1.本发明涉及一种锂离子电池,涉及电池技术领域。
背景技术:
2.随着新能源技术的发展,锂离子电池以其高能量密度、长循环寿命、体积小、重量轻等优点,在消费电子领域、电动汽车领域等得到了大量的应用。根据制作方式的不同,电池可以分为叠片电池和卷绕电池,卷绕电池因制备工艺简单易操作,容易实现产业自动化,得到了广泛的应用。
3.卷绕电池是指将极片通过卷绕工艺制备得到的电池,根据极片的卷绕方式,卷绕电池包括弯曲区域和平直区域,弯曲区域是电池的应力集中点,随着电池的循环,当弯曲区域的极片发生膨胀变形时,容易将极片中的电解液挤出,进而造成析锂、隔膜强度下降等问题,容易造成容量衰减、产气,以及微短路、电击穿等问题,影响锂离子电池的循环性能和安全性;并且伴随着行业对电池充电速度的要求越来越高,这种现象会更加严重。
技术实现要素:
4.本发明提供一种锂离子电池,用于解决电池应力集中的问题,提高锂离子电池的循环性能和安全性。
5.本发明提供一种锂离子电池,所述锂离子电池包括卷绕成形的负极片,所述负极片包括负极集流体和设置在负极集流体至少一个表面的负极活性层,所述负极活性层包括第一区域和第二区域,所述第一区域位于卷绕弯曲区域;
6.所述第一区域包括第一负极活性物质,所述第二区域包括第二活性物质,所述第一负极活性物质的体积膨胀小于所述第二负极活性物质的体积膨胀。
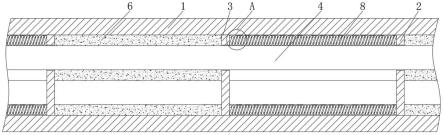
7.本发明提供一种锂离子电池,图1为本发明一实施例提供的锂离子电池的结构示意图,如图1所示,其包括卷绕成形的正极片100、负极片200以及隔膜300,隔膜300位于正极片100和负极片200之间,用于隔绝正极片100和负极片200接触发生电池短路,正极片100和负极片200中包括活性物质,通过锂离子在活性物质之间的脱出与嵌入为锂离子电池提供容量,根据图1可以看出,部分正极片和负极片位于卷绕电池的弯曲区域,部分正极片和负极片位于卷绕电池的平直区域,即平直区域和弯曲区域依次交替排列组成最终的卷绕电池;将卷绕成形的负极片200拉直后即可得到图2所示的负极片的俯视图,如图2所示,负极片200包括负极集流体201和设置在负极集流体201一个表面的负极活性层,需要说明的是,由于图2为负极片的俯视图,仅示出了负极集流体201一个表面的负极活性层,对于负极集流体201另一表面的负极活性层,本领域技术人员可根据实际需要进行设置,其中,负极活性层包括第一区域2021和第二区域2022,第一区域2021位于卷绕电池的弯曲区域,其余均为第二区域2022,也就是说,将图2所示的负极片卷绕成形后,第一区域2021位于卷绕电池左右两侧的弯曲区域,需要说明的是,第一区域2021位于卷绕弯曲区域,但并非所有的卷绕弯曲区域均为第一区域2021,设锂离子电池的卷绕层数为i层,每层包括左右两个弯曲区
域,即锂离子电池包括2i个弯曲区域,第一区域2021为2i个弯曲区域中的至少一个,例如,当2i个弯曲区域中仅一个弯曲区域为第一区域2021时,则负极活性层从左到右依次分为第二区域2022、第一区域2021和第二区域2022,当2i个弯曲区域均为第一区域2021时,第一区域2021和第二区域2022依次交替排列,即负极活性层具有如图2所示的结构,本发明对于第一区域的数量、长度均不作进一步限制,根据电池实际需要进行设置即可。
8.为了降低锂离子电池应力集中的问题,本发明降低了负极活性层第一区域中负极活性物质的体积膨胀,即所述第一区域2021包括第一负极活性物质,所述第二区域2022包括第二活性物质,所述第一负极活性物质的体积膨胀小于所述第二负极活性物质的体积膨胀,体积膨胀是指在锂离子电池充放电循环过程中,锂离子嵌入负极活性物质时所发生的体积变化,通过在电池卷绕弯曲区域选用体积膨胀较小的负极活性物质,随着锂离子电池的充放电循环,电池弯曲区域几乎不发生膨胀形变,极片内的电解液也就不会被挤出,为锂离子传输提供通道,避免析锂,从而减小容量衰减速率,减少产气以及可能出现的微短路、电击穿等问题,同时可以改善弯曲区域负极活性物质因膨胀变形导致的sei膜破坏,提高锂离子电池的循环性能和安全性。
