1.本发明涉及检验机动车辆零件的胶合组件的密封性的广义领域。
2.更具体地说,本发明涉及一种由相互胶合的两个塑料壁构成的机动车辆车身板件的密封性的检验设备。这样的板件可以是后开闭件(尾门)或侧开闭件(车门)、前开闭件(引擎罩)或空气动力学扰流件。
背景技术:
3.目前,例如,机动车辆尾门最经常包括形成板件内壁的由下部部分和上部部分构成的箱体(caisson),以及形成板件外壁的一个或多个覆盖箱体部分的车身蒙皮。由箱体和该一个或多个车身蒙皮构成的组件称作尾门板件。
4.一般来说,所述至少一个车身蒙皮通过胶合添置在所涉及的箱体部分上:为此,箱体的蒙皮和该部分每个都包括相互面对面的连续胶合轨道。胶合剂的存在不仅允许将车身蒙皮组装到箱体的该部分,而且还形成这两个元件之间进而该板件的密封件(joint d
’é
tanch
é
it
é
)。
5.在车身板件添置和胶合在箱体的部分上之后,有必要检验这样的组件的密封性和因此由胶合剂接合部形成的密封件的完好性。在此,“完好性”指密封件确保其密封功能的能力。完好性降低或密封性缺陷可具有不同的原因,比如受损的或在胶合轨道上布置不良的密封件、蒙皮在箱体部分上的不良布置、蒙皮在箱体部分上的不足贴合等。
6.为了检验由胶合剂接合部形成的密封件的完好性,一般先使该组件在压紧钟形罩(cloche de bridage)下承受空气压强,然后检测一方面的位于由此组装的箱体部分与车身蒙皮之间的体积和另一方面的结构外部之间的可能的压强差。这样的差异指示由胶合剂接合部形成的密封件的密封性缺陷或完好性损失。为了定位该缺陷,还可沿着胶合剂接合部施加漏气指示产品。
7.上述检验设备具有众多缺陷。
8.首先,由于它在气压下运作,它在重量和体积方面要求特别高。
9.此外,它的安放和使用对于操作人员而言是漫长而困难的,这因此使得它成本高,并且不兼容于比通过统计采样更系统的生产检验,更遑论兼容于统一的检验(100%)。
10.最后,由于必须在所组装的零件内部引起过压,由压紧钟形罩施加的力特别地大,这损坏零件并使得它不能够在车辆上使用。压紧的力实际上本身也导致损坏检验装置本身,尤其是在罩的密封件处。
技术实现要素:
11.本发明的目的尤其在于提供一种机动车辆双壁胶合式板件(比如上述尾门)的密封性的检验方法,该方法占用更小的空间、更加快速且更易于使用,不损坏该板件,同时是可靠的。
12.为此,本发明涉及一种待检验的胶合剂接合部的完好性的检验方法,所述胶合剂
接合部连接车身箱体部分与车身蒙皮,并在它们之间限定待检验的内部体积,
13.其特征在于,该方法包括按以下顺序实施的下列步骤:
[0014]-将至少一个超声检测设备布置在所述内部体积中;
[0015]-面对所述胶合剂接合部的预定区域喷射加压定向空气流;
[0016]-记录所述超声检测设备在所述内部体积中检测到的噪音水平;和
[0017]-根据所记录的噪音水平,确定所述胶合剂接合部中的完好性缺陷。
[0018]
本发明因此允许借助于简单且不怎么占用空间的装置,例如空气喷嘴和麦克风,通过采集由来自穿过胶合剂接合部中的缺陷的定向喷射的空气所发出的在内部体积中的噪音水平,来检测胶合剂接合部中的完好性降低。实际上,如果所记录的由于面对胶合剂接合部的预定区域施加空气流的在内部体积中的噪音水平足够大,则其指示在胶合剂接合部的该区域中存在缺陷。
[0019]
与先使组件受压,接着检测一方面的位于由此组装的箱体部分和车身蒙皮之间的体积与另一方面的结构外部之间的可能的压强差相比,本发明提出的方法更加简单,同时涉及占用空间更小的用品和更易于使用。噪音水平检测也比使用漏气指示产品更加可靠,并且还可容易地自动化。实施根据本发明的检验方法所必需的用品不与零件直接接触,因此不涉及对待检验的组件的任何损坏。
[0020]
此外,还发现,由于面对胶合剂接合部缺陷喷射加压定向空气流,而不是由位于这样的缺陷对面的超声发射器简单地发射超声,在组件的内部体积内检测到的噪音水平会更大。
