1.本发明涉及塑料制品缺陷检测技术领域,更具体地说,它涉及一种塑料制品缺陷检测装置及检测方法。
背景技术:
2.塑料制品是采用塑料为主要原料加工而成的生活、工业等用品的统称。包括以塑料为原料的注塑、吸塑等所有工艺的制品,且塑料是一类具有可塑性的合成高分子材料,它与合成橡胶、合成纤维形成了日常生活不可缺少的三大合成材料。
3.在工厂制造塑料制品时,为保证塑料制品的质量,需要对批量制造出的塑料制品进行抽样检测,其中,在检测过程中,当对塑料制品的耐高温性能进行检测时,由于缺陷产品不耐高温,在加热中会出现变形的情况,并伴随着会释放出难闻的气味,从而扩散到周围环境中,造成一定的污染。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的在于提供一种塑料制品缺陷检测装置及检测方法。
5.为实现上述目的,本发明提供了如下技术方案:
6.包括:
7.检测台;
8.旋转支架,所述旋转支架转动连接于所述检测台上;
9.气缸,所述气缸设置于所述旋转支架上,且气缸输出轴上固定连接有用于阻挡塑料制品碎片飞溅的防护罩
10.锤击头,所述锤击头设置于所述防护罩内壁的顶部,且锤击头的内部设置有加热片,且用于对塑料制品进行加热;
11.检测机构,所述检测机构设置于所述防护罩上,且检测机构包括盒体,所述盒体固定于所述防护罩上,且盒体内部的一侧设置有处理泵,所述处理泵的一侧连通有连接管,且连接管的一端连通有检测器,所述检测器设置于所述盒体内部的一侧,所述防护罩内部的一侧设置有吸气嘴,且吸气嘴通过管道与所述处理泵连通;
12.净化组件,所述净化组件设置于所述盒体的内部,且净化组件包括吸附板,所述吸附板设置于盒体内部的两侧,且盒体的底部连通有用于将吸附后的气体进行排出的出气头;
13.控制器,用于启动所述气缸,将所述防护罩内的锤击头对塑料制品表面进行挤压,之后控制加热片对塑料制品进行加热;查找一个预先设置的塑料制品类型-温度信息表,获得加热温度t,且控制器计算塑料制品的压强,其中s为塑料制品的面积值,h为塑料制品的厚度值,为比例因子,且,判断p是否大于一个预先设置的p,其中,如果是,则为产品合格信号;如果否,则为产品不合格信号,之后控制器控制所述气缸向上运动,使所述锤击头与
塑料制品进行分离,并控制加热片停止工作。
14.优选地,所述检测台的底部固定连接有底座,所述底座的一侧设置有电机,所述电机输出轴固定于所述旋转支架上,用于驱动所述旋转支架进行旋转,使防护罩远离所述检测台,将待检测的塑料制品放入在所述检测台上。
15.优选地,所述检测台上转动连接有从齿轮,所述旋转支架的外表面固定连接有主齿轮,所述主齿轮的外表面与所述从齿轮的外表面啮合。
16.优选地,所述从齿轮上设置有t形杆,所述检测台上固定连接有连接板,所述连接板上滑动连接有位移板,且位移板上开设有通槽,且t形杆滑动连接于所述通槽的内部,且位移板上固定连接有用于对检测后的塑料进行移动的t形推板。
17.优选地,所述检测台的内部开设有u形槽,所述u形槽的内部滑动连接有滑动块,所述滑动块固定于所述t形推板上,且滑动块的一侧通过连接杆固定连接有盖板。
18.优选地,所述检测台上开设有开口,所述底座的内部开设有进料槽,且进料槽与所述开口连通,在所述t形推板的推动下,使检测后的塑料制品,通过所述开口落入到所述进料槽内收集。
19.优选地,所述盖板用于对所述开口进行密封,阻止检测后残留气体从所述进料槽内扩散出。