9.在一种具体实施方式中,所述第一负极活性物质为钛酸锂(li4ti5o
12
),相比石墨、纯硅、硅的化合物等常规第二负极活性物质,钛酸锂在电化学反应中几乎零应变,有助于进一步提高锂离子电池的循环性能和安全性。
10.由于钛酸锂的克容量较低,与之进行电化学反应的对应区域的正极片需具备较小的面密度,使得从正极活性物质从脱出的锂离子能够嵌入钛酸锂中,避免发生析锂的问题,即所述锂离子电池还包括卷绕成形的正极片,所述正极片包括正极集流体和设置在正极集流体至少一个表面的正极活性层,如图3所示,所述正极活性层包括第三区域1021和第四区域1022,所述第三区域1021与所述第一区域2021进行电化学反应,所述第四区域2022与所述第二区域1022进行电化学反应;所述第三区域1021的面密度小于所述第四区域1022的面密度,面密度是指单位面积内正极活性层的质量,本领域技术人员可以通过以下技术手段降低第三区域1021的面密度,(1)用不同固含量的正极浆料分别涂覆第三区域和第四区域,其中,第三区域正极浆料固含量小于第四区域正极浆料固含量,涂敷方式、涂覆厚度均相同,然后辊压到相同厚度;(2)或使用相同固含量的正极浆料,降低第三区域正极浆料的涂覆量,比如第三区域涂覆一层,第四区域涂覆两层,然后辊压到相同厚度。
11.进一步地,第三区域1021的面密度可以根据第一区域2021确定,从而避免析锂问题的发生,具体地,所述第三区域1021的面密度为b2,所述第三区域1021中正极活性物质的质量百分数为b1,所述第一区域2021的面密度为a2,所述第一区域2021中第一负极活性物质的质量分数为a1,所述第一负极活性物质的克容量为a,所述第三区域1021中正极活性物质的克容量为b,所述第一区域2021与所述第三区域1021的np比为c,b2≤a2*a1*a/(c*b1*b)。
12.结合常规锂离子电池的要求,所述第一负极活性物质的克容量为a,150≤a≤175mah/g;所述第一区域中第一负极活性物质的质量分数为a1,85%≤a1≤98%;所述第一区域的面密度为a2,17≤a2≤36mg/cm2;所述第三区域中正极活性物质的质量百分数为b1,90%≤b1≤98.5%;所述第一区域与所述第三区域的np比为c,0.85≤c≤1.2。
13.此外,当负极活性层厚度过大时,电极深处并不能提供反应电流,即离集流体近的
活性物质难以充分发挥其容量,所以当第一区域2021的厚度不小于120μm时,所述第一区域2021包括依次层叠设置在负极集流体至少一个表面的第一负极活性层和第二负极活性层,两层活性物质都为钛酸锂材料,所述第一负极活性层中第一负极活性物质的d50为1-7μm,所述第二负极活性层中第一负极活性物质的d50为7-20μm,在负极片表面使用粒径较大的钛酸锂材料,有助于提高锂离子电池循环性能。
14.在锂离子电池制备过程中,可将正/负极活性物质搭配必要的导电剂和粘结剂按照一定的质量比混合均匀后涂覆在正/负极集流体表面对应区域,经烘干、辊压后得到正/负极片,随后将正/负极片搭配隔膜300卷绕成形,并将正极耳400、负极耳500分别连接在正/负极集流体表面,经封装、注液、化成等常规工序即可得到锂离子电池,具体地,第三区域和第四区域中的正极活性物质独立的选自磷酸铁锂(lifepo4)、钴酸锂(licoo2)、镍钴锰酸锂(lizni
x
coymn
1-x-y
o2,其中0.95≤z≤1.05,x>0,y>0,0<x y<1)、锰酸锂(limno2)、镍钴铝酸(lizni
x
coyal
1-x-y
o2,其中0.95≤z≤1.05,x>0,y>0,0.8≤x y<1)、镍钴锰铝酸锂(lizni
x
coymnwal
1-x-y-w
o2,其中0.95≤z≤1.05,x>0,y>0,w>0,0.8≤x y w<1)、镍钴铝钨材料、富锂锰基固溶体正极材料(xli2mno3·
(1-x)limo2,其中m=ni/co/mn)、镍钴酸锂(lini
x
coyo2,其中x>0,y>0,x y=1)、镍钛镁酸锂(lini
x
