1.本实用新型涉及纺丝生产技术领域,尤其涉及一种模块式多级牵伸卷绕装置及纺丝牵伸卷绕联合机。
背景技术:
2.目前合成纤维中的工业丝全牵伸丝(fdy)生产流程主要为:熔体(聚合熔体或切片
→
熔融)
→
纺丝喷丝
→
冷却
→
牵伸卷绕成型。牵伸卷绕机受设备投资、场地、牵伸辊长度以及合成纤维产品特性等方面因素的影响,大多机架结构须根据产品而进行单独设计,导致所生产的产品比较单一,不能做到同一装置可以自由生产不同产品,存在比较高的相对运行成本。
技术实现要素:
3.本技术提供一种模块式多级牵伸卷绕装置及纺丝牵伸卷绕联合机,解决了相关技术中牵伸卷绕装置只能生产单一种类产品而存在成本较高的技术问题。
4.本技术提供一种模块式多级牵伸卷绕装置,包括按照生产工艺依次设置的握持罗拉部件、n对牵伸热辊、松弛导盘和卷绕头,n对牵伸热辊包括依次设置的第一对牵伸热辊、第二对牵伸热辊直至第n对牵伸热辊,n为正整数且≥3,松弛导盘分别与第二对牵伸热辊直至第n对牵伸热辊的n-1对牵伸热辊相对设置,以接收从第二对牵伸热辊直至第n对牵伸热辊中的至少两对牵伸热辊引出的丝束。
5.可选地,模块式多级牵伸卷绕装置还包括:
6.升降机构,与松弛导盘连接,以调整松弛导盘的所处高度。
7.可选地,第二对牵伸热辊直至第n对牵伸热辊的n-1对牵伸热辊沿水平方向依次设置,并且沿高度方向依次设置,且均设于第一对牵伸热辊的同一侧;
8.松弛导盘设于第二对牵伸热辊直至第n对牵伸热辊的n-1对牵伸热辊靠近第一对牵伸热辊的一侧,或者设于第二对牵伸热辊直至第n对牵伸热辊的n-1对牵伸热辊远离第一对牵伸热辊的一侧。
9.可选地,卷绕头的数量包括一个或两个;当卷绕头的数量为两个时,两个卷绕头并排设置,以同时接收从松弛导盘引出的丝束。
10.可选地,模块式多级牵伸卷绕装置还包括移动机构,移动机构包括:
11.滑轨;
12.滑块安装座,滑块安装座滑设于滑轨,卷绕头与滑块安装座固定连接;
13.动力件,动力件安装于卷绕头一侧;以及
14.动力件固定座,动力件固定座连接于动力件远离卷绕头的一侧,且动力件固定座与滑轨相对固定。
15.可选地,模块式多级牵伸卷绕装置还包括上油部件、剪丝吸丝部件、预网络部件和导丝部件,上油部件、剪丝吸丝部件、预网络部件、导丝部件、握持罗拉部件、n对牵伸热辊、
松弛导盘和卷绕头按照生产工艺依次设置;
16.其中,纺丝箱组件的排布方向与n对牵伸热辊的热辊排布方向、卷绕头的排布方向相互垂直或者平行。
17.可选地,上油部件包括沿竖向间隔布置的两个上油机构,上油机构包括:
18.丝杠与安装于丝杠的丝杠螺母;
19.手摇轮,与丝杠固定连接;
20.安装板,连接于丝杠螺母;
21.油嘴或油轮或油唇,连接于安装板;
22.接油盒,连接于安装板;以及
23.导丝钩,连接于安装板。
24.可选地,模块式多级牵伸卷绕装置包括用于生产合成纤维涤锦丙普通强力丝、合成纤维涤锦丙中强工业丝、合成纤维涤锦丙高强工业丝与合成纤维涤锦丙低缩高强工业丝中的至少两种。
25.可选地,模块式多级牵伸卷绕装置包括用于生产合成纤维涤锦丙低伸低缩高强工业丝与合成纤维涤锦丙超低缩高强工业丝中的至少一种,以及合成纤维涤锦丙普通强力丝、合成纤维涤锦丙中强工业丝、合成纤维涤锦丙高强工业丝与合成纤维涤锦丙低缩高强工业丝中的至少一种。
26.一种纺丝牵伸卷绕联合机,包括纺丝装置和上述的模块式多级牵伸卷绕装置,从纺丝装置出来的丝束进入模块式多级牵伸卷绕装置。
