1.本发明属于自动化生产设备,尤其是一种带磁性麻将的生产线。
背景技术:
2.现有自动麻将机的翻牌机构多种多样,但主要分为有磁式和无磁式两种类型;有磁式自动麻将机是采用带磁性的麻将牌,通过利用翻牌磁条的磁性对麻将牌进行姿态控制,实现麻将牌的自动翻牌。参阅附图9,带磁性的麻将牌包括:底壳a、磁铁b、填料c、内衬套d和盖板e,其中磁铁b、填料c放置在所述底壳a内,并通过内衬套d固定,所述盖板e与内衬套d相固定,形成一个麻将牌。
3.而现有的带磁性麻将制造设备更多的半自动生产线,需要操作人员配合加工,实现整个麻将牌的生产,不仅操作人员的劳动强度大,而且生产效率比较低。
技术实现要素:
4.为了克服上述技术缺陷,本发明提供一种带磁性麻将的生产线,以解决背景技术所涉及的问题。
5.本发明提供一种带磁性麻将的生产线,包括:
6.工作台;
7.环形传输带,设置在所述工作台的中心位置;在所述环形传输带上安装有多个载具;
8.第一进料装置,包括设置在所述环形传输带一侧、用于传输底壳的第一进料通道,以及将所述底壳转移至所述载具上的第一夹持机构;
9.第二进料装置,包括设置在所述环形传输带一侧、用于传输磁铁的第二进料通道,以及将所述磁铁转移到所述底壳上的第二夹持机构;
10.第三进料装置,包括设置在所述环形传输带上方,适于将填料添加至所述底壳上的上料机构;
11.压料装置,设置在所述环形传输带的一侧,适于压实所述底壳上的填料;
12.第四进料装置,包括设置在所述环形传输带一侧、用于传输内衬套的第四进料通道,以及将所述内衬套转移、并安装到所述底壳上的第四夹持机构;
13.第五进料装置,包括设置在所述环形传输带一侧、用于传输盖体的第五进料通道,以及将所述盖体转移、并安装到所述内衬套上的第五夹持机构;
14.出料装置,包括用于检测所述载具上成品质量的第二检测装置,位于环形传输带一侧多个出料口,以及设置在所述出料口上配合所述出料口出料的第六夹持机构。
15.优选地或可选地,所述环形传输带包括:
16.驱动组件,包括设置在所述工作台上的主齿轮和从齿轮,套装在所述主齿轮和从齿轮之间的环形链条,以及驱动所述主齿轮转动的电机;
17.环形导轨,设置在所述环形链条外侧;
18.多个载具,以预定间隙滑动安装在所述环形导轨上,并与所述环形链条相连接。
19.优选地或可选地,所述第一进料装置、第二进料装置、第三进料装置、压料装置、第四进料装置第五进料装置所对应的区域设置有机械式限位装置;
20.所述限位装置包括:设置在所述工作台上的升降机构,设置在所述升降机构输出端上限位块,安装在所述限位块上的限位槽,以及安装在所述载具底部、与所述限位槽相适应的限位凸起。
21.优选地或可选地,所述第一进料装置和第二进料装置之间还设置有第一检测装置;
22.所述第一检测装置为红外对射检测装置,用于检测所述载具上是否放置有底壳。
23.优选地或可选地,所述压料装置包括:
24.承重台,设置在所述环形传输带的一侧;
25.压料机构,包括位于所述环形传输带和承载台之间的升降气缸,安装在所述升降气缸输出端上的回转气缸,安装在所述回转气缸的转动板,分别设置所述转动板两端、并沿着所述环形传输带和承重台之间往复运动的第一夹爪和第二夹爪,以及设置在所述第二夹爪上、并随着所述第二夹爪向下运动至待压实的底壳的下压件。
26.优选地或可选地,所述第一夹持机构、第二夹持机构、第四夹持机构和第五夹持机构、第六夹持机构均包括:位置调整组件和夹持件;
27.所述位置调整组件,包括架设在所述第四进料通道上部的安装架,设在所述安装架上、并沿着所述进料通道向远离进料通道的一侧运动的第一直线模组,安装在所述第一直线模组输出端上、并垂直于进料通道上下运动的第二直线模组;