tiymgzo2,其中,x>0,y>0,z>0,x y z=1)、镍酸锂(li2nio2)、尖晶石锰酸锂(limn2o4)、镍钴钨材料中的一种或多种;导电剂选自导电炭黑、乙炔黑、科琴黑、导电石墨、导电碳纤维、金属粉、碳纤维中的一种或者多种,粘结剂选自丁苯胶乳、聚四氟乙烯、聚偏二氟乙烯、聚氧化乙烯、聚酰胺酰亚胺中的一种或者多种;负极活性层中还包括分散剂,分散剂选自羧甲基纤维素、羧甲基纤维素钠、羧甲基纤维素锂中的一种或多种。
15.将上述材料按照一定的质量比溶于溶剂中得到正/负极活性层浆料,并将其涂布在正/负极集流体表面,涂布过程中,需根据电池的卷绕方式,设计第一区域2021、第三区域1021的位置和长度,继续参考图2-3,第一区域2021的长度w
ai
和第三区域1021的长度w
ci
可以包括如下两种情况,1、w
ci
和w
ai
为变长度,第一区域2021和第三区域1021的长度可以根据对应卷绕层的卷绕直径计算得到,继续参考图1,当第一区域所在的卷绕弯曲区的卷绕直径为h
ai
时,对应第一区域的长度w
ai
=0.5*π*h
ai
,第三区域的长度w
ci
=0.5π*h
ci
,其中,h
ai
为第一区域所在的卷绕弯曲区域的卷绕直径,h
ci
为第三区域所在的卷绕弯曲区域的卷绕直径;2、w
ci
和w
ai
为固定长度,设定每层的第一区域2021和第三区域1021的长度为固定值,不随层数发生变化,w
ci
=w
ai
=(0.1-2)*π*h
cv
,其中,h
cv
为所述弯曲区域的平均卷绕直径。
16.本发明不限定第一区域2021和第三区域1021的个数,个数越多锂离子电池的性能也就越好,具体可以根据实际生产需要合理设置,本发明对此不做进一步限制。
17.涂布结束后,经烘干、辊压即可得到正/负极片,辊压过程中,应保证第一区域和第二区域的厚度相同,第三区域和第四区域的厚度相同,从而在降低面密度的基础上,降低第一区域和第三区域的孔隙率,从而改善锂离子电池应力集中的问题。
18.本发明通过在电池卷绕弯曲区域选用体积膨胀较小的负极活性物质,随着锂离子电池的充放电循环,缓解弯曲区域负极片的膨胀形变,减少因膨胀形变挤出的电解液,为锂离子传输提供通道,避免析锂,从而减小容量衰减速率,减少产气以及可能出现的微短路、电击穿等问题,同时可以改善弯曲区域负极活性物质因膨胀变形导致的sei膜破坏,提高锂离子电池的循环性能和安全性。
附图说明
19.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
20.图1为本发明一实施例提供的卷绕锂离子电池的结构示意图;
21.图2为本发明一实施例提供的负极片的俯视图;
22.图3为本发明一实施例提供的正极片的俯视图。
23.附图标记说明:
24.100-正极片;
25.101-正极集流体;
26.1021-第三区域;
27.1022-第四区域;
28.200-负极片;
29.201-负极集流体;
30.2021-第一区域;
31.2022-第二区域;
32.300-隔膜;
33.400-正极耳;
34.500-负极耳。
具体实施方式
35.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明的实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.实施例1
37.本实施例提供的锂离子电池包括卷绕成形的正极片和负极片,电芯总厚度为6mm,第一区域2021与第三区域1021的np比为0.9,其中,正极片包括正极集流体铝箔和设置在正极集流体铝箔表面的正极活性层,正极活性层包括97.9质量份的正极活性物质钴酸锂(克容量为170mah/g)、0.6质量份的导电炭黑、0.4质量份的碳纳米管以及1.1质量份的聚偏二氟乙烯,正极活性层包括第三区域和第四区域,第三区域的长度为5.71mm,面密度为18.78mg/cm2,第四区域的面密度为33.7mg/cm2;