27.本技术有益效果如下:本技术提供一种模块式多级牵伸卷绕装置,对其中的n对牵伸热辊至松弛导盘、卷绕盘的丝路进行模块式设计,丝束经过n对牵伸热辊中的两对、三对直至n对中的任一种,再通过松弛导盘送至卷绕机,通过不同辊数,相应可对各对牵伸热辊的排布、辊速、温度等进行调整,可满足普通、中强、高强丝、低收缩、低伸低收缩等多种品种工业丝的生产,以实现不同品种合成纤维工业丝的生产,以满足不同产品对断裂强度、伸长率、干热收缩率等参数的要求,达到一机多能柔性操作,生产方式灵活,匹配性良好,可满足多种品种合成纤维工业丝的生产要求,提高了设备通用性,满足市场对牵伸卷绕装置在提高生产效率、节能降耗及降低投资、降低生产成本等方面的需求。
附图说明
28.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例。
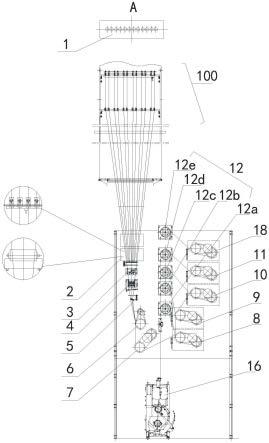
29.图1为本技术提供的模块式多级牵伸卷绕装置的第一整体结构示意图;
30.图2为图1所示结构的侧视图;
31.图3为图1所示结构的一种使用状态图;
32.图4为图3所示结构的侧视图;
33.图5为图1所示结构的另一种使用状态图;
34.图6为图5所示结构的侧视图;
35.图7为图1所示结构的另一种使用状态图;
36.图8为图7所示结构的侧视图;
37.图9为图1所示结构的另一种使用状态图;
38.图10为图9所示结构的侧视图;
39.图11为图1所示结构的另一种使用状态图;
40.图12为图11所示结构的侧视图;
41.图13为本技术提供的模块式多级牵伸卷绕装置处于平行纺的示意图;
42.图14为本技术提供的模块式多级牵伸卷绕装置配置两个卷绕头的示意图;
43.图15为本技术提供的模块式多级牵伸卷绕装置的松弛导盘位于热辊外侧的示意图;
44.图16为本技术提供的模块式多级牵伸卷绕装置的移动机构的结构示意图;
45.图17为图16所示结构的俯视图;
46.图18为本技术提供的模块式多级牵伸卷绕装置的双上油示意图;
47.图19为本技术提供的模块式多级牵伸卷绕装置的单上油示意图。
具体实施方式
48.本技术实施例通过提供一种模块式多级牵伸卷绕装置及纺丝牵伸卷绕联合机,解决了相关技术中牵伸卷绕装置只能生产单一种类产品而存在成本较高的技术问题。
49.本技术实施例中的技术方案为解决上述技术问题,总体思路如下:
50.一种模块式多级牵伸卷绕装置,包括按照生产工艺依次设置的握持罗拉部件、n对牵伸热辊、松弛导盘和卷绕头,n对牵伸热辊包括依次设置的第一对牵伸热辊、第二对牵伸热辊直至第n对牵伸热辊,n为正整数且≥3,松弛导盘分别与第二对牵伸热辊直至第n对牵伸热辊的n-1对牵伸热辊相对设置,以接收从第二对牵伸热辊直至第n对牵伸热辊中的至少两对牵伸热辊引出的丝束。
51.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
52.实施例1
53.请参照图1和图2,结合参照图3至图12,本实施例公开一种模块式多级牵伸卷绕装置,包括按照生产工艺依次设置的握持罗拉部件6、n对牵伸热辊、松弛导盘12和卷绕头16,n对牵伸热辊包括依次设置的第一对牵伸热辊7、第二对牵伸热辊8直至第n对牵伸热辊,n为正整数且≥3,松弛导盘12分别与第二对牵伸热辊8直至第n对牵伸热辊的n-1对牵伸热辊相对设置,以接收从第二对牵伸热辊8直至第n对牵伸热辊中的至少两对牵伸热辊引出的丝束。