28.夹持件,安装在所述第二直线模组的输出端。
29.其中,第一夹持机构和第六夹持机构的夹持件为机械夹爪,第二夹持机构的夹持件为电磁铁,第四夹持机构和第五夹持机构的夹持件为真空吸具。
30.优选地或可选地,所述真空吸具包括:安装在所述第二直线模组的输出端上第一安装板,设置在所述第一安装板的中轴线上、并与待吸附的长方形工件的中部相对齐支撑件,以及分别设置在所述支撑件的两侧或沿着所述支撑件的周向分布、并与待吸附的内衬套的两端相对齐的多个吸盘。
31.优选地或可选地,所述第四进料机构和第五进料机构之间还设置有:用于在内侧套上涂覆粘合剂的注胶装置,和用于抹平粘合剂、并压合所述内衬套和底壳的压合装置。
32.优选地或可选地,所述第二检测装置包括多个设置在所述环形传输带一侧的视觉检测系统,多个视觉检测系统分别检测单个载具上不同区域;
33.且,所述视觉检测系统的检测周期等于载具运动相邻两个载具之间距离所需的时间。
34.优选地或可选地,所述第一进料通道、第四进料通道、第五进料通道的进料端安装有振动盘,通过所述振动盘实现底壳、内衬套和盖体的自动上料;
35.所述第二进料通道包括:垂直放置在所述环形传输带一侧、用于放置磁铁的下料通道,设在所述下料通道下方的推料气缸,设置在所述推料气缸前端、由所述下料通道底部运动至外露于所述下料通道的推料块,以及设置在所述推料块上、用于放置磁铁的料仓。
36.本发明涉及一种带磁性麻将的生产线,相较于现有技术,具有如下有益效果:
37.1、本发明以环形传输带为主体,设计多种不同类型的加工设备,实现麻将牌的自动化生产,大大提高了生产效率,同时降低了操作工的劳动强度。
38.2、本发明通过采用环形生产线,避免传统的直线生产线路占用大量的车间生产空间,提高企业的效益。
39.3、本发明通过不同工位处设计机械式限位装置,实现载具的定位、限位作用,提高环形传输装置的传输精度。
40.4、本发明通过设置第一检测装置,检测载具上是否存在底壳,及时停机检查或更新后续操作,避免造成不必要的损失。
41.5、本发明通过设置压料装置,在第一夹爪和第二夹爪的配合下,在不影响环形传输带的传输效率的前提,实现填料的自动压实。
42.6、本发明通过设置多个夹持机构,针对底壳、磁铁、内衬套和盖体的特性设计不同类型的夹持件,实现对底壳、磁铁、内衬套和盖体的自动上料和安装。
43.7、本发明通过在吸盘的中部设置有支撑件,而且所述支撑件的与内层套的接触面积相对较大,即使当两侧的吸盘真空度不一致时,也不会导致内衬套的一侧翘起、发生倾斜,影响后期安装和产品质量。
44.8、本发明通过在麻将内部加入液体粘合剂,提高整个麻将的结构强度。
45.9、本发明通过视觉检测系统能实时监测生产质量数据,精准高效地完成检测任务,有效识别次品,确保了产品质量,提高了产品竞争力,大大提高了生产流水线的智能化、自动化水平。
46.10、本发明根据底壳、磁铁、内衬套和盖体的特性,设计不同类型的上料装置,实现对底壳、磁铁、内衬套和盖体的自动上料。
附图说明
47.图1是本发明的结构示意图。
48.图2是本发明中环形传输带的结构示意图。
49.图3是本发明中机械式限位装置的结构示意图。
50.图4是本发明中第一夹持机构的结构示意图。
51.图5是本发明中第二进料装置的结构示意图。
52.图6是本发明中压料装置的结构示意图。
53.图7是本发明中第四夹持机构的结构示意图。
54.图8是本发明中真空吸具的结构示意图。
55.图9是本发明中带磁性麻将的结构示意图。
56.附图标记为:工作台100;