[0021]
实际上,在射流压强的机械作用下,来自射流的空气受迫穿过胶合缺陷(一般为小尺寸的孔)像哨子那样产生大幅度的超声。此外,施加射流允许检测在胶合剂接合部中的部分或完全被由接合部的其余部分施加的组装压强封闭而不会被简单的超声发射器发射的超声穿过的某些小尺寸的孔。实际上,射流的压强允许打开这些孔,由此对其进行采集。
[0022]
由此,根据本发明的方法允许采集胶合剂接合部的无缺陷区域与胶合剂接合部的有缺陷区域之间的大幅度增强噪音水平的差异,从而使得检测方法更加可靠。
[0023]
优选地,所述检验方法另外还包括将所记录的噪音水平与参照噪音水平比较的步骤;以及,其中,如果所记录的噪音水平不同于参照噪音水平,则确定胶合剂接合部中存在完好性缺陷。
[0024]
实际上,考虑到箱体部分和车身蒙皮的组件在组装之后可采用的复杂形状和由此在组件的内部体积内产生的混响效应,即使在没有缺陷的情况下在其中记录的噪音水平也根据待检验的胶合剂接合部的区域的不同而显著不同。因此,优选的是将在待检验的零件上记录的噪音水平与对应于合格零件的参照噪音水平或在一批合格零件上实施的平均值进行比较。
[0025]
有利地,在将至少一个超声检测设备布置在内部体积中的步骤之前,实施以下步骤;
[0026]-将至少一个超声检测设备布置在称作参照体积的内部体积中,该参照体积由通过被称作“参照胶合剂接合部”的不包括密封性缺陷的胶合剂接合部连接的车身箱体部分和车身蒙皮限定;
[0027]-面对该参照胶合剂接合部的预定区域喷射加压定向空气流;
[0028]-检测该参照内部体积中的噪音水平;和
[0029]-记录由此检测到的噪音水平。
[0030]
这允许进行通过待检验的胶合剂接合部连接的车身箱体部分和车身蒙皮的组件与被称作参照组件的已知不具有缺陷的相同组件或在一批合格零件上实施的平均值之间的噪音水平的比较。
[0031]
优选地,参照胶合剂接合部的预定区域对应于待检验的胶合剂接合部的相同预定区域。
[0032]
实际上,鉴于在组件的内部体积中记录的噪音水平在胶合剂接合部的不同区域之间变化,优选的是将对于参照胶合剂接合部和待检验的胶合剂接合部的相同预定区域记录的噪音水平两两进行比较。
[0033]
为了检验胶合剂接合部的多个区域,对于胶合剂接合部的多个预定区域实施喷射和记录的步骤。
[0034]
优选地,为了检验整个胶合剂接合部,预定区域沿着胶合剂接合部均匀地分布。
[0035]
优选地,为了更加精确地检验整个胶合剂接合部,预定区域是相邻的,并且预定区域的集合大致包含胶合剂接合部的整个周长。
[0036]
为了便于在内部体积中发出噪音并由此改善其在组件的内部体积中的检测,空气流的喷射垂直于胶合剂接合部地进行。
[0037]
为了进一步改善噪音检测,空气流的喷射在紧邻胶合剂接合部处、优选地在与胶合剂接合部距离5至50mm处进行。
[0038]
在车身蒙皮和/或车身箱体部分包括孔的情况下,实施相对于外部环境隔离所述孔的预备步骤。
[0039]
实际上,车身蒙皮和/或车身箱体部分一般包括至少一个、甚至多个贯穿孔。在覆盖尾门箱体的下部部分的车身蒙皮的情况下,孔尤其对应于置入车牌照明灯、尾门打开控制器或尾门用信号灯容置部,而在箱体部分的情况下对应于置入扰流件用第三刹车灯等。该隔离步骤允许只检测由于仅在胶合剂接合部处的局部密封性缺陷而导致的可能泄露,而不检测空气通过这些孔的自然排出。
[0040]
优选地,超声检测设备能够检测频率介于5khz至50khz之间的声波。
[0041]
考虑到箱体部分和车身蒙皮的组件在组装之后可采用的复杂形状和所观察到的混响效应,内部体积内的噪音或多或少受到干扰,所以根据胶合剂接合部的区域不同而检测到不同的噪音水平。因此,有利的是超声检测设备能够在足够大的噪音水平范围上检测波。
[0042]
