1.本实用新型涉及一种散热模块结构,尤指一种将一铜质置入层设置在该铝质基座欲结合的部位上,令该铝质基座分别与异金属的铜质热管及同材质的第一铝质鳍片组不需经由化镍处理程序,即可直接进行焊接结合的散热模块结构。
背景技术:
2.现有散热器或散热装置一般都以铜及铝搭配的材质制成,由于铜具有热传导效率高的特性,故现有散热器或散热装置通常系选用铜材质作为散热基座,当作是解决执行单元(中央处理器、显示卡晶片或其他晶体或发热源)产生的热进行热交换;但散热器或散热装置若全以铜制成则其重量极较重且成本高;因此目前采取的方式系直接与发热源接触并将吸收到发热源的部件(如传导单元(件、体、座)、铜板、热管、均温板等)以铜材质制成,其他部件(扣合式鳍片组、散热器、散热座)则选用相对重量较轻、成本较低的铝材质制成,以减轻重量及降低成本。
3.举例来说目前一般散热装置通常包括一铝质基座、复数铜质热管、扣合式铝质鳍片组及一金属铜板,该铝质扣合式鳍片组由复数个多片的鳍片相扣接组成,且每一鳍片具有两折边,每一折边具有向外凸伸的一扣部,所述的这些鳍片的扣部彼此相互扣接使两折边形成该铝质扣合式鳍片组的顶面与底面,并该铝质扣合式鳍片的底面是设置在该铝质基座的顶侧上,所述的这些铜质热管的一吸热端容设在该铝质基座的底面凹设的凹槽内,该铜质热管的一散热端从该吸热端向外延伸与另一铝质扣合式鳍片组相穿接,最后再搭配该金属铜板覆盖在该铝质基座的底面用以接触发热源。
4.但由于铝质基座的铝表面易被氧化,且在焊接过程中会生成高熔点的氧化物(al2o3)会直接妨碍与铜金属的熔合且给施焊带来困难,因为若铜金属与铝金属直接进行焊接时,两铜铝材料直接焊接的部位会在焊接后容易因脆性大而产生裂纹的问题;并且在铜金属与铝金属进行熔焊时,靠近铜金属这一侧的焊缝中很容易形成cual2的共晶体,且cual2等共晶体会分布于晶界附近,容易产生晶界间的疲劳或裂纹的问题。况且铜与铝金属的熔点及共晶温度相差甚大,所以在熔焊作业中当铝金属的表面完全熔化时,铜金属依然处于固态;相反地,当铜金属熔化时,铝金属早已熔化很多且无法以共容或共晶状态共存,造成铜金属与铝金属焊接难度大幅增加。另外,因焊缝易产生气孔,且铜金属与铝金属的导热性都很好,因而焊接时熔池金属结晶快,使高温时的治金反应气体不及逸出,故而容易产生气孔。基于上述这些问题就是该铝质基座跟铜质热管及/或金属铜板相接触面无法直接焊接的原因。
5.因此为了解决上述现有铝铜金属无法直接进行焊接及上述延伸出的问题,业者所采取的方式系对该铝质基座与铜质热管及/或金属铜板的相结合的面上进行表面处理改质后以便于进行异金属焊接,也即铝质基座的底面及凹槽内侧面或其相对结合接触面上均需事先形成一层化学镀镍层,通过该化学镀镍层才能让两相异金属(此两相异金属为铝跟铜)进行焊接。而目前熟悉该项技艺的士是使用无电镀镍作为金属表面改质的技术工法,它提
供独特的沉积物性质,包括在深凹陷、孔和盲孔内的沉积物的均匀性;其中无电镀镍又可称做化学镀镍(chemical deposition)或自催化镀法(autocatalytic plating)且其按磷含量分类有:低磷、中磷及高磷三种。而无电镀镍与电镀最大的差异点是其工作环境是在没有电流条件下,利用溶液中的还原剂将金属离子还原,而进行无电镀镍前必须对试片表面进行催化。