57.环形传输带200、主齿轮210、从齿轮220、环形链条230、电机240、环形导轨250、载具260、工位槽261、机械式限位装置270、升降机构271、限位块272、限位槽273、限位凸起724;
58.第一进料通道310、振动盘311、第一夹持机构320、安装架321、第一直线模组322、第二直线模组323、机械夹爪324、第一检测装置330;
59.第二进料通道410、下料通道411、推料气缸412、推料块413、料仓414、第二夹持机
构420、电磁铁421;
60.第三进料装置510、压料装置520、承重台521、升降气缸522、回转气缸523、转动板524、第一夹爪525、第二夹爪526、下压件527;
61.第四进料通道610、出料仓611、第四夹持机构620、注胶装置630、压合装置640、真空吸具650、第一安装板651、支撑件652、吸盘653;
62.第五进料通道710、第五夹持机构720;
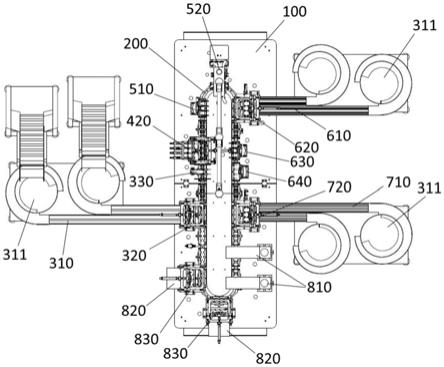
63.视觉检测系统810、出料口820、第六夹持机构830;
64.底壳a、磁铁b、填料c、内衬套d、盖体e。
具体实施方式
65.在下文的描述中,给出了大量具体的细节以便提供对本发明更为彻底的理解。然而,对于本领域技术人员而言显而易见的是,本发明可以无需一个或多个这些细节而得以实施。在其他的例子中,为了避免与本发明发生混淆,对于本领域公知的一些技术特征未进行描述。
66.参阅附图1至9,一种带磁性麻将的生产线,包括:工作台100、环形传输带200、第一进料装置、第一检测装置330、第二进料装置、第三进料装置510、压料装置520、第四进料装置、第五进料装置和出料装置。
67.参阅附图1,工作台100用于安装环形传输带200,以及沿着所述环形传输带200设置的第一进料装置、第一检测装置330、第二进料装置、第三进料装置510、压料装置520、第四进料装置、第五进料装置和出料装置。在环形传输带200的中部还可以设置操作按钮、数据显示屏和三色灯,用于控制整个生产线。
68.参阅附图2,环形传输带200包括:驱动组件、环形导轨250和多个载具260。其中,驱动组件包括设置在所述工作台100上的主齿轮210和从齿轮220,套装在所述主齿轮210和从齿轮220之间的环形链条230,以及驱动所述主齿轮210转动的电机240;环形导轨250设置在所述环形链条230外侧;多个载具260以预定间隙滑动安装在所述环形导轨250上,并与所述环形链条230相连接。电机240带动主齿轮210转动,进而通过链条带动载具260沿着环形导轨250运动。由于本实施例采用环形生产线,避免传统的直线生产线路占用大量的车间生产空间,提高企业的效益。
69.在所述载具260上的多个工位槽261,可以同时放置多个产品,提高单个载具260的载荷,提高整个生产线生产效率。
70.另外,所述环形导轨250的上部的两侧向外凸出形成限位部,在所述载具260底部的两侧、沿着在所述限位部滑动的两组滚轮,在滚轮上设置有与限位部相配合的凹槽,使得载具260卡设在环形导轨250上,提高载具260运载的稳定性。
71.由于加工过程中,载具260可能会发现晃动或偏移,降低环形传输装置的传输精度,因此所述第一进料装置、第二进料装置、第三进料装置510、压料装置520、第四进料装置第五进料装置所对应的区域设置有机械式限位装置270。
72.参阅附图3,所述机械式限位装置270包括:设置在所述工作台100上的升降气缸522,设置在所述升降气缸522输出端上限位块272,安装在所述限位块272上的限位槽273,以及安装在所述载具260底部、与所述限位槽273相适应的限位凸起724。通过升降机构271