本发明还涉及一种用于检验待检验的胶合剂接合部的完好性的检验设备,所述待检验的胶合剂接合部连接车身箱体部分和车身蒙皮并在它们之间限定内部体积,所述检验设备包括:
[0043]-至少一个旨在布置在所述内部体积中的超声检测设备;
[0044]-用于面对所述胶合剂接合部的预定区域喷射加压定向空气流的喷射设备;
[0045]-用于记录由所述超声检测设备在所述内部体积中检测到的噪音水平的记录设备。
[0046]
优选地,所述检验设备还包括:
[0047]-用于将所记录的噪音水平与参照噪音水平进行比较的比较设备;和
[0048]-用于在所记录的噪音水平不同于所述参照噪音水平的情况下确定胶合剂接合部中的完好性缺陷的确定设备。
[0049]
在车身蒙皮或箱体部分设有至少一个被分别称作蒙皮孔或箱体孔的贯穿孔的情况下,至少一个旨在分别覆盖所述至少一个蒙皮孔或所述至少一个箱体孔的负压盖,所述负压盖由被称作盖内表面和盖外表面的两个相对的自由表面限定,所述盖内表面设有被分别称作内盖密封件和外盖密封件的两个具有封闭轮廓的密封件,所述内盖密封件的轮廓包含在所述外盖密封件的轮廓中,所述盖被所述盖的至少一个抽吸管路穿过,所述抽吸管路一方面在所述盖内表面这侧的两个盖密封件之间开口,另一方面在所述盖外表面这侧开口。
[0050]
这样的负压盖在相同申请人的以编号1911107提交的法国专利申请中描述。这类负压盖允许在密封件检验方法期间阻闭蒙皮和/或箱体部分的孔,以只检测由于仅在胶合剂接合部处的局部密封性缺陷而导致的可能泄露,而不检测空气通过这些孔的自然排出。
[0051]
有利地,所述检验设备还包括连接到所述盖的抽吸管路的空气抽吸设备。
附图说明
[0052]
通过阅读以下仅作为示例提供且参照附图做出的说明将更好地理解本发明,在附图中:
[0053]
[图1]图1是在组装期间的机动车辆尾门的立体视图;
[0054]
[图2]图2是图1的尾门的分解立体视图;
[0055]
[图3]图2是由胶合剂接合部连接的扰流件和上横梁以及根据本发明的用于检验胶合剂接合部的完好性的检验设备的示意图;
[0056]
[图4]图4是图3的检验设备的空气流喷射设备的示意图和由胶合剂接合部连接的扰流件和上横梁的剖视图。
具体实施方式
[0057]
在图1和2中示出了现有技术的本身已知的机动车辆车身板件8,其在本例子中是机动车辆尾门板件。
[0058]
尾门板件8包括箱体10,其包括用于接收旨在通过胶合添置在箱体10上的窗(在图中未示出)的箱体开口12。
[0059]
更具体地说,箱体10包括位于窗开口12下方的下部部分14,该下部部分14通过窗的两个侧立柱18连接到上横梁16。
[0060]
箱体10旨在被一个或多个车身蒙皮覆盖以形成车身板件。如在图2中可见,尾门箱体的下部部分14在此通过胶合被添置在箱体10上的下部车身蒙皮20覆盖,并且上横梁16被通常称作扰流件22的另一车身蒙皮覆盖。
[0061]
下部车身蒙皮20和扰流件22分别通过连续的胶合剂条带24组装在箱体的下部部分14和上横梁16上,这些连续的胶合剂条带24也以已知的方式布置在连续的胶合轨道上,这些连续的胶合轨道分别位于箱体的下部部分20和上横梁的四周上。胶合剂条带24在此一方面构成车身下部蒙皮20与箱体的下部部分14之间、另一方面构成扰流件22在上横梁16上
的胶合剂接合部。由此,车身零件和车身蒙皮在它们之间限定内部体积v。
[0062]
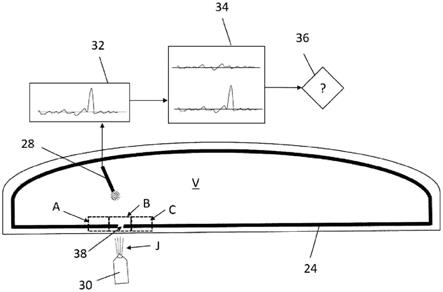
为了检验由胶合剂条带24构成的密封件的完好性,使用在图3中示意性地示出的用于检验胶合剂接合部的完好性的检验设备26。在下文中,所检验的胶合剂接合部24是布置在上横梁16上的扰流件22之间的胶合剂接合部。在图3中示意性地示出该胶合剂接合部24。然而,要指出的是,所有下文所述同样被设置用于并且适用于连接箱体的下部部分14和车身下部蒙皮20的胶合剂接合部24。
[0063]