20.优选地,所述防护罩上设置有驱动电机,所述驱动电机输出轴上固定连接有转动轴,所述转动轴的外表面通过套筒固定连接有刮板,且刮板用于对锤击头底部残留的塑料制品进行刮动。
21.优选地,所述防护罩的一侧开设有转动口,使所述刮板旋转进入,对对锤击头底部残留的塑料制品进行刮动。
22.一种塑料制品缺陷检测方法,应用于所述的一种塑料制品缺陷检测装置,所述塑料制品缺陷检测方法包括如下步骤:
23.s1、启动所述气缸,将所述防护罩内的锤击头对塑料制品表面进行挤压;
24.s2、之后控制加热片对塑料制品进行加热;查找一个预先设置的塑料制品类型-温度信息表,获得加热温度t1;
25.s3、控制器计算塑料制品的压强其中s1为塑料制品的面积值,h1为塑料制品的厚度值,α为比例因子;
26.s4、判断p是否大于一个预先设置的p0,其中,如果是,则为产品合格信号;如果否,则为产品不合格信号;
27.s5、之后控制器控制所述气缸向上运动,使所述锤击头与塑料制品进行分离,并控制加热片停止工作。
28.与现有技术相比,本发明具备以下有益效果:
29.通过设置的气缸,能够驱动锤击头对塑料制品的抗压性进行检测,之后再启动锤击头内的加热片,对抗压后的塑料制品进行加热检测,当检测后出现气体时,通过设置的吸附板,对产生的气体进行净化,避免有害气体产生并释放至生产车间内,造成车间环境的污染,并出现操作人员的误吸入,进而提高了检测中的安全性。
附图说明
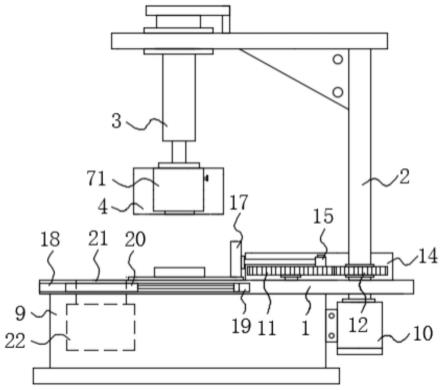
30.图1为本发明提出的种塑料制品缺陷检测装置实施例一的示意图;
31.图2为图1所示盒体的剖视示意图;
32.图3为图1所示从齿轮的俯视结构示意图;
33.图4为图1所示防护罩的内部结构示意图;
34.图5为为本发明提出的一种塑料制品缺陷检测装置实施例二的结构示意图;
35.图6为本发明提出的一种塑料制品缺陷检测方法的流程图。
36.1、检测台;2、旋转支架;3、气缸;4、防护罩;5、锤击头;6、加热片;7、检测机构;71、盒体;72、处理泵;73、连接管;74、检测器;8、净化组件;81、吸附板;82、出气头;9、底座;10、电机;11、从齿轮;12、主齿轮;13、t形杆;14、连接板;15、位移板;16、通槽;17、t形推板;18、u形槽;19、滑动块;20、盖板;21、开口;22、进料槽;23、驱动电机;24、转动轴;25、刮板;26、转动口。
具体实施方式
37.实施例一
38.参照图1、图2和图4对本发明一种塑料制品缺陷检测装置及检测方法实施例做进一步说明。
39.一种塑料制品缺陷检测装置及检测方法,包括:
40.检测台1;
41.旋转支架2,所述旋转支架2转动连接于所述检测台1上;
42.气缸3,所述气缸3设置于所述旋转支架2上,且气缸3输出轴上固定连接有用于阻挡塑料制品碎片飞溅的防护罩4
43.锤击头5,所述锤击头5设置于所述防护罩4内壁的顶部,且锤击头5的内部设置有加热片6,且用于对塑料制品进行加热;
44.检测机构7,所述检测机构7设置于所述防护罩4上,且检测机构7包括盒体71,所述盒体71固定于所述防护罩4上,且盒体71内部的一侧设置有处理泵72,所述处理泵72的一侧连通有连接管73,且连接管73的一端连通有检测器74,所述检测器74设置于所述盒体71内部的一侧,所述防护罩4内部的一侧设置有吸气嘴75,且吸气嘴75通过管道与所述处理泵72连通;