将限位槽273卡设在限位凸起724中,实现载具260的定位、限位作用,提高环形传输装置的传输精度。其中,所述限位槽273的截面形状为圆弧形。上部为圆弧形,能够起到导向作用,即使限位凸起724部分偏移,也能通过圆弧形的限位槽273导向并嵌合于限位槽273中。
73.第一进料装置包括设置在所述环形传输带200一侧、用于传输底壳a的第一进料通道310,以及将所述底壳a转移至所述载具260上的第一夹持机构320。其中,所述第一进料通道310的进料端安装有振动盘311,通过所述振动盘311实现底壳a的自动上料。另外,其中所述第一进料通道310内设置有环形传输带200或者推料装置,保证所述底壳a沿着第一进料通道310向靠近环形传输带200一侧运动。参阅附图4,所述第一夹持机构320包括:位置调整组件和夹持件;所述位置调整组件包括架设在所述第四进料通道610上部的安装架321,设在所述安装架321上、并沿着所述进料通道向远离进料通道的一侧运动的第一直线模组322,安装在所述第一直线模组322输出端上、并垂直于进料通道上下运动的第二直线模组323;第一夹持机构320的夹持件为机械夹爪324,所述机械夹爪324安装在所述第二直线模组323的输出端。通过机械夹爪324与位置调整组件的配合,实现底壳a的自动上料。
74.在所述第一进料装置和第二进料装置之间还设置有第一检测装置330;所述第一检测装置330为红外对射检测装置,用于检测所述载具260上是否放置有底壳a,及时停机检查或更新后续操作(停止后续进料装置对该工位槽261进行操作),避免造成不必要的损失。
75.参阅附图5,第二进料装置包括设置在所述环形传输带200一侧、用于传输磁铁b的第二进料通道410,以及将所述磁铁b转移到所述底壳a上的第二夹持机构420。其中,所述第二进料通道410包括:垂直放置在所述环形传输带200一侧、用于放置磁铁b的下料通道411,设在所述下料通道411下方的推料气缸412,设置在所述推料气缸412前端、由所述下料通道411底部运动至外露于所述下料通道411的推料块413,以及设置在所述推料块413上、用于放置磁铁b的料仓414。第二夹持机构420包括位置调整组件和夹持件,位置调整组件的结构同第一进料装置的位置调整组件;所述第二夹持机构420的夹持件为电磁铁421,所述电磁铁421安装在所述第二直线模组323的输出端。当推料块413位于下来通道底部时,竖直堆积的磁铁b自由下落到料仓414中,然后通过推料气缸412将磁铁b至外露于所述下料通道411,然后由电磁铁421吸附磁铁b,并将磁铁b放置在底壳a内,然后断开电磁铁421电流,使得磁铁b留在底壳a上。然后通过位置调整组件使得电磁铁421复位。本实施例中,利用根据磁铁b的特性,选择电磁铁421作为夹持件,能够灵活方便的将磁铁b转移到底壳a内。
76.第三进料装置510包括设置在所述环形传输带200上方,适于将填料c添加至所述底壳a上的上料机构,所述上料机构可以为喷嘴或者是其他夹持机构。在本实施例中,所述填料c为沙子,则所述上料喷嘴,通过喷嘴将沙子填充至底壳a内起到配重作用。另外,对于本领域技术人员而言,所述沙子还可以为其他金属材料,例如铜等非磁性材料,选用夹持组件放置在所述壳体内部,起到配重作用。
