火剂是一种以化学灭火为主兼有物理冷却灭火作用的洁净气体灭火剂。它具有无色、无味、低毒、不导电、不污染被保护对象、不会对财物和精密设施造成损坏;可以以较低的该灭火剂浓度,可靠地扑灭b、c类火灾及电气火灾;在常温下可液化储存,常温下七氟丙烷液态密度为1.4kg/l,储存空间小,临界温度高,临界压力低;其释放至灭火空间中不含粒子或油状残余物,对大气臭氧层无破坏作用(odp值为0),在大气层停留时间为31~42年,符合环保要求。
4.六氟丙烷灭火剂与七氟丙烷灭火剂性质基本类似,常温下六氟丙烷液态密度为1.3kg/l。
5.首先,由于上述六氟丙烷或七氟丙烷灭火装置向热失控空间释放灭火剂为气体状态,难以释放至锂电池电芯间深位间隙,且这种气态灭火剂热传导率低,只对锂电池外部明火有快速冷却作用,对锂电池内部冷却效果很差,因此无法对正在燃烧的锂电池本体内部通过降温实现有效灭火;其次,对于半密闭空间的锂电池,上述六氟丙烷或七氟丙烷灭火装置释放出灭火剂气体具有挥发性和扩散性能,会导致灭火剂气体大量流失,更大大地降低其灭火效果;最后,通过上述六氟丙烷或七氟丙烷灭火剂对锂电池进行地大量灭火实验证明,即使锂电池火灾灭火后其复燃的几率非常高,但由于锂电池复燃前锂电池灭火装置中上述灭火剂已经耗尽,即使锂电池复燃后灭火装置也无法再控制火情,会导致更大的损失。
6.另外,现有针对锂电池消防灭火技术中,有一种无毒、无污染的水系分散型蛭石灭火剂(简称avd灭火剂),其由水和平均粒径约80μm的蛭石片状颗粒均匀混合而成,常温下avd灭火剂液态密度为1.1kg/l,其中蛭石片状颗粒主要成分如下:
[0007][0008]
该avd灭火剂装置锂电池火灾时释放喷射至锂电池火源上,avd灭火剂中水分会迅速吸热蒸发,剩下的蛭石片状颗迅速堆积于锂电池电芯表面,在燃烧面上形成覆盖层并迅速变干,从而在火源和大气之间形成一层隔离氧气层的不可燃的致密薄片层,实现锂电池火灾的长效灭火,尤其是能有效抑制锂电池火灾的复燃;另外形成的致密薄片层可以大大地减少锂电池电芯燃烧烟雾的扩散,避免人产生恐慌情绪。
[0009]
但是由于该avd灭火剂粘滞系数大,导致在其灭火装置中灭火管道内流动时阻力很大,这样大大地造成该avd灭火剂灭火时的压力损失,使其向灭火空间释放时雾化和扩散性能降低,无法迅速地达到远处着火点;同时现有锂电池火灾灭火方式大都采取全淹没式灭火方式,因此该avd灭火剂装置不利于快速抑制锂电池初期火灾。
技术实现要素:
[0010]
针对上述锂电池火灾灭火装置存在的问题,本发明提供一种既可以对火灾,尤其燃烧迅速、热释放量大、会产生大量的有害气体及烟雾的锂电池火灾,具有快速冷却功能,又可以防止火灾复燃的基于混合灭火剂的全淹没灭火装置,包括顶部设喷出口及与喷出口连通的触底虹吸管/底部设喷出口的容器及储存在其中混合灭火剂、增压氮气,其中所述喷出口设一喷气阀,所述混合灭火剂由avd灭火剂和具有冷却功能的气体灭火剂组成,所述avd灭火剂和气体灭火剂利用所述增压氮气加压稳定地分上下两层储存在容器内,且所述气体灭火剂储存在容器内为饱和液体。
[0011]
上述所述气体灭火剂为低压液化气体灭火剂。
[0012]
上述所述低压液化气体灭火剂为七氟丙烷气体灭火剂或六氟丙烷气体灭火剂。
[0013]
上述所述混合灭火剂中七氟丙烷气体灭火剂或六氟丙烷气体灭火剂的质量含量是5%-60%,avd灭火剂的质量含量是95%-40%。