检验设备26包括布置在内部体积v中的超声检测设备28。这例如涉及适于检测超声的麦克风28。在图3中,示出单个麦克风28,但需要时当然可在内部体积v中布置更多麦克风。该超声检测设备可检测频率介于5khz至50khz之间的声波。
[0064]
检验设备26还包括用于喷射加压定向空气流j的设备30。这例如涉及连接到空气压缩设备的喷嘴或任何其它允许喷射加压定向空气流j的设备。出于清晰的原因,在图3和4中仅示出了喷射空气流的喷嘴30。
[0065]
喷嘴30适于面对胶合剂接合部24的预定区域喷射加压定向空气流。为此,喷嘴30可以由操作人员手持,或由机器人(未示出)的铰接臂持握。
[0066]
检验设备26还包括用于记录由超声检测设备(麦克风28)在内部体积中检测到的噪音水平的记录设备32。
[0067]
检验设备26还包括用于将所记录的噪音水平与参照噪音水平比较的比较设备34和用于在所记录的噪音水平不同于参照噪音水平的情况下确定胶合剂接合部24中的完好性缺陷38的确定设备36。完好性缺陷38在此在附图中为胶合剂接合部24中的穿孔。
[0068]
现在将说明借助于检验设备26来检验胶合剂接合部24的完好性的检验方法。
[0069]
首先,将至少一个超声检测设备,在此为一个或多个麦克风28,布置在由通过不包括密封性缺陷的胶合剂接合部连接的上横梁和扰流件所形成的组件的内部体积中。
[0070]
如果所涉及的车身蒙皮和/或车身箱体部分包括孔,则实施相对于外部环境隔离这些孔的预备步骤。该步骤在布置麦克风28之前或之后实施并无区别。
[0071]
在下文中,将该没有缺陷的胶合剂接合部称作“参照接合部”,并将胶合剂接合部是参照胶合剂接合部的这样的组件称作“参照组件”。参照组件是与期望测试的零件相同的零件的组件,其尤其可来自相同的制造线。因此,其在此涉及其中胶合剂接合部不具有缺陷的扰流件22在上横梁16上的组件。
[0072]
还要指出的是,由于接下来的步骤对于参照接合部或期望测试的胶合剂接合部24是相同的,即使胶合剂接合部24具有缺陷38,也参照图3和4。实际上,在此待检验的胶合剂接合部24与参照接合部之间的唯一差别是没有缺陷38。
[0073]
在检测设备28安置在参照组件的内部体积v当中之后,就面对着参照胶合剂接合部的预定区域喷射加压定向空气流j。
[0074]
为了便于在内部体积v中发出噪音和由此改善其在内部体积v中的检测,如在图4中可见,空气流j的喷射垂直于胶合剂接合部24地进行。
[0075]
为了进一步改善噪音检测,空气流j的喷射在紧邻胶合剂接合部24处、优选地在与胶合剂接合部24相距5至50mm的距离处进行。
[0076]
然后,借助于一个或多个麦克风28检测参照内部体积v中的噪音水平,并借助于记录设备32记录被称作“参照噪音水平”的由此记录下的噪音水平。
[0077]
下述喷射和记录的步骤是对于参照胶合剂接合部的多个预定区域实施的。在图3中示出了三个预定区域a、b和c,如在图3中那样,它们优选地相邻。
[0078]
这些预定区域优选地沿着胶合剂接合部24均匀地分布。而且,优选地,预定区域的集合大致包含参照胶合剂接合部的整个周长。然而,出于清晰的原因,在图3中仅示出这些区域中的三个a、b、c。
[0079]
实际上,考虑到箱体和车身蒙皮(在此为扰流件和上横梁)的组件在组装之后可能采用的复杂形状和由此在组件的内部体积内产生的混响效应,即使在没有缺陷的情况下在其中检测到的噪音水平也根据参照胶合剂接合部的区域的不同而显著不同。
[0080]
因此,对于每个预定区域都记录参照噪音水平。由此获得参照胶合剂接合部的声音图谱,也就是相关联的数值对、即与预定区域关联的参照噪音水平的集合。
[0081]
要指出的是,在一个变型中,与参照胶合剂接合部的预定区域关联的参照噪音水平的数值可以是对于多个合格的相同零件的相同预定区域采集的噪音水平平均值的结果。
[0082]