54.可以理解的是,在n>3的模块式多级牵伸卷绕装置中,松弛导盘12可配置为接受从第二对牵伸热辊8直至第n对牵伸热辊中的任意一对牵伸热辊引出的丝束,提高一种牵伸卷绕装置可以实现多种纺丝的生产。
55.具体地,对其中的n对牵伸热辊至松弛导盘12、卷绕盘的丝路进行模块式设计,丝束经过n对牵伸热辊中的两对、三对直至n对中的至少两种乃至其中的任意一种,再通过松弛导盘12送至卷绕机,通过不同辊数,相应可对各对牵伸热辊的排布、辊速、温度等进行调整,可满足普通、中强、高强丝、低收缩、低伸低收缩等多种品种工业丝的生产,以实现不同
品种合成纤维工业丝的生产,以满足不同产品对断裂强度、伸长率、干热收缩率等参数的要求,达到一机多能柔性操作,生产方式灵活,匹配性良好,可满足多种品种合成纤维工业丝的生产要求,提高了设备通用性,满足市场对牵伸卷绕装置在提高生产效率、节能降耗及降低投资、降低生产成本等方面的需求。
56.可选地,请参照图2,结合参照图1,模块式多级牵伸卷绕装置还包括升降机构13,与松弛导盘12连接,以调整松弛导盘12的所处高度。通过升降机构13来改变松弛导盘12的空间位置,包括高度,以通过仅一个松弛导盘12可适用多种纺丝的生产,有利于节省成本和提高空间利用。其中,升降机构13可采用气缸等形式。
57.可选地,请参照图1和图2,第二对牵伸热辊8直至第n对牵伸热辊的n-1对牵伸热辊沿水平方向依次设置,并且沿高度方向依次设置,且均设于第一对牵伸热辊7的同一侧,对牵伸热辊进行合理布置。
58.可选地,请参照图1,松弛导盘12设于第二对牵伸热辊8直至第n对牵伸热辊的n-1对牵伸热辊靠近第一对牵伸热辊7的一侧,使得装置整体紧凑,有利于提高空间利用,有利于厂房内更多牵伸装置的容置。
59.可选地,请参照图15,设于第二对牵伸热辊8直至第n对牵伸热辊的n-1对牵伸热辊远离第一对牵伸热辊7的一侧,机构间距较大,便于操作。
60.可选地,请参照图14,在模块式多级牵伸卷绕装置中,卷绕头16的数量可设置为两个,两个卷绕头16并排设置,以同时接收从松弛导盘12引出的丝束。具体地,对比参照图1所示的一个卷绕头16设置,考虑到合成纤维的粗细差别,根据不同的要求纺细旦时可以放置2台卷绕头16,同样的配置可以达到与粗旦一样的产量,提高产能的效果。
61.相应地,卷绕头16的数量也可以设置成单个。
62.可选地,请参照图16和图17,模块式多级牵伸卷绕装置还包括移动机构17,移动机构17包括滑轨17b、滑块安装座17c、动力件17d和动力件固定座17e。具体地,滑轨17b安装于滑轨固定底板17a,滑块安装座17c滑动安装于滑轨17b,卷绕头16与滑块安装座17c固定连接,动力件17d安装于卷绕头16一侧,动力件固定座17e连接于动力件17d远离卷绕头16的一侧,且动力件固定座17e与滑轨17b相对固定。动力件17d提供动力,使卷绕头16相对于滑轨17b相对移动。通过移动机构17来辅助卷绕头16的水平移动,使得针对不同品种纺丝生产时,相应针对性地移动卷绕中心位置。其中,移动机构17配置有例如固定销17f,如图16所示,将卷绕头16移动到位后通过固定销17f进行固定。