45.净化组件8,所述净化组件8设置于所述盒体71的内部,且净化组件8包括吸附板81,所述吸附板81设置于盒体71内部的两侧,且盒体71的底部连通有用于将吸附后的气体进行排出的出气头82;
46.控制器,用于启动所述气缸3,将所述防护罩4内的锤击头5对塑料制品表面进行挤压,之后控制加热片6对塑料制品进行加热;查找一个预先设置的塑料制品类型-温度信息表,获得加热温度t1,且控制器计算塑料制品的压强其中s1为塑料制品的面积值,h1为塑料制品的厚度值,α为比例因子,且,判断p是否大于一个预先设置的p0,其中,如果是,则为产品合格信号;如果否,则为产品不合格信号,之后控制器控制所述气缸3向上运动,使所述锤击头5与塑料制品进行分离,并控制加热片6停止工作;
47.气缸3与控制器进行连接,且控制器安装在检测台1上,其中具体的安装位置根据具体的使用需求进行调整,在此不做赘述;
48.控制器与外部的电源以及控制开关进行连接,用于控制气缸3以及加热片6的启停;
49.防护罩4不仅可以对检测中塑料制品挤压产生的碎片进行阻挡,且对加热中产生的气体进行阻挡,避免直接释放到外部环境中;
50.处理泵72与外部的电源以及控制开关进行连接;
51.吸气嘴75用于对加热中塑料制品释放出的气体进行吸取,之后输送至盒体71内进行净化;
52.吸附板81的设置,用于对吸取的气体进行净化,避免释放出外界环境中,造成污染;
53.检测器74采用现有技术,对气体中有害物质进行检测,当有害物质超标时,则为缺陷产品;
54.锤击头5接触到塑料制品的顶部,且进行挤压,通过观察其形变程度,进而判断塑料制品是否为缺陷产品,其中,塑料制品类型-温度信息表为现有技术,在此不做赘述,当产品为不合格信号时,则为缺陷产品,反之不是。
55.所述检测台1的底部固定连接有底座9,所述底座9的一侧设置有电机10,所述电机10输出轴固定于所述旋转支架2上,用于驱动所述旋转支架2进行旋转,使防护罩4远离所述检测台1,将待检测的塑料制品放入在所述检测台1上;
56.电机10与外部的电源以及控制开关进行连接;
57.且电机10为正反转电机,可以控制旋转支架2的正反转动,使出气头82喷出气体,对残留在检测台1上的塑料制品进行吹动,以及对塑料制品进行降温;
58.同时,还可以控制t形推板17以及盖板20进行往复滑动,其中,t形推板17对检测后的塑料制品进行推动,使其进入到进料槽22内收集,之后进行检测时,在t形推板17滑动到一侧时,使盖板20也随着滑动,对进入的塑料制品进行密封,避免气体的释放。
59.所述检测台1上转动连接有从齿轮11,所述旋转支架2的外表面固定连接有主齿轮12,所述主齿轮12的外表面与所述从齿轮11的外表面啮合。
60.所述从齿轮11上设置有t形杆13,所述检测台1上固定连接有连接板14,所述连接板14上滑动连接有位移板15,且位移板15上开设有通槽16,且t形杆13滑动连接于所述通槽16的内部,且位移板15上固定连接有用于对检测后的塑料进行移动的t形推板17;
61.请参阅图3:
62.t形杆13与通槽16相适配,且从齿轮11的旋转,推动位移板15进行滑动。
63.所述检测台1的内部开设有u形槽18,所述u形槽18的内部滑动连接有滑动块19,所述滑动块19固定于所述t形推板17上,且滑动块19的一侧通过连接杆固定连接有盖板20。
