1.本发明涉及一种动力电池产线优化重组方法,属于产线重组领域。
背景技术:
2.动力电池是电动汽车运行的核心部件,随着对动力电池需求量的逐年增加,动力电池的生产效率显得尤为重要。如何针对动力电池生产车间提出合理的产线优化重组策略,是目前面向动力电池高品质生产领域研究的热点问题。动力电池的生产过程通常包括前段、中段和后段工艺,其中后段工艺集中在化成、静置等工序,是不需要进行产线优化重组的,因此动力电池车间加工的产线优化重组聚焦在中前段的工序。目前软包电池生产的中前段的工序主要包括配料、涂布、制片、烘烤、叠片、装配等6道工序,每道工序对应的并行加工设备有配料机,涂布机、制片机、定制烘箱机、自动叠片机和自动组装机等6组设备,那么针对n种软包电池生产订单,如何安排n个订单在每道工序上的加工顺序以及相应并行机器的选择,使所有订单的最大完成时间最小(也即提高动力电池的生产效率)即为电池产线的优化重组问题。
3.求解动力电池产线优化重组问题的主要方法包括精确算法、启发式算法和群智能优化算法等。其中,精确算法虽然能得到理论最优解,但随着问题规模的增大,其计算时间也大幅增加,因而更适用于解决小规模问题;启发式算法的优点是求解速度快,但其寻优结果往往受启发式规则影响较大。相比而言,群智能优化算法受问题特点影响较小,且求解结果较好。
4.粒子群算法是模仿自然界中鸟类寻找食物的过程而产生的一种群智能优化算法。由于粒子群算法具有编程简单、直观易实现等优点受到学者的广泛关注,尽管当前的研究工作取得了一定成果,但粒子群算法在寻优过程中极易陷入局部最优和早熟收敛,这会导致在求解动力电池产线优化重组问题时所给出的方案的完成时间并非是最小的方案,因此这一问题有待进一步优化。
5.与此同时,大部分的研究都集中在动力电池车间的静态产线优化重组问题,然而在实际的工业生产中,不可预知的事件随时都有可能发生,比如紧急插单、原材料短缺或机器故障等事件,影响了正常的生产,此时需要考虑在上述情况发生时的动态产线优化重组问题,从而最大可能的降低这些事件对生产的影响,基于此,需要对动力电池生产车间产线优化重组进行深入的研究,以得出能够更好解决上述问题的重组优化方案。
技术实现要素:
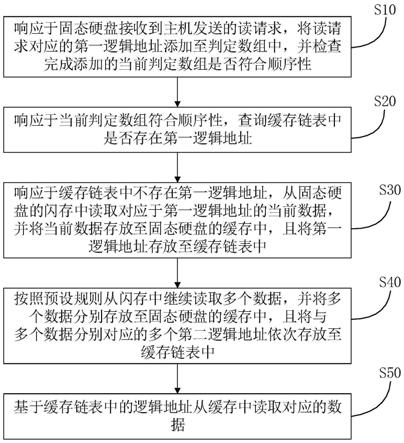
6.为了获得更好的动力电池产线优化重组方案,本发明提供了一种动力电池静态产线优化重组方法,所述方法包括:
7.step1:获取动力电池车间产线优化的静态数学模型;
8.step2:根据step1确定的静态数学模型,确定粒子群的适应度函数和解码方式,利用粒子群方法进行全局搜索,全局搜索过程中采用多重对称学习方法寻找个体最优粒子,
以避免个体粒子寻优过程中陷入局部最优;
9.step3:根据step2得到的个体最优粒子,采用改进变邻域方法避免群体最优粒子陷入早熟收敛,得到静态产线优化重组结果。
10.可选的,所述step1中动力电池车间产线优化的静态数学模型为:
11.确定动力电池生产流程包括的s道工序,第j道工序对应的并行加工设备包括mj台;
12.待完成电池订单n种,任意一种订单在第j道工序时选择该工序任一台机器上进行加工,e
i,s
表示订单i完成s道工序的加工完工时间;
13.设所有订单中的最大完工时间为c
max
,则动力电池车间产线优化的静态数学模型的目标函数为:
14.c
max
=min{max{e
i,s
|i=1,2,...,n}}
ꢀꢀꢀꢀ
(1)
15.动力电池静态产线优化约束条件包括:
16.mj》1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0017][0018]
x
i,j,m
∈{0,1}
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0019]ei,j
=b
i,j
t
i,j
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5)
[0020]ei,j
≤b
i,j 1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(6)
[0021][0022]
其中,m表示每道工序上并行机的机器号,m=1,2,...,mj;x
i,j,m
表示订单i在第j道加工工序的机器m上进行加工,当订单i在第j道加工工序的机器m上进行加工时x
i,j,m
=1,否则x
i,j,m
=0;e
i,j
表示订单i在第j道加工工序的完工时间;b
i,j
表示订单i在第j道加工工序的加工开始时间;t
i,j
表示订单i在第j道加工工序的加工时间;n
j,m
表示在第j道加工工序的机器m上加工的订单数量。
[0023]
可选的,所述step2中根据step1确定的静态数学模型确定粒子群的适应度函数为:
[0024][0025]
粒子p的速度更新和位置更新规则如下:
[0026][0027][0028][0029]
其中,k表示迭代次数,w为惯性常数,取值范围为0.8~1.2;c1为自我学习因子,c2为群体学习因子;r1,r2为区间[0,1]上均匀分布的随机数;是粒子p在第k次迭代中的第d维的位置;是粒子p在第k次迭代中的第d维的速度;是粒子p在第k次迭代中的第d维的个体最优的位置;是群体粒子在第k次迭代中第d维的全局最优的位置,-x
max,d
为粒子搜索范围的最小值,x
max,d
为粒子搜索范围的最大值。
[0030]
可选的,所述方法中粒子群方法针对动力电池静态产线优化重组问题的目的在于确定n个订单在每个加工工序的加工顺序,而s道工序中的第一道工序的加工顺序确定后,后续工序即可按照先到先加工的原则确定相应的加工顺序,因此粒子群寻优得到的群体最优粒子所代表的向量即为n个订单在第一道加工工序的加工顺序;
[0031]
所述粒子群的解码规则为:
[0032]
针对n个订单,对应的粒子群的维度即为n,每个粒子所代表的向量中最小的数值对应订单号1,次小的数值对应订单号2,
…
,最大的数值对应订单号n;
[0033]
后续工序按照订单到达该工序的先后顺序安排其加工顺序;
[