1.本实用新型涉及一种检具,具体涉及一种汽车行车电脑后盖孔位槽形检具。
背景技术:
2.所谓的行车电脑显示屏,就是通过显示屏幕把行车电脑的一部分数据用屏显的方式体现出来。大多数行车电脑电脑显示有平均油耗,瞬时油耗、室外温度、平均车速、驾驶时间、单次行驶里程等数据。行车电脑显示屏根据显示颜色,可以分为单色和彩色两种。
3.行车电脑的屏显需要固定在后盖上,后盖在完成成型工序后,为了确保后续的装配精度,需要对后盖上的通孔的孔位和通槽的槽形进行检测。
4.原有的检测方式为人工通过卷尺或者卡尺测量通孔与通孔之间的间距、并且用检测块塞入通槽内进行检测。但是,此检测方式并不能对孔位进行精准的测量,同时无法检测后盖的弧形侧边的轮廓度。
技术实现要素:
5.本实用新型的目的是:
6.设计一种汽车行车电脑后盖孔位槽形检具,可对汽车行车电脑的后盖进行定位装夹,并且对后盖上的通孔进行贯穿式孔位检测,对通槽进行槽形检测,对弧形侧边进行轮廓度检测,提升对后盖的检测的精准性。
7.为了实现上述目的,本实用新型提供如下的技术方案:
8.一种汽车行车电脑后盖孔位槽形检具,包括底板、轮廓仿形块、第一拧紧销、第二拧紧销、第三拧紧销、第四拧紧销以及方槽检块;所述轮廓仿形块位于底板上端面,所述第一拧紧销与底板上的第一支撑座可拆卸式连接,所述第二拧紧销与底板上的第二支撑座可拆卸式连接,所述第三拧紧销与底板上的第三支撑座可拆卸式连接,所述第四拧紧销与底板上第四支撑座可拆卸式连接;所述第四支撑座上设置有弹簧销,所述方槽检块与弹簧销的一端连接;所述底板上还设置有通止规和塞规。
9.进一步的,所述第一支撑座上设置有第一基准销,所述第一拧紧销与第一基准销均倾斜设置。
10.进一步的,所述第二支撑座上设置有第二基准销,所述第二拧紧销与第二基准销均倾斜设置。
11.进一步的,所述第三支撑座上设置有第三基准销,所述第三拧紧销与第三基准销均倾斜设置。
12.进一步的,所述第一支撑座、第二支撑座以及第三支撑座依次并排布置,所述第四支撑座与第三支撑座的位置相对应;所述第三支撑座的侧面设置有侧检块。
13.进一步的,所述弹簧销倾斜贯穿第四支撑座上的通孔,所述方槽检块呈长方体状并且与第四支撑座上的凹槽形状相配合。
14.进一步的,所述轮廓仿形块的顶端呈弧形;所述通止规和塞规具体位于靠近轮廓
仿形块的位置处。
15.本实用新型的有益效果为:一种汽车行车电脑后盖孔位槽形检具,结合轮廓仿形块、第一拧紧销、第二拧紧销、第三拧紧销、第四拧紧销以及方槽检块的搭配利用,可对汽车行车电脑的后盖进行定位装夹,并且对后盖上的通孔进行贯穿式孔位检测,方槽检块对通槽进行槽形检测,轮廓仿形块与塞规配合对弧形侧边进行轮廓度检测,可大幅提升对后盖的检测的精准性,方便检测操作。
附图说明
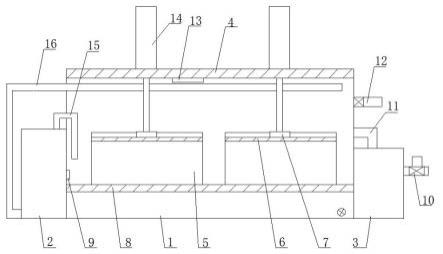
16.图1为本实用新型一种汽车行车电脑后盖孔位槽形检具的整体结构示意图。
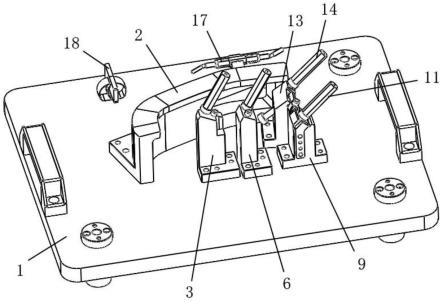
17.图2为本实用新型一种汽车行车电脑后盖孔位槽形检具另一视角的整体结构示意图。
18.图3为本实用新型一种汽车行车电脑后盖孔位槽形检具的部分结构示意图。
19.图4为图3所示结构的部分结构示意图。
20.图中:1、底板;2、轮廓仿形块;3、第一支撑座;4、第一拧紧销;5、第一基准销;6、第二支撑座;7、第二拧紧销;8、第二基准销;9、第三支撑座;10、侧检块;11、第三拧紧销;12、第三基准销;13、第四支撑座;14、第四拧紧销;15、弹簧销;16、方槽检块;17、通止规;18、塞规。