[0014]
上述所述混合灭火剂中七氟丙烷气体灭火剂或六氟丙烷气体灭火剂的质量含量是50%,avd灭火剂的质量含量是50%。
[0015]
上述所述全淹没灭火装置用于a、b、c或e类火灾灭火。
[0016]
上述所述全淹没灭火装置用于锂电池火灾灭火。
[0017]
上述所述全淹没灭火装置用于橡胶轮胎或木材火灾灭火。
[0018]
本发明还提供一种灭火方法,采用具有冷却功能的气体灭火剂和avd灭火剂,至少包括如下步骤:
[0019]
1)火灾发生初期,先释放具有冷却功能的气体灭火剂至全淹没灭火空间;
[0020]
2)步骤1)结束后,再释放avd灭火剂至全淹没灭火空间。
[0021]
上述所述灭火方法中所述气体灭火剂为低压液化气体灭火剂。
[0022]
上述所述灭火方法中所述低压液化气体灭火剂为七氟丙烷气体灭火剂或六氟丙烷气体灭火剂。
[0023]
上述所述灭火方法中所述释放七氟丙烷气体灭火剂或六氟丙烷气体灭火剂的质量含量是所述灭火释放气体灭火剂和avd灭火剂质量总和的5%-60%,所述释放avd灭火剂的质量含量是所述灭火释放气体灭火剂和avd灭火剂质量总和的95%-40%。
[0024]
上述所述灭火方法中所述释放七氟丙烷气体灭火剂或六氟丙烷气体灭火剂的质量含量是所述灭火释放气体灭火剂和avd灭火剂质量总和的50%,所述释放avd灭火剂的质量含量是所述灭火释放气体灭火剂和avd灭火剂质量总和的50%。
[0025]
上述所述灭火方法中所述的灭火方法用于a、b、c或e类火灾灭火。
[0026]
上述所述的灭火方法中用于锂电池火灾灭火。
[0027]
上述所述灭火方法中用于橡胶轮胎或木材火灾灭火。
[0028]
本发明提供的用于锂电池的基于混合灭火剂的全淹没灭火装置及其灭火方法利用avd灭火剂和具有冷却功能的气体灭火剂通过增压氮气加压稳定地分上下两层储存在容器内,灭火时先释放具有冷却功能的气体灭火剂,然后再释放avd灭火剂;不仅可以及时地灭火或控火从而抑制火势蔓延造成危害扩大,而且通过其覆盖作用持续抑制锂电池复燃,同时大大地减少锂电池火灾烟雾的排放。另外,本发明提供的基于混合灭火剂的全淹没灭火装置及其灭火方法也用于扑灭a、b、c或e类火灾灭火,尤其用于扑灭橡胶轮胎或木材火灾灭火。
附图说明
[0029]
图1为本发明一种用于锂电池的基于混合灭火剂的全淹没灭火装置示意图。
[0030]
图2为本发明另一种用于锂电池的基于混合灭火剂的全淹没灭火装置示意图。
[0031]
图3为本发明磷酸铁锂锂电池火灾灭火试验模型结构示意图。
[0032]
图4为图3中磷酸铁锂锂电池火灾试验模型电池箱部分俯视图。
[0033]
图5为本发明三元锂电池火灾灭火试验模型结构示意图。
[0034]
图6为图5中三元锂电池箱火灾试验模型电池箱部分俯视图。
[0035]
图7为本发明第三种用于锂电池的基于混合灭火剂的全淹没灭火装置示意图。
具体实施方式
[0036]
下面以锂电池火灾为例,并结合附图和具体实施例对本发明提供的一种基于混合灭火剂的全淹没灭火装置及其灭火方法进行详细说明。
[0037]
本发明提供一种用于锂电池的基于混合灭火剂的全淹没灭火装置,包括底部带喷出口的容器及储存在其中混合灭火剂,其中所述混合灭火剂由具有冷却功能的气体灭火剂
和avd灭火剂混合组成,并利用增压氮气加压储存在容器内的所述avd灭火剂和气体灭火剂稳定分成上下两层。
[0038]