6.然而,上述的方式虽可解决铝质基座与铜质热管及金属铜板的焊接问题,但却又衍生出环保及其他问题,因无电镀镍制程中是需使用大量的化学反应液体,并且在无电镀镍制程后将会产生大量含有重金属或化学物质的工业废液,而工业废液中都会产生大量的含有黄磷等有毒物质的废水。黄磷污水中含有50~390mg/l浓度的黄磷,黄磷是一种剧毒物质,进入人体对肝脏等器官危害极大。长期饮用含磷的水可使人的骨质疏松,发生下颌骨坏死等病变。故现行各国环保意识提头已开始重视且禁用此项无电镀镍相关制程,故努力推广无毒制程以环境保护。另外,近期无电镀镍中的镍原物料在全球供应链不稳定且严重短缺,也会导致整体成本提高。
7.据此,如何在不使用表面改质处理的前提下课题仍可对两相异金属进行焊接结合,实属目前亟需要克服的课题。
技术实现要素:
8.本实用新型的一目的提供一种供一铜质置入层设置在该铝质基座欲结合的部位上,用以使异金属的铜质热管及/或铜底板与同质的散热鳍片组不需表面改质即可直接焊接,以有效达到降低成本及环境保护的散热模块结构。
9.为达上述目的,本实用新型提供一种散热模块结构,其特征在于,包括:
10.一铝质基座,具有一上侧面及一下侧面及至少一结合部;
11.至少一铜质热管,具有一水平段的吸热部及一垂直段的散热部及一分别连接该吸热部与该散热部呈直角夹角段的中间部以构成一l形状的热管,且该吸热部与该铝质基座的该结合部结合;
12.一第一铝质鳍片组,包括设置在该铝质基座的该上侧面的复数第一鳍片,且每两个第一鳍片之间界定一第一气流通道,该第一气流通道垂直于该铝质基座的该上侧面;
13.一第二铝质鳍片组,由复数第二鳍片相互扣接构成,每一第二鳍片上设有至少一贯穿该第二鳍片的透孔,该透孔被该铜质热管的该散热部所穿设,且每两个第二鳍片之间界定一第二气流通道,该第二气流通道平行该铝质基座的上侧面且与该第一气流通道呈正交的气流流通设置;及
14.至少一铜质置入层,分别设置在该铝质基座的该上侧面与该结合部及该第一铝质鳍片组的该底面,令该铝质基座的该上侧面与该第一铝质鳍片组的该底面经由该铜质置入层相结合,及该铝质基座的该结合部与该铜质热管的该吸热部经由该铜质置入层相结合。
15.所述的散热模块结构,其中:该结合部是一凹槽或一穿孔,且选择位于该铝质基座的该上侧面或位于该铝质基座的该下侧面或位于该铝质基座的该上侧面以及下侧面之间。
16.所述的散热模块结构,其中:还包含一铜质热传导元件,其具有一传热面,且该铝质基座的该下侧面设置的该铜质置入层与该铜质热传导元件的该传热面相结合。
17.所述的散热模块结构,其中:该铜质置入层以机械加工或表面处理制程或化学加
工处理方式结合形成在该第一铝质鳍片组的该底面及该铝质基座的该下侧面及该结合部上。
18.所述的散热模块结构,其中:该铜质置入层具有一深入面及一接触表面,该接触表面结合在该第一铝质鳍片组的该底面及该铝质基座的该上侧面及该结合部上,该深入面结合在该第一铝质鳍片组的该底面及该铝质基座的该上侧面及该结合部内。
19.所述的散热模块结构,其中:每一第二鳍片的该透孔具有一凸缘,该凸缘由该第二鳍片的一侧凸出且界定一凸缘内侧面,该凸缘内侧面设有该铜质置入层,该铜质置入层与该散热部结合。
20.所述的散热模块结构,其中:该第一铝质鳍片组由该铝质基座的该上侧面直接形成或由该复数第一鳍片相互扣接构成被结合在该铝质基座的上侧面上。
21.凭借本实用新型的该铝质基座与第一铝质鳍片组的欲结合部位设置有所述铜质置入层,令该铝质基座可直接跟相异金属的铜质热管及/或铜质热传导元件以及同材质的第一铝质鳍片组不需经由化镍处理即可直接焊接,如此可有效降低成本及环境保护的效果。
附图说明
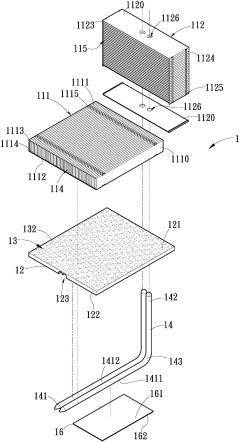
22.图1a为本实用新型的立体分解示意图。
23.图1b为本实用新型的立体分解的另一视角示意图。
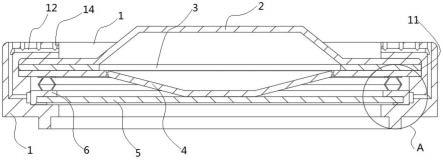