64.所述检测台1上开设有开口21,所述底座9的内部开设有进料槽22,且进料槽22与所述开口21连通,在所述t形推板17的推动下,使检测后的塑料制品,通过所述开口21落入到所述进料槽22内收集。
65.所述盖板20用于对所述开口进行密封,阻止检测后残留气体从所述进料槽22内扩散出。
66.所述防护罩4的一侧开设有转动口26,使所述刮板25旋转进入,对对锤击头5底部残留的塑料制品进行刮动。
67.请参照图6
68.一种塑料制品缺陷检测方法,应用于所述的一种塑料制品缺陷检测装置,所述塑料制品缺陷检测方法包括如下步骤:
69.s1、启动所述气缸3,将所述防护罩4内的锤击头5对塑料制品表面进行挤压;
70.s2、之后控制加热片6对塑料制品进行加热;查找一个预先设置的塑料制品类型-温度信息表,获得加热温度t1;
71.s3、控制器计算塑料制品的压强其中s1为塑料制品的面积值,h1为塑料制品的厚度值,α为比例因子;
72.s4、判断p是否大于一个预先设置的p0,其中,如果是,则为产品合格信号;如果否,则为产品不合格信号;
73.s5、之后控制器控制所述气缸3向上运动,使所述锤击头5与塑料制品进行分离,并控制加热片6停止工作。
74.工作原理:
75.步骤一:首先将塑料制品放置于检测台1上,之后启动气缸3,推动防护罩4进行向下运动,使防护罩4内的锤击头5也随着对塑料制品表面施加压力,同时,启动加热片6,使锤击头5对塑料制品进行加热,从而观察在一定温度下,塑料制品的变化情况;
76.步骤二:当在对塑料制品进行加热时,如塑料制品在加热过程中产生气体时,通过启动处理泵72,使出气头82对产生的气体进行吸取,之后在管道及连接管73的输送下,使气体进入检测器74内,对进入的气体进行检测;如检测的气体数值超出设定的阈值时,通过设置的吸附板81,对进入的气体进行过滤净化,之后再通过出气口头82进行排出;
77.步骤三:当检测完毕后,对检测台1上的塑料制品进行更换时,通过启动电机10,使电机10输出轴上的旋转支架2进行旋转,使锤击头5从塑料制品的正上方远离,且通过出气口82,对检测后的塑料制品进行冷却,同时,对锤击产生的塑料制品碎片进行吹动清洁;
78.步骤四:其中,旋转支架2的旋转,带动主齿轮12也随之旋转,通过啮合的关系,驱动从齿轮11也随之旋转,并使t形杆13推动位移板15在连接板14上进行向左滑动,带动t形推板17靠近塑料制品,并将其推动;
79.步骤五:当t形推板17进行滑动时,使滑动块19在u形槽18内滑动,并使盖板20与开口21进行分离,使推动的塑料制品顺利进入到进料槽22内;
80.步骤六:对下一个塑料制品进行检测时,反之,操作上述步骤,其中,t形推板17进行相反方向的滑动,并将盖板20滑动覆盖在开口21上,对进入的塑料制品进行密封,避免残留的气体释放出。
81.实施例二
82.请参阅图5
83.所述防护罩4上设置有驱动电机23,所述驱动电机23输出轴上固定连接有转动轴24,所述转动轴24的外表面通过套筒固定连接有刮板25,且刮板25用于对锤击头5底部残留的塑料制品进行刮动;
84.驱动电机23与外部的电源以及控制开关进行连接;
85.且驱动电机23为正反转驱动电机23,带动刮板25进行转动,对锤击头5上残留的塑料制品进行刮动清理。
86.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。