63.可选地,请参照图1,模块式多级牵伸卷绕装置还包括上油部件2、剪丝吸丝部件3、预网络部件4和导丝部件5,上油部件2、剪丝吸丝部件3、预网络部件4、导丝部件5、握持罗拉部件6、n对牵伸热辊、松弛导盘12和卷绕头16按照生产工艺依次设置。参照图2,丝束经松弛导盘12再经分丝导丝部件14、终网络部件,进入卷绕头16。
64.可选地,本实施例的模块式多级牵伸卷绕装置可采用垂直纺和平行纺两种方式。
65.具体地,如图1所示,图形最上方的a处展示有纺丝箱组件1的排布方向,也对应着多根丝束的排布方向,图1所示的结构属于垂直纺,纺丝箱组件1的排布方向与n对牵伸热辊的热辊排布方向、卷绕头16的排布方向相互垂直,具有结构紧凑的优点,但相应须在丝束进辊时转90
°
,丝束张力控制难度较大。
66.如图13所示,图形最上方展示有纺丝箱组件1的排布方向,纺丝箱组件1的排布方
向与n对牵伸热辊的热辊排布方向、卷绕头16的排布方向相互平行,属于平行纺,有利于对丝束张力的控制,大大降低同一纺位各个丝束张力的不匀率,存在结构规格较大的缺陷。
67.可选地,如图18和图19所示,上油部件2包括沿竖向间隔布置的两个上油机构,上油机构包括丝杠2-1、丝杠螺母2-2、手摇轮2-3、安装板2-5、油嘴或油轮或油唇2-4、接油盒2-7和导丝钩2-6,丝杠螺母2-2安装于丝杠2-1,手摇轮2-3与丝杠2-1固定连接,安装板2-5连接于丝杠螺母2-2,油嘴或油轮或油唇2-4连接于安装板2-5,接油盒2-7连接于安装板,导丝钩2-6连接于安装板。
68.具体地,通过手摇轮2-3动作,带动丝杠2-1旋转(丝杠2-1的空间位置保持不变,相当于丝杠2-1可转动的安装于装置整体机架),位于丝杠2-1上的丝杠螺母2-2沿丝杠2-1作直线运动,位于丝杠螺母2-2上的安装板2-5移动,油嘴或油轮或油唇2-4、接油盒2-7和导丝钩2-6的空间位置均随手摇轮2-3动作而发生改变,从而可以控制油嘴或油轮或油唇2-4与丝束2-8的接触与否,从而进行如图18所示的二次上油,或者如图19所示的一次上油。
69.需要指出的是,随着生产不同品种纺丝,牵伸热辊的辊长可能会进行改变,因此需要足够大的牵伸罩壳,较长的牵伸罩壳适用于预设长度范围的热辊。罩壳可由箱体以及活动设于箱体的箱门组成,通过打开箱门来进行手动引丝等操作。
70.可选地,握持罗拉部件6包括握持罗拉和分丝辊,其有益效果包括:握持罗拉部件6在牵伸之前先对丝束进行预热握持,使丝束的内应力得到松弛,以保证预牵伸效果良好,使得后道牵伸中温度稳定缓慢的上升,有利于结晶、取向均匀;握持罗拉部件6将丝束引入第一对牵伸热辊7部件,使丝束被握持住,改善丝束抖动,保证丝束被第一对牵伸热辊7部件牵伸时的稳定张力;在握持罗拉部件6和第一对牵伸热辊7之间产生一定的预牵伸作用。
71.实施例2
72.基于实施例1的模块式多级牵伸卷绕装置,本实施例公开模块式多级牵伸卷绕装置包括用于生产合成纤维涤锦丙普通强力丝,即涤纶、锦纶、丙纶普通强力丝。参照图3和图4,生产合成纤维涤锦丙普通强力丝时,丝束依次经握持罗拉部件6、第一对牵伸热辊7、第二对牵伸热辊8、松弛导盘12和卷绕头16,其中:
73.握持罗拉部件6包括握持罗拉和可调角度分丝辊,握持罗拉部件6的辊外壳表面为陶瓷或镀铬,握持罗拉的尺寸为φ110mm-φ190mm,可调角度分丝辊的尺寸为φ55mm-φ95mm,丝束均匀分开并缠绕3-6圈于辊面,握持罗拉不预热或者加热温度为70-90℃,握持罗拉的速度为550-750m/min;