当该混合灭火剂利用增压氮气加压(1.0mpa~6.7mpa范围内)存储在容器内时,所述气体灭火剂液化成为饱和液体;同时,液化后的气体灭火剂与avd灭火剂互不相溶(或者互相溶解量极低可以忽略),这样加压储存在容器内的所述avd灭火剂和气体灭火剂会稳定分成上下两层,上层为较小密度的avd灭火剂,下层为较大密度的气体灭火剂。
[0039]
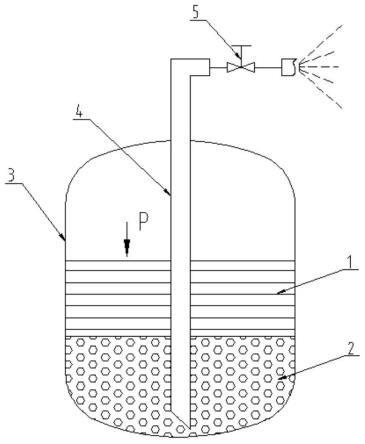
如图1所示,所述容器3出口设置于其顶部,且虹吸管4与容器3喷出口连通并伸入设置至容器3底部(以降低灭火剂释放剩余率),并在喷出口设一喷气阀5,所述avd灭火剂1和气体灭火剂2分成上下两层储存在容器3内;当该混合灭火剂通过锂电池灭火系统扑灭锂电池火灾时,气体灭火剂2先经所述虹吸管4由喷出口喷出,从而达到首先实施冷却降温扑灭明火的目的,随后喷出的avd灭火剂1则实现持续抑制复燃的功能;
[0040]
如图2所示,所述容器3喷出口设置于其底部,在喷出口设一喷气阀5,所述avd灭火剂1和气体灭火剂2分成上下两层储存在容器3内;当该混合灭火剂通过锂电池灭火系统扑灭锂电池火灾时,气体灭火剂2先由所述容器3喷出口喷出,从而达到首先实施冷却降温扑灭明火的目的,随后喷出的avd灭火剂1则实现持续抑制复燃的功能;
[0041]
本发明中所述的具有冷却功能的气体灭火剂,可以为七氟丙烷、六氟丙烷等常见的气体灭火剂。
[0042]
下面以七氟丙烷和avd混合为例,通过设计12组锂电池火灾(即初期火灾发展迅速且具有复燃特点的固体火灾)灭火试验来验证混合灭火剂在快速扑灭明火和防止复燃等方面的优势:
[0043]
试验1-1:混合灭火剂中七氟丙烷的质量含量是5%,avd灭火剂的质量含量是95%,扑灭磷酸铁锂电池火灾试验;
[0044]
试验1-2:混合灭火剂中七氟丙烷的质量含量是5%,avd灭火剂的质量含量是95%,扑灭三元锂电池火灾试验;
[0045]
试验2-1:混合灭火剂中七氟丙烷的质量含量是20%,avd灭火剂的质量含量是80%,扑灭磷酸铁锂电池火灾试验;
[0046]
试验2-2:混合灭火剂中七氟丙烷的质量含量是20%,avd灭火剂的质量含量是80%,扑灭三元锂电池火灾试验;
[0047]
试验3-1:混合灭火剂中七氟丙烷的质量含量是50%,avd灭火剂的质量含量是50%,扑灭磷酸铁锂电池火灾试验;
[0048]
试验3-2:混合灭火剂中七氟丙烷的质量含量是50%,avd灭火剂的质量含量是50%,扑灭三元锂电池火灾试验;
[0049]
试验4-1:混合灭火剂中七氟丙烷的质量含量是60%,avd灭火剂的质量含量是40%,扑灭磷酸铁锂电池火灾试验;
[0050]
试验4-2:混合灭火剂中七氟丙烷的质量含量是60%,avd灭火剂的质量含量是40%,扑灭三元锂电池火灾试验。
[0051]
试验5-1:混合灭火剂中七氟丙烷的质量含量是70%,avd灭火剂的质量含量是30%,扑灭磷酸铁锂电池火灾试验;
[0052]
试验5-2:混合灭火剂中七氟丙烷的质量含量是70%,avd灭火剂的质量含量是
30%,扑灭三元锂电池火灾试验。
[0053]
试验6-1:混合灭火剂中七氟丙烷的质量含量是95%,avd灭火剂的质量含量是5%,扑灭磷酸铁锂电池火灾试验;
[0054]
试验6-2:混合灭火剂中七氟丙烷的质量含量是95%,avd灭火剂的质量含量是5%,扑灭三元锂电池火灾试验。