在另外一些变型中,每个预定区域的参照噪音水平,换句话说,如上文定义的声音图谱,可包含更多的被称作参照数据的与对于一个或多个参照胶合剂接合部采集的每个预定区域的噪音水平数值相关的数据。由此可以:通过实施在给定时间间隔内采集噪音水平来记录所采集的噪音的最小值和/或最大值,对噪音水平取平均值,计算所采集的噪音水平的标准差等。将这些参照数据两两地与相同性质的数据进行比较,这些相同性质的数据与对于待检验的胶合剂接合部采集的噪音水平相关。
[0083]
在获得该图谱之后,将至少一个超声检测设备,在此为一个或多个麦克风28,布置在待检验的组件的内部体积v中。
[0084]
然后,面对胶合剂接合部24的预定区域喷射加压定向空气流j。优选地,确保空气流j的喷射条件与面对参照胶合剂接合部喷射空气流j的相同,以获得所记录的噪音水平的更加可靠的比较。
[0085]
此外,仍是优选地,参照胶合剂接合部的预定区域对应于待检验的胶合剂接合部24的相同预定区域。因此,将面对相同预定区域(在此在图3中由区域a、b、c示出)喷射定向空气流j。为此,可由操作人员操作喷嘴30沿着待检验的胶合剂接合部24喷遍。
[0086]
然而,优选地,喷嘴30由机器人(未示出)的铰接臂握持,其实施对胶合剂接合部24的扫描以面对预定区域喷射定向空气流j。优选地,机器人将该扫描实施为使得在扫描期间喷嘴30布置在与胶合剂接合部24相距固定距离处,换句话说,在扫描期间总是在与胶合剂接合部24相距相同距离处喷射定向空气流j。在一个优选实施方式中,由机器人实施的扫描会在胶合剂接合部24的整个周长上实施。
[0087]
然后,记录由超声检测设备28在内部体积v中检测到的噪音水平,并根据所记录的噪音水平确定在胶合剂接合部中是否存在完好性缺陷。
[0088]
为此,优选地,将由此记录的噪音水平与对于相同预定区域记录的参照噪音水平进行比较。由此,例如,如果记录了对于参照胶合剂接合部的区域a采集的噪音水平,则比较对于待检验的胶合剂接合部24的相同区域a采集的噪音水平。
[0089]
如果由此记录的噪音水平不同于参照噪音水平,则可确定在胶合剂接合部24中存在完好性缺陷38。
[0090]
再次参照图3的示例,区域a和c在胶合剂接合部24中不具有缺陷,在这些区域中将
采集到与对于参照接合部的这些各个区域a和c采集的噪音水平相同或非常接近的噪音水平。相反地,由于区域b包含密封性缺陷38,对于区域b将采集到与对于参照胶合剂接合部的区域b的噪音水平不同、实际上更高的噪音水平。
[0091]
通过对于其集合大致包含胶合剂接合部24的整个周长的预定区域实施这些相继的步骤,可确定在其整个周长上何处存在可能的完好性缺陷,并确定胶合剂接合部24是否合格。
[0092]
本发明不限于所说明的实施方式,对于本领域技术人员而言其它实施方式显而易见。
[0093]
尤其可行的是,将所述用于检验胶合剂接合部的完好性的方法和设备用于检验由通过胶合组装两个板件获得的其它车身板件的密封性。
[0094]
附图标记清单:
[0095]
8:车身板件(尾门)
[0096]
10:机动车辆箱体
[0097]
12:尾门窗开口
[0098]
14:箱体的下部部分
[0099]
16:箱体的上横梁
[0100]
18:箱体的侧立柱
[0101]
20:车身蒙皮
[0102]
22:扰流件
[0103]
24:胶合剂接合部
[0104]
26:用于检验胶合剂接合部的完好性的检验设备
[0105]
28:超声检测设备(麦克风)
[0106]
30:用于喷射加压定向空气流的喷射设备(喷嘴)
[0107]
32:用于记录噪音水平的记录设备
[0108]
34:用于比较噪音水平的比较设备
[0109]
36:用于确定完好性缺陷的确定设备
[0110]
38:完好性缺陷
[0111]
j:空气流
[0112]
v:内部体积
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