74.第一对牵伸热辊7的尺寸为φ(190-250)x(300-530)mm,第一对牵伸热辊7包括固定热辊和可调角度热辊,第一对牵伸热辊7的热辊外壳表面为陶瓷或镀铬,丝束在第一对牵伸热辊7的辊面上缠绕4.5-7.5圈,第一对牵伸热辊7的加热温度为80-180℃,第一对牵伸热辊7的纺速为825-2000m/min;
75.第二对牵伸热辊8的尺寸为φ(190-250)x(300-530)mm,第二对牵伸热辊8包括固定热辊和可调角度热辊,第二对牵伸热辊8的热辊外壳表面为陶瓷或镀铬,丝束在第二对牵伸热辊8的辊面上缠绕4.5-7.5圈,第二对牵伸热辊8的加热温度为110-180℃,第二对牵伸热辊8的纺速为2000-4000m/min;
76.松弛导盘12的尺寸为φ(150-220)x(160-250)mm,松弛导盘12的表面为陶瓷,松弛导盘12无加热,松弛导盘12的速度为1990-3990m/min;
77.卷绕头16的速度为2000-4000m/min。
78.可选地,本实施例适用于4.5cn/dtex断裂强度的普通强力丝的生产。
79.实施例3
80.基于实施例1的模块式多级牵伸卷绕装置,本实施例公开模块式多级牵伸卷绕装置包括用于生产合成纤维涤锦丙中强工业丝,即涤纶、锦纶、丙纶中强工业丝。参照图5和图6,丝束依次经握持罗拉部件6、第一对牵伸热辊7、第二对牵伸热辊8、第三对牵伸热辊9、松弛导盘12和卷绕头16,其中:
81.握持罗拉部件6包括握持罗拉和可调角度分丝辊,握持罗拉部件6的辊外壳表面为陶瓷或镀铬,握持罗拉的尺寸为φ110mm-φ190mm,可调角度分丝辊的尺寸为φ55mm-φ95mm,丝束均匀分开并缠绕3-6圈于辊面,握持罗拉不预热或者加热温度为70-90℃,握持罗拉的速度为550-750m/min;
82.第一对牵伸热辊7的尺寸为φ(190-250)x(300-530)mm,第一对牵伸热辊7包括固定热辊和可调角度热辊,第一对牵伸热辊7的热辊外壳表面为陶瓷或镀铬,丝束在第一对牵伸热辊7的辊面上缠绕4.5-7.5圈,第一对牵伸热辊7的加热温度为80-180℃,第一对牵伸热辊7的纺速为750-1500m/min;
83.第二对牵伸热辊8的尺寸为φ(190-250)x(300-530)mm,第二对牵伸热辊8包括固定热辊和可调角度热辊,第二对牵伸热辊8的热辊外壳表面为陶瓷或镀铬,丝束在第二对牵伸热辊8的辊面上缠绕4.5-7.5圈,第二对牵伸热辊8的加热温度为110-200℃,第二对牵伸热辊8的纺速为1500-3000m/min;
84.第三对牵伸热辊9的尺寸为φ(190-250)x(300-530)mm,第三对牵伸热辊9包括固定热辊和可调角度热辊,第三对牵伸热辊9的热辊外壳表面为陶瓷或镀铬,第三对牵伸热辊9的辊面上缠绕4.5-7.5圈,第三对牵伸热辊9的加热温度为140-240℃,第三对牵伸热辊9的纺速为2200-3800m/min;
85.松弛导盘12的尺寸为φ(150-220)x(160-250)mm,松弛导盘12的表面为陶瓷,松弛导盘12无加热,松弛导盘12的速度2190-3790m/min;
86.卷绕头16的速度为2190-3790m/min。
87.可选地,本实施例适用于7.0cn/dtex断裂强度的中强工业丝的生产。
88.实施例4