24.图2a为本实用新型的立体组合示意图。
25.图2b为本实用新型的图2a的剖面示意图。
26.附图标记说明:散热模块结构1;第一、二铝质鳍片组111、112;第一、二鳍片1110、1120;顶面1111;底面1112;第一折边1113、1123;第二折边1114、1124;扣合部1115、1125;透孔1126;凸缘1127;凸缘内侧面1128;散热间隙1129;第一、二气流通道114、115;铝质基座12;上侧面121;下侧面122;结合部123;铜质置入层13;深入面131;接触表面132;铜质热管14;吸热部141;热管接触面1411;热管结合面1412;散热部142;中间部143;毛细结构144;热管腔室145;铜质热传导元件16;传热面161;吸热面162。
具体实施方式
27.本实用新型的上述目的及其结构与功能上的特性,将依据所附图式的较佳实施例予以说明。
28.本实用新型提供一种散热模块结构1,请参阅图1a、图1b、图2a、图2b,该散热模块结构1包括一铝质基座12、至少一铜质热管14、至少一铜质热传导元件16、一第一铝质鳍片组111及一第二铝质鳍片组112;其中,所述第一铝质鳍片组111可由铝质基座12的一上侧面121直接生成,于本案实施例系采取由复数第一鳍片1110以水平相互扣接构成,该第二铝质鳍片组112由复数第二鳍片1120以垂直相互扣接构成,并该每一第一鳍片1110及第二鳍片1120各具有一第一折边1113、1123及一第二折边1114、1124凸伸对齐相邻的另一鳍片(即第一鳍片1110与第二鳍片1120)的第一折边1113、1123及第二折边1123、1124,且该第一折边1113、1123与第二折边1114、1124分别设有一扣合部1115、1125,该第一、二鳍片1110、1120的扣合部1115、1125在本图中虽表示凹凸配合的结构但不限于此,也包括目前已知的技术
手段。
29.其中每一第一鳍片1110凭借该扣合部1115与相邻第一鳍片1110的扣合部1115相互以水平扣接(扣合或搭接)方式结合构成扣鳍片(fin)式的所述第一铝质鳍片组111,如此设置所述的这些第一鳍片1110的第一折边1113及第二折边1114分别共同构成该第一铝质鳍片组111的一顶面1111及一底面1112。且该第一铝质鳍片组111的每两个第一鳍片1110之间界定一第一气流通道114系用以提供一外部气流通过以带走所述的这些第一鳍片1110上的热量。
30.另外,该第二铝质鳍片组112的每一第二鳍片1120凭借扣合部1125与相邻第二鳍片1120的扣合部1125彼此相互以垂直(扣合或搭接)方式结合构成扣鳍片(fin)式的所述第二铝质鳍片组112,令所述的这些第二鳍片1120的第一折边1123及第二折边1124分别共同构成该第二铝质鳍片组112的一左侧面及一右侧面,且在该第二铝质鳍片组112的最上面及最下面的第二鳍片1120分别构成该第二铝质鳍片组112的一顶端及一底端。且每两个第二鳍片1120之间界定一第二气流通道115,该第二气流通道115与该第一气流通道114呈正交的气流流通设置,该第二气流通道115用以提供外部气流通过以带走所述的这些第二鳍片1120上的热量。另外在一些实施例,在前述第二铝质鳍片组112及第一铝质鳍片组111各自鳍片(即所述的这些第一鳍片1110与第二鳍片1120)对应气流通道(即第一、二气流通道114、115)一侧可选择设置有至少一风扇(如轴流风扇),通过该风扇产生外部气流对各自鳍片(即所述的这些第一鳍片1110与第二鳍片1120)强制散热。