38.负极片包括负极集流体铜箔和设置在负极集流体铜箔表面的负极活性层,负极活性层的厚度为120μm,负极活性层包括第一区域和第二区域,第一区域包括96.5质量份的钛酸锂(克容量为162mah/g,d50为6.5μm)、1.5质量份的导电炭黑和2质量份的丁苯橡胶,长度为5.71mm,面密度为18mg/cm2;第二区域包括97质量份的石墨(克容量为350mah/g)、1质量份的导电炭黑、1.4质量份的丁苯橡胶以及0.6质量份的羧甲基纤维素,面密度为18mg/cm2。
39.实施例2
40.本实施例提供的锂离子电池可参考实施例1,区别在于,第一区域的长度每层为变长度wa=0.5*π*h
ai
,第三区域的长度为w
ci
=0.5π*h
ci
。
41.实施例3
42.本实施例提供的锂离子电池可参考实施例1,区别在于,第一区域2021与第三区域1021的np比为1.1,第三区域的面密度为15mg/cm2。
43.实施例4
44.本实施例提供的锂离子电池可参考实施例1,区别在于,由卷绕外层向内50%的层数的正极片和负极片中,正极活性层包括第三区域和第四区域,负极活性层包括第一区域和第二区域。
45.实施例5
46.本实施例提供的锂离子电池可参考实施例1,区别在于,第一区域的面密度为24mg/cm2,第三区域的面密度为25mg/cm2。
47.实施例6
48.本实施例提供的锂离子电池可参考实施例1,区别在于,第一区域2021与第三区域1021片的np比为1.1,第一区域的面密度为24mg/cm2,第三区域的面密度为20mg/cm2。
49.实施例7
50.本实施例提供的锂离子电池可参考实施例1,区别在于,第一区域的面密度为32mg/cm2,第三区域的面密度为33mg/cm2。
51.实施例8
52.本实施例提供的锂离子电池可参考实施例7,区别在于,第一区域包括依次层叠设置在负极集流体表面的第一负极活性层和第二负极活性层,其中,所述第一负极活性层中钛酸锂的d50为6.5μm,所述第二负极活性层中钛酸锂的d50为18.9μm。
53.对比例1
54.本对比例提供的锂离子电池包括卷绕成形的正极片和负极片,电芯总厚度为6mm,正极片与负极片的np比为1.08,其中,正极片包括正极集流体铝箔和设置在正极集流体铝箔表面的正极活性层,正极活性层包括97.9质量份的正极活性物质钴酸锂(克容量为170mah/g)、0.6质量份的导电炭黑、0.4质量份的碳纳米管以及1.1质量份的聚偏二氟乙烯,面密度为34mg/cm2;
55.负极片包括负极集流体铜箔和设置在负极集流体铜箔表面的负极活性层,负极活性层包括97质量份的石墨(克容量为350mah/g)、1质量份的导电炭黑、1.4质量份的丁苯橡胶以及0.6质量份的羧甲基纤维素,面密度为18mg/cm2。
56.为了更清楚的了解本发明,对实施例1-8以及对比例1提供的锂离子电池所涉及的参数进行列表说明,详见表1:
57.表1实施例1-8以及对比例1提供的锂离子电池参数
[0058][0059]
对实施例1-8以及对比例1提供的锂离子电池进行25℃循环测试,循环条件为:3c充到4.2v,4.2v恒压充到截止电流1.5c,1.5c充到4.4v,4.4v恒压充到截止电流0.05c,静置15min,1c放到3v。循环500圈后测试循环膨胀率%、容量保持率%,并将锂离子电池拆解后观察负极片弯曲区域表面是否析锂,测试结果见表2所示。
[0060]
表2实施例1-8以及对比例1提供的锂离子电池性能测试结果
[0061][0062][0063]
根据表2可知,相比对比例1,实施例1-8提供的锂离子电池的循环膨胀率下降,容量膨胀率提高,且负极片弯曲区域均未出现析锂的问题,说明本发明通过在电池卷绕弯曲区域选用体积膨胀较小的负极活性物质,有助于提高锂离子电池的循环性能和安全性;根据实施例1-2、4可知,提高第三区域的覆盖面积,有助于缓解锂离子电池的体积膨胀,提高其容量保持率;根据实施例8可知,在负极片远离负极集流体的表面使用粒径较大的钛酸锂材料,有助于进一步缓解锂离子电池的体积膨胀,提高其容量保持率。
[0064]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术
方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。