89.基于实施例1的模块式多级牵伸卷绕装置,本实施例公开模块式多级牵伸卷绕装置包括用于生产合成纤维涤锦丙高强工业丝,即涤纶、锦纶、丙纶高强工业丝。参照图7和图8,生产合成纤维涤锦丙高强工业丝时,丝束依次经握持罗拉部件6、第一对牵伸热辊7、第二对牵伸热辊8、第三对牵伸热辊9、第四对牵伸热辊10、松弛导盘12和卷绕头16,其中:
90.握持罗拉部件6包括握持罗拉和可调角度分丝辊,握持罗拉部件6的辊外壳表面为陶瓷或镀铬,握持罗拉的尺寸为φ110mm-φ190mm,可调角度分丝辊的尺寸为φ55mm-φ95mm,丝束均匀分开并缠绕3-6圈于辊面,握持罗拉不预热或者加热温度为70-90℃,握持罗拉的速度为550-750m/min;
91.第一对牵伸热辊7的尺寸为φ(190-250)x(300-530)mm,第一对牵伸热辊7包括固定热辊和可调角度热辊,第一对牵伸热辊7的热辊外壳表面为陶瓷或镀铬,丝束在第一对牵伸热辊7的辊面上缠绕4.5-7.5圈,第一对牵伸热辊7的加热温度为80-180℃,第一对牵伸热
辊7的纺速为750-1500m/min;
92.第二对牵伸热辊8的尺寸为φ(190-250)x(300-530)mm,第二对牵伸热辊8包括固定热辊和可调角度热辊,第二对牵伸热辊8的热辊外壳表面为陶瓷或镀铬,丝束在第二对牵伸热辊8的辊面上缠绕4.5-7.5圈,第二对牵伸热辊8的加热温度为110-200℃,第二对牵伸热辊8的纺速为1500-2800m/min;
93.第三对牵伸热辊9的尺寸为φ(190-250)x(300-530)mm,第三对牵伸热辊9包括固定热辊和可调角度热辊,第三对牵伸热辊9的热辊外壳表面为陶瓷或镀铬,丝束在第三对牵伸热辊9的辊面上缠绕4.5-7.5圈,第三对牵伸热辊9的加热温度为140-240℃,第三对牵伸热辊9的纺速为1800-3200m/min;
94.第四对牵伸热辊10的尺寸为φ(190-250)x(300-530)mm,第四对牵伸热辊10包括固定热辊和可调角度热辊,第四对牵伸热辊10的热辊外壳表面为陶瓷或镀铬,丝束在第四对牵伸热辊10的辊面上缠绕4.5-7.5圈,第四对牵伸热辊10的加热温度为140-240℃,第四对牵伸热辊10的纺速为2500-3600m/min;
95.松弛导盘12的尺寸为φ(150-220)x(160-250)mm,松弛导盘12的表面为陶瓷,松弛导盘12无加热,松弛导盘12的速度2490-3590m/min;
96.卷绕头16的速度2490-3590m/min。
97.可选地,本实施例适用于8.5cn/dtex断裂强度的高强工业丝的生产。
98.实施例5
99.基于实施例1的模块式多级牵伸卷绕装置,本实施例公开模块式多级牵伸卷绕装置包括用于生产合成纤维涤锦丙低缩高强工业丝,即涤纶、锦纶、丙纶低缩高强工业丝。参照图9和图10,生产合成纤维涤锦丙低缩高强工业丝时,丝束依次经握持罗拉部件6、第一对牵伸热辊7、第二对牵伸热辊8、第三对牵伸热辊9、第四对牵伸热辊10、第五对牵伸热辊11、松弛导盘12和卷绕头16,其中:
100.握持罗拉部件6包括握持罗拉和可调角度分丝辊,握持罗拉部件6的辊外壳表面为陶瓷或镀铬,握持罗拉的尺寸为φ110mm-φ190mm,可调角度分丝辊的尺寸为φ55mm-φ95mm,丝束均匀分开并缠绕3-6圈于辊面,握持罗拉不预热或者加热温度为70-90℃,握持罗拉的速度为550-750m/min;