77.参阅附图6,压料装置520设置在所述环形传输带200的一侧,适于压实所述底壳a上的填料c。具体地,所述压料装置520包括:承载台和压料机构。其中,承重台521设置在所述环形传输带200的一侧;压料机构包括位于所述环形传输带200和承载台之间的升降气缸522,安装在所述升降气缸522输出端上的回转气缸523,安装在所述回转气缸523的转动板524,分别设置所述转动板524两端、并沿着所述环形传输带200和承重台521之间往复运动的第一夹爪525和第二夹爪526,以及设置在所述第二夹爪526上、并随着所述第二夹爪526
向下运动至待压实的底壳a的下压件527。所述第一夹爪525的夹持位于环形传输带200侧一组待压实的底壳a的同时,所述第二夹爪526向下运动,通过下压件527压实另一组待压实的底壳a,形成压实底壳a,然后环形传输带200侧的载具260刚好空置,所述第二夹爪526即可将压实底壳a转移到环形传输带200侧空置的载具260上,第一夹爪525将一组待压实的底壳a转移到承重台521上的载具260上,形成一个连续化下压过程。在不影响环形传输带200的传输效率的前提,实现自动压实。
78.另外,所述承重台521上还设置有称量传感器。通过测量待压实的底壳a的重量,确认填料c是否满足要求,及时去除不符合要求的待压实的底壳a,提高成品的合格率。
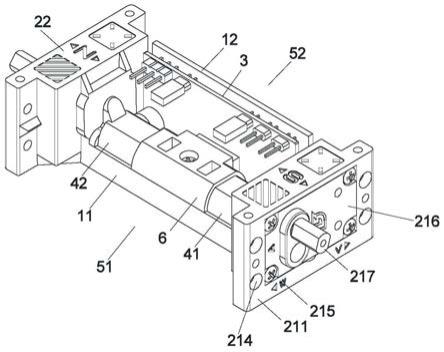
79.第四进料装置包括设置在所述环形传输带200一侧、用于传输内衬套d的第四进料通道610,以及将所述内衬套d转移、并安装到所述底壳a上的第四夹持机构620。其中,所述第四进料通道610的进料端安装有振动盘311,通过所述振动盘311实现内衬套d的自动上料。在所述第四进料通道610的出料端设置有出料仓611。参阅附图7,所述出料仓611包括:水平垂直于所述第四进料通道610运动的第三直线模组,以及设在所述第三直线模组输出端上多个与所述第四进料通道610相对齐、用于容纳带吸附内衬套d的仓体。内衬套d沿着进料通道进入仓体内,然后通过第三直线模组的伸缩带动所述出料仓611左右运动,使出料仓611上的内衬套d与环形传输带200上的载具260相对齐。另外,其中所述第四进料通道610内设置有环形传输带200或者推料装置,保证所述内衬套d沿着第四进料通道610向靠近环形传输带200一侧运动。所述第四夹持机构620包括:位置调整组件和夹持件;位置调整组件的结构同第一进料装置的位置调整组件;第四夹持机构620的夹持件为真空吸具650,所述真空吸具650安装在所述第二直线模组323的输出端。通过出料仓611与位置调整组件的配合,实现内衬套d的自动上料。
80.参阅附图8,所述真空吸具650包括:安装在所述第二直线模组323的输出端上第一安装板651,设置在所述第一安装板651的中轴线上、并与待吸附的长方形工件的中部相对齐支撑件652,以及分别设置在所述支撑件652的两侧或沿着所述支撑件652的周向分布、并与待吸附的内衬套d的两端相对齐的多个吸盘653。一方面,所述支撑件652能够下压所述内衬套d,使得内衬套d部分或全部插接于所述底壳a内。另一方面,由于在吸盘653的中部设置有支撑件652,而且所述支撑件652的与内层套的接触面积相对较大,其接触长度为楼空工件长度的一半,即使当两侧的吸盘653真空度不一致时,也不会导致内衬套d的一侧翘起、发生倾斜,影响后期安装和产品质量。
81.所述第四进料机构和第五进料机构之间还设置有:用于在内侧套上涂覆粘合剂的注胶装置630,和用于抹平粘合剂、并压合所述内衬套d和底壳a的压合装置640。通过注胶装置630将液体粘合剂打入内衬套d上,粘合剂可以沿着内衬套d上的孔洞进入内部,然后通过压合装置640下压内衬套d,在抹平粘合剂的同时,使得内衬套d和盖体e完全结合。由于粘合剂的存在,提高整个麻将的结构强度。