[0055]
具体试验方法如下所述:
[0056]
1基本要求
[0057]
试验在下述大气条件下进行:
[0058]
——温度:15℃~35℃;
[0059]
——相对湿度:15%~90%;
[0060]
——大气压力:86kpa~106kpa。
[0061]
试验用热电偶为k型热电偶,热电偶探针直径不大于1mm,长度为500mm。
[0062]
混合灭火剂为下表1中不同比例的七氟丙烷和avd的混合物,共3kg,充增压氮气加压至1.2mpa。
[0063]
2 试验模型
[0064]
2.1 磷酸铁锂锂电池模型
[0065]
如图3和4所示磷酸铁锂锂电池火灾灭火试验模型结构示意图,火灾试验模型由钢质电池箱(不带盖)10、磷酸铁锂锂电池组9、加热装置、热电偶11组成,其中磷酸铁锂锂电池组9紧靠放置在尺寸为220mm
×
235mm
×
155mm的钢制电池箱10内,为方便看清磷酸铁锂电池模型结构,将电池箱10的一侧省略不画出。
[0066]
上述磷酸铁锂锂电池单体91型号为lp32650,共42块,电池单体91外形尺寸φ32mm
×
65mm,额定电压3.2v,容量5000mah;单体电池91之间不连接。
[0067]
上述加热装置主要由四根加热棒81组成,单根加热棒81外形尺寸φ12mm
×
100mm,额定功率300w,加热装置总功率1200w;四根单根加热棒81分别插入42块电池单体91之间的间隙(如图4所示位置)。
[0068]
上述热电偶11为k型热电偶探针,共8个,其中每四根热电偶11为一组成直线均匀分别设在四根加热棒81两侧。
[0069]
磷酸铁锂锂电池火灾试验模型电池箱部分俯视图如图4所示。
[0070]
2.2三元锂电池模型
[0071]
如图5和6所示三元锂电池火灾灭火试验模型结构示意图,火灾试验模型由钢质电池箱(不带盖)13、两块软包三元锂电池14、加热装置、热电偶11组成,其中两块软包三元锂电池14紧靠放置在尺寸为220mm
×
235mm
×
155mm的电池箱13内。
[0072]
上述三元锂电池14,外形尺寸230mm
×
160mm
×
6mm,额定电压3.7v,容量30ah。两块电池14之间不连接。
[0073]
上述加热装置主要由四根加热棒81组成,单根加热棒81外形尺寸φ12mm
×
100mm,额定功率300w,加热装置总功率1200w;四根单根加热棒81均匀分布在两块软包三元锂电池14中间(如图5所示位置)。
[0074]
上述热电偶11为k型热电偶探针,共8个,其中4个均匀贴在上面一块三元锂电池14的上侧,其余4个均匀贴在下面一块三元锂电池的下侧。
[0075]
三元锂电池火灾试验模型电池箱部分俯视图如图6所示。
[0076]
3试验过程
[0077]
3.1磷酸铁锂电池试验过程
[0078]
将电量充满(实际soc应大于最大允许soc的90%。soc即荷电状态,用来反映电池的剩余容量,其数值上定义为剩余容量占电池容量的比值,常用百分数表示,其取值范围为0~100%,当soc=0时表示电池放电完全,当soc=100%时表示电池完全充满)后的磷酸铁锂锂电池组放入电池箱10内,然后将四根加热棒81和八根热电偶11按图3安装于电池箱10内,加热棒81和热电偶11均与被加热电池91表面直接接触。
[0079]
将喷头12居中固定在电池箱10正上方50mm并朝向正下方,喷射管路18中设一喷气阀与增压氮气储存混合灭火剂的容器7喷出口相连,其总长为2m。