101.第一对牵伸热辊7的尺寸为φ(190-250)x(300-530)mm,第一对牵伸热辊7包括固定热辊和可调角度热辊,第一对牵伸热辊7的热辊外壳表面为陶瓷或镀铬,丝束在第一对牵伸热辊7的辊面上缠绕4.5-7.5圈,第一对牵伸热辊7的加热温度为80-180℃,第一对牵伸热辊7的纺速为750-1500m/min;
102.第二对牵伸热辊8的尺寸为φ(190-250)x(300-530)mm,第二对牵伸热辊8包括固定热辊和可调角度热辊,第二对牵伸热辊8的热辊外壳表面为陶瓷或镀铬,丝束在第二对牵伸热辊8的辊面上缠绕4.5-7.5圈,第二对牵伸热辊8的加热温度为110-200℃,第二对牵伸热辊8的纺速为1500-2800m/min;
103.第三对牵伸热辊9的尺寸为φ(190-250)x(300-530)mm,第三对牵伸热辊9包括固定热辊和可调角度热辊,第三对牵伸热辊9的热辊外壳表面为陶瓷或镀铬,丝束在第三对牵伸热辊9的辊面上缠绕4.5-7.5圈,第三对牵伸热辊9的加热温度为140-240℃,第三对牵伸热辊9的纺速为1800-3200m/min;
104.第四对牵伸热辊10的尺寸为φ(190-250)x(300-530)mm,第四对牵伸热辊10包括固定热辊和可调角度热辊,第四对牵伸热辊10的热辊外壳表面为陶瓷或镀铬,丝束在第四对牵伸热辊10的辊面上缠绕4.5-7.5圈,第四对牵伸热辊10的加热温度为140-240℃,第四对牵伸热辊10的纺速为2500-3600m/min;
105.第五对牵伸热辊11的尺寸为φ(190-250)x(300-530)mm,第五对牵伸热辊11包括固定热辊和可调角度热辊,第五对牵伸热辊11的热辊外壳表面为陶瓷或镀铬,丝束在第五对牵伸热辊11的辊面上缠绕4.5-7.5圈,第五对牵伸热辊11的加热温度为150-250℃,第五对牵伸热辊11的纺速为2490-3590m/min;
106.松弛导盘12的尺寸为φ(150-220)x(160-250)mm,松弛导盘12的表面为陶瓷,松弛导盘12无加热,松弛导盘12的速度2490-3590m/min;
107.卷绕头16的速度为2490-3590m/min。
108.可选地,本实施例适用于8.0cn/dtex断裂强度的低缩高强工业丝的生产。
109.包括握持罗拉部件6和五对牵伸热辊的六对辊,可以克服常规的采用4-5辊纺丝,拉伸比例分配受限,原丝与辊体的接触时间较小,因此,最终处理后获得的纤维干热收缩率很难降低到满意的范围。
110.实施例6
111.基于实施例1的模块式多级牵伸卷绕装置,本实施例公开模块式多级牵伸卷绕装置包括用于生产合成纤维涤锦丙低伸低缩高强工业丝或合成纤维涤锦丙超低缩高强工业丝,即包括涤纶、锦纶、丙纶。参照图11和图12,生产合成纤维涤锦丙低伸低缩高强工业丝或合成纤维涤锦丙超低缩高强工业丝时,丝束依次经握持罗拉部件6、第一对牵伸热辊7、第二对牵伸热辊8、第三对牵伸热辊9、第四对牵伸热辊10、第五对牵伸热辊11、第六对牵伸热辊18、松弛导盘12和卷绕头16,其中:
112.握持罗拉部件6包括握持罗拉和可调角度分丝辊,握持罗拉部件6的辊外壳表面为陶瓷或镀铬,握持罗拉的尺寸为φ110mm-φ190mm,可调角度分丝辊的尺寸为φ55mm-φ95mm,丝束均匀分开并缠绕3-6圈于辊面,握持罗拉不预热或者加热温度为70-90℃,握持罗拉的速度为550-750m/min;