31.该第二铝质鳍片组112的每一第二鳍片1120上设置有至少一透孔1126,该透孔1126系贯穿该第二铝质鳍片组112的鳍片1120,所述的这些透孔1126系彼此对齐,且所述的这些透孔1126用以供该铜质热管14的一散热部142相贯穿结合。并该透孔1126具有一凸缘1127环设在该透孔1126的一边缘由该第二鳍片1120的一侧凸出(在图中表示该第二鳍片1120的下侧)并界定一凸缘内侧面1128。又者,该第一、二鳍片组111、112的一最外侧分别设有一倒扣的鳍片(即第一鳍片1110及第二鳍片1120)以防止该两折边(即第一、二折边1113、1123、1114、1124)刮伤其他零件或误伤使用者(如图1a)。
32.所述铝质基座12具有该上侧面121及一下侧面122及至少一结合部123,该铝质基座12的上侧面121与该第一铝质鳍片组111的底面1112相结合,但不局限于此,该铝质基座12的上侧面144上可一体形成(生成)有复数铝挤型鳍片(即该第一铝质鳍片组111)。并该第一铝质鳍片组111的第一气流通道114及该第二铝质鳍片组112的第二气流通道115分别垂直及平行该铝质基座12的上侧面121,且该铝质基座12的上侧面121与对应该第二铝质鳍片组112的底端彼此之间形成有一散热间隙1129(空间),但不局限于此,该第二铝质鳍片组112的底端可结合设在对应该铝质基座12的上侧面121上。
33.所述结合部123可为一凹槽或一穿孔,并选择位在该上侧面121或下侧面122或两者之间设置,在本实施例该结合部123为凹槽设置在该铝质基座12的下侧面122说明,但不局限于此,该结合部123也可为穿孔贯穿在该铝质基座12的上、下侧面121、122间的位置。该铝质基座12的结合部123用以与相对所述的这些铜质热管14的一吸热部141相结合。另外于具体实施时,该结合部123的形状是搭配相结合该铜质热管14的吸热部141的形状设置,例如扁平状或圆形状或d形状。
34.续参阅图1a、图1b、图2b,该铝质基座12对应该结合部123及该第一铝质鳍片组111
的底面1112的上、下侧面121、122可分别设置有一铜质置入层(copper embedding layer)13,该铜质置入层13具有一深入面131及一接触表面132,该接触表面132系作为该铜质置入层13的外露表面与该第一铝质鳍片组111的该底面1112及该铝质基座12的该上、下侧面121、122及该结合部123相结合,该深入面131则结合在该第一铝质鳍片组111的该底面1112及该铝质基座12的该上、下侧面121、122及该结合部123内。其中该铜质置入层13可为铜粉粒或铜箔或铜片或液态铜经过机械加工(例如气压、液压、冲压或油压挤压制成)或表面处理制程(如喷涂、印刷)或化学加工处理(如电镀、阳极处理)方式结合形成在该第一铝质鳍片组111的底面1112与该铝质基座12的上、下侧面121、122及该结合部123上,且部分该铜质置入层13在结合形成的过程中会直接咬合或嵌入或埋入或深入到该第一铝质鳍片组111的底面1112及该铝质基座12的上、下侧面121、122与该结合部123内沉积形成所述深入面131。凭借这样该铜质置入层13不仅结合在该底面1112与该上、下侧面121、122及该结合部123上,该深入面131更会咬合或嵌入或埋入或深入到该底面1112与该上、下侧面121、122及该结合部123内沉积作为该铜质置入层13的根基,以加强该铜质置入层13的结合力(结合强度),以可防止该铜质置入层13从该第一铝质鳍片组111的底面1112与该铝质基座12的上、下侧面121、122及该结合部123上剥落脱离(分离)。凭借上述的设置,令该铝质基座12的上、下侧面121、122分别与该第一铝质鳍片组111的底面1112及铜质热传导元件16经由该铜质置入层13相结合,该铜质热管14的吸热部141与该铝质基座12的结合部123的铜质置入层13相结合(如焊接接合)。