具体实施方式
21.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
22.参考图1至图4,一种汽车行车电脑后盖孔位槽形检具,包括底板1、轮廓仿形块2、第一拧紧销4、第二拧紧销7、第三拧紧销11、第四拧紧销14以及方槽检块16;所述轮廓仿形块2位于底板1上端面,所述轮廓仿形块2用于对后盖工件进行轮廓度检测,所述第一拧紧销4与底板1上的第一支撑座3可拆卸式连接,所述第二拧紧销7与底板1上的第二支撑座6可拆卸式连接,所述第三拧紧销11与底板1上的第三支撑座9可拆卸式连接,所述第四拧紧销14与底板1上第四支撑座13可拆卸式连接,所述将第一拧紧销4、第二拧紧销7、第三拧紧销11以及第四拧紧销14分别用于对后盖工件上不同位置的通孔进行孔位检测;所述第四支撑座13上设置有弹簧销15,所述方槽检块16与弹簧销15的一端连接,方槽检块16用于对后盖工件通槽的槽形进行检测;所述底板1上还设置有通止规17和塞规18,通止规17用于检测孔径,塞规18用于配合轮廓仿形块2检测轮廓度。
23.所述第一支撑座3上设置有第一基准销5,所述第一拧紧销4与第一基准销5均倾斜设置,第一基准销5用于贯穿后盖工件上的通孔,实现后盖工件的定位。
24.所述第二支撑座6上设置有第二基准销8,所述第二拧紧销7与第二基准销8均倾斜设置,第二基准销8用于贯穿后盖工件上的通孔,实现后盖工件的定位。
25.所述第三支撑座9上设置有第三基准销12,所述第三拧紧销11与第三基准销12均倾斜设置,第三基准销12用于贯穿后盖工件上的通孔,实现后盖工件的定位。
26.所述第一支撑座3、第二支撑座6以及第三支撑座9依次并排布置,所述第四支撑座13与第三支撑座9的位置相对应;所述第三支撑座9的侧面设置有侧检块10,侧检块10用于
检测后盖工件靠近第三支撑座9位置处边缘的轮廓度。
27.所述弹簧销15倾斜贯穿第四支撑座13上的通孔,所述方槽检块16呈长方体状并且与第四支撑座13上的凹槽形状相配合,方槽检块16在弹簧销15的弹力作用下位于第四支撑座13上的凹槽内。
28.所述轮廓仿形块2的顶端呈弧形,为后盖工件仿形设计;所述通止规17和塞规18具体位于靠近轮廓仿形块2的位置处,方便操作人员拿取进行检测操作。
29.本实用新型的工作原理为:首先将第一拧紧销4、第二拧紧销7、第三拧紧销11以及第四拧紧销14分别从第一支撑座3、第二支撑座6、第三支撑座9以及第四支撑座13上取下,实现让位;此时在弹簧销15的弹簧弹力作用下,方槽检块16位于第四支撑座13上的凹槽内;
30.放入待检测的后盖工件,第一基准销5、第二基准销8、第三基准销12分别贯穿后盖工件上的通孔,实现工件的定位;随后使用第一拧紧销4、第二拧紧销7、第三拧紧销11以及第四拧紧销14分别插入第一支撑座3、第二支撑座6、第三支撑座9以及第四支撑座13上的检测孔,从而检测后盖工件上的孔位是否合格;
31.随后手动推动弹簧销15克服弹簧阻力朝向斜上方移动,使方槽检块16移入后盖工件上的通槽,观察方槽检块16能否顺利通过通槽、以及方槽检块16与通槽轮廓的间隙,实现后盖工件上通槽的槽形检测;
32.然后使用塞规18塞入后盖工件与轮廓仿形块2、侧检块10之间,根据后盖工件与轮廓仿形块2、侧检块10之间的间隙,判定后盖工件的轮廓度是否合格。
33.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。