113.第一对牵伸热辊7的尺寸为φ(190-250)x(300-530)mm,第一对牵伸热辊7包括固定热辊和可调角度热辊,第一对牵伸热辊7的热辊外壳表面为陶瓷或镀铬,丝束在第一对牵伸热辊7的辊面上缠绕4.5-7.5圈,第一对牵伸热辊7的加热温度为80-180℃,第一对牵伸热辊7的纺速为750-1500m/min;
114.第二对牵伸热辊8的尺寸为φ(190-250)x(300-530)mm,第二对牵伸热辊8包括固定热辊和可调角度热辊,第二对牵伸热辊8的热辊外壳表面为陶瓷或镀铬,丝束在第二对牵伸热辊8的辊面上缠绕4.5-7.5圈,第二对牵伸热辊8的加热温度为110-200℃,第二对牵伸热辊8的纺速为1500-2800m/min;
115.第三对牵伸热辊9的尺寸为φ(190-250)x(300-530)mm,第三对牵伸热辊9包括固定热辊和可调角度热辊,第三对牵伸热辊9的热辊外壳表面为陶瓷或镀铬,丝束在第三对牵伸热辊9的辊面上缠绕4.5-7.5圈,第三对牵伸热辊9的加热温度为140-240℃,第三对牵伸热辊9的纺速为1800-3200m/min;
116.第四对牵伸热辊10的尺寸为φ(190-250)x(300-530)mm,第四对牵伸热辊10包括
固定热辊和可调角度热辊,第四对牵伸热辊10的热辊外壳表面为陶瓷或镀铬,丝束在第四对牵伸热辊10的辊面上缠绕4.5-7.5圈,第四对牵伸热辊10的加热温度为140-240℃,第四对牵伸热辊10的纺速为2500-3600m/min;
117.第五对牵伸热辊11的尺寸为φ(190-250)x(300-530)mm,第五对牵伸热辊11包括固定热辊和可调角度热辊,第五对牵伸热辊11的热辊外壳表面为陶瓷或镀铬,丝束在第五对牵伸热辊11的辊面上缠绕4.5-7.5圈,第五对牵伸热辊11的加热温度为150-250℃,第五对牵伸热辊11的纺速为2490-3590m/min;
118.第六对牵伸热辊18的尺寸为φ(190-250)x(300-530)mm,第六对牵伸热辊18包括固定热辊和可调角度热辊,第六对牵伸热辊18的热辊外壳表面为陶瓷或镀铬,丝束在第六对牵伸热辊18的辊面上缠绕4.5圈~7.5圈,第六对牵伸热辊18的加热温度为150-250℃,第六对牵伸热辊18的纺速为2490-3590m/min;
119.松弛导盘12的尺寸为φ(150-220)x(160-250)mm,松弛导盘12的表面为陶瓷,松弛导盘12无加热,松弛导盘12的速度2490-3590m/min;
120.卷绕头16的速度为2490-3590m/min。
121.包括握持罗拉部件6和六对牵伸热辊的七对辊,可采用5辊拉伸 2辊定型,七对辊可以克服常规的采用4-5辊纺丝,4-5辊纺丝的拉伸比例分配受限,原丝与辊体的接触时间较小,因此,最终处理后获得的纤维干热收缩率很难降低到满意的范围,丝条因拉伸引起的条干均匀度也不易控制。七对辊可以延长纤维与辊体之间接触时间、拉伸更均匀。
122.实施例7
123.本实施例提供一种纺丝牵伸卷绕联合机,包括纺丝装置和实施例1至实施例6的模块式多级牵伸卷绕装置,其中,参照图1,从纺丝装置100出来的丝束进入模块式多级牵伸卷绕装置。
124.尽管已描述了本实用新型的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本实用新型范围的所有变更和修改。
125.显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