82.第五进料装置包括设置在所述环形传输带200一侧、用于传输盖体e的第五进料通道710,以及将所述盖体e转移、并安装到所述内衬套d上的第五夹持机构720;其中,所述第五进料通道710的进料端安装有振动盘311,通过所述振动盘311实现盖体e的自动上料。另外,其中所述第五进料通道710内设置有环形传输带200或者推料装置,保证所述盖体e沿着第五进料通道710向靠近环形传输带200一侧运动。所述第五夹持机构720的结构同第四进
料装置,通过真空吸具650与位置调整组件的配合,实现盖体e的自动上料,然后通过下压和粘合剂作用,使得盖体e固定在内衬套d上表面,形成麻将半成品。
83.出料装置包括用于检测所述载具上成品质量的第二检测装置,位于环形传输带200一侧多个出料口820,以及设置在所述出料口820上配合所述出料口820出料的第六夹持机构830。所述第二检测装置包括多个设置在所述环形传输带200一侧的视觉检测系统810,多个视觉检测系统810分别检测单个载具260上不同区域;所述第六夹持机构830的结构与所述第一夹持结构的结构相同,将麻将半成品从环形传输带200中转移到出料口820中,完成整个加工过程。本实施例中采用了视觉检测系统810能实时监测生产质量数据,精准高效地完成检测任务,有效识别次品,确保了产品质量,提高了产品竞争力,大大提高了生产流水线的智能化、自动化水平。
84.另外,由于所述载具260一般为长方形,且长宽比较大,放置有多个麻将半成品;而视觉检测系统810的拍摄区域一般为正方形或圆形,而采用单个视觉检测系统810很难对载具260进行一个完整的拍摄,本实施例中,设置有多个视觉检测系统810,且所述视觉检测系统810的检测周期等于载具260运动相邻两个载具260之间距离所需的时间。如此,在保证不降低环形传输带200传输效率的前提下,提高检测机构的检测效率。
85.为了方便理解带磁性麻将的生产线的技术方案,对其工作原理做出简要说明:在加工过程中,通过振动盘311上料将底壳a安装预定的规律(壳体中的腔体朝上)堆放到第一进料通道310内,然后通过第一夹持组件,将底壳a转移到环形传输带200上的载聚上;通过推料气缸412将磁铁b至外露于所述下料通道411,然后由电磁铁421吸附磁铁b,并将磁铁b放置在底壳a内,然后断开电磁铁421电流,使得磁铁b留在底壳a上;然后在通过上料机构将沙子填入所述底壳a内,然后通过第一夹爪525夹持待压实的模具,然后在升降气缸522和回转气缸523的配合下,所述第一夹爪525由环形传输带200向承重台521运动,并将带压实的模具放置在位于承载台一侧的载具260上。回转气缸523回转,第二夹爪526重新回到承载台上方,然后在升降气缸522的作用下,带动第二夹爪526向下运动,最后通过下压件527的下表面将填料c压实。最后通过第二夹爪526将压实后的模具转移到环形传输带200上的载具260上,完成整个压实工艺。然后通过第四进料装置将内衬套d转移到底壳a上,并通过支撑件652部分下压,部分嵌合在底壳a上,然后在内衬套d上涂胶、压实,然后通过第五进料装置将盖体e转移到内衬套d上,并通过支撑件652部分下压,形成麻将半成品,最后通过多个视觉检测系统810获得整个载具260完整图像信息,并通过计算机终端判断,是否存在残次品以及残次品位于具体那个工位槽261上,并通过第六夹持件,分别将残次品、合格品取出,完成不良品和合格品的自动分料。
86.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。