[0080]
安装完成后通电启动加热装置,以额定功率进行加热,观察电池箱10内部电池91状态。当电池组9发生热失控时引燃电池箱10内可燃气体,同时停止加热,并手动启动喷气阀。待灭火剂喷射完后继续观察15min,记录试验结果见下表1。
[0081]
3.2三元锂电池试验过程
[0082]
将电量充满(实际soc应大于最大允许soc的90%)后的2块软包三元锂电池14放入电池箱13内,然后将四根加热棒81和八根热电偶11按图5安装于电池箱13内,加热棒81和热电偶11均与被加热电池14表面直接接触。
[0083]
将喷头12居中固定在电池箱13正上方50mm并朝向正下方,喷射管路18中设一喷气阀与增压氮气储存混合灭火剂的容器7喷出口相连,其总长为2m。
[0084]
安装完成后通电启动加热装置,以额定功率进行加热,观察电池箱13内部电池14状态。当电池组发生热失控时引燃电池箱13内可燃气体,同时停止加热,并手动启动喷气阀。待灭火剂喷射完后继续观察15min,记录试验结果见下表1。
[0085]
表1:
[0086][0087]
上表1中明火扑灭的标准为目测不到明火火焰;复燃的标准是目测到明火火焰出现。
[0088]
上述12组对比试验中,试验组1-1和1-2中混合灭火剂所含七氟丙烷含量极低,试验结果可以近视为avd灭火剂的效果;试验组6-1和6-2中混合灭火剂所含avd含量极低,试验结果可以近视为七氟丙烷灭火剂的效果。3-1/2技术方案效果最优。
[0089]
从上述12组对比试验可以看出,七氟丙烷气体灭火剂虽然扑灭明火速度较快,但无法持续抑制火灾出现复燃;avd灭火剂虽然持续冷却抑制温升和复燃效果较好,但扑灭明火速度较慢;而七氟丙烷和avd混合灭火剂既可以快速扑灭明火,又可以持续抑制火灾复燃。
[0090]
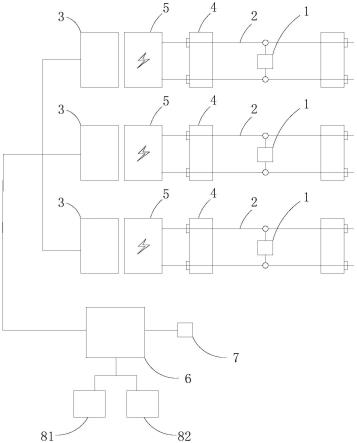
本发明的主要要点是针对锂电池类似火灾通过先后分别释放具有冷却功能的气体灭火剂和avd灭火剂进行全淹没灭火。虽然本说明书实施例是以锂电池火灾为例进行描述,但是本发明也可以用于a、b、c或e类火灾,如橡胶轮胎或木材火灾。另外,本说明书实施例是以具有冷却功能的气体灭火剂和avd灭火剂利用增压氮气储存在一个容器中,当然也可以分别利用增压氮气储存在不同容器3和3
′
中如图7(设在容器3和3
′
灭火剂喷出口上均一喷气阀在图中未示出),灭火装置先控制打开容器3喷出口上的喷气阀向全淹没灭火空间释放具有冷却功能的气体灭火剂至停止释放,再控制打开容器3
′
喷出口上喷气阀向全淹没灭火空间释放avd灭火剂进行灭火即可;其中灭火过程中分别释放至全淹没灭火控制具有冷却功能的气体灭火剂和avd灭火剂占灭火过程它们总质量的质量含量,可以参照上述本发明第一、二种用于锂电池的基于混合灭火剂的全淹没灭火装置针对三元锂电池火灾试验模型和磷酸铁锂电池火灾模型试验结果表1,其中具有冷却功能的气体灭火剂为七氟丙烷气体灭火剂。其次,本发明中所采用增压氮气也可以采用惰性气体,如氦气、氩气等。在此,权利要求书对本发明的保护范围予以了描述,但是,凡事包含了本发明的发明要点,不背离本发明宗旨的,任何变化方案,都是落入本发明的保护范围之内的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。