35.另外,所述铜质热管14分别与该铝质基座12及铝质鳍片组111为相异金属材质,且每一铜质热管14具有一热管腔室145内填充有一工作流体(如纯水),该热管腔室145内壁设置有一毛细结构144(如烧结粉末体、凹槽、网格体、纤维、辨条体或前述任一组合)。
36.该铜质热管14具有水平段的吸热部141、一垂直段的散热部142及一呈直角夹角段的中间部143,该中间部143两端分别连接该吸热部141及散热部142据以构成一l形状的热管,该吸热部141系结合在该铝质基座12的该结合部123上,该吸热部141将吸收发热源的热量传送至远端的散热部142上再经由该第二铝质鳍片组112上向外散热。该吸热部141具有一热管接触面1411及一热管结合面1412,该吸热部141的热管接触面1411系平齐该铝质基座1214的该下侧面122,该吸热部141的热管结合面1412与该结合部123的该铜质置入层13相焊接接合,该散热部142则穿设所述的这些第二鳍片1120的透孔1126并与凸缘1127的凸缘内侧面1128的相紧配结合,但不局限于此。在另外一替代实施,该铜质热管14的散热部142与透孔1126的凸缘1127为松配结合,通过该凸缘内侧面1128上设有该铜质置入层13与该铜质热管14的散热部142结合(如焊接接合)。
37.再者,虽然图中表示该铜质热管14的散热部142的截面是圆形,该吸热部141的热管接触面1411为一平面,并平齐该铝质基座12的下侧面122,以使该吸热部141的截面是d形(或扁平状)。但不局限于此,在其他替代实施,该吸热部141及散热部142的截面可同为圆形或扁平状或d形状。
38.再参阅图1b、图2b,该铜质热传导元件16为一铜板体(如铜底板),并在本实施例该铜质热传导元件16与该铝质基座12为相异金属材质,但与铜质热管14为相同金属材质。并该铜质热传导元件16具有一传热面161与一吸热面162,该传热面161分别与该铝质基座12的该下侧面122的铜质置入层13及该铜质热管14的该热管接触面1411相结合(如焊接接
合)。
39.该铜质热传导元件16的吸热面162与一发热元件(如中央处理器或图形处理器;图中未示)相贴设,该吸热面162是用以将吸附该发热元件产生的热量传导至该传热面161上,使该铜质热管14的吸热部141的热管接触面1411吸附该传热面161热量,经由传导至远端的散热部142上,再凭借该第二铝质鳍片组112将该散热部142上的热量向外排出散热。
40.同时该传热面161上的部份热量会被该铝质基座12的下侧面122的铜质置入层13所吸附,并通过该铝质基座12与其上第一铝质鳍片组111向外进行热交换散热。
41.因此,凭借本实用新型的该铝质基座12与第一铝质鳍片组111的欲结合部位设置有所述铜质置入层13,使得该铝质基座12可直接跟相异金属的铜质热管14及/或铜质热传导元件16以及该第一铝质鳍片组111不需经由化镍处理即可直接焊接,如此不仅能有效降低成本,且还可达到环保及解决现有镍磷原物料短缺的问题。
42.以上说明对本实用新型而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离权利要求所限定的精神和范围的情况下,可作出许多修改、变化或等效,但都将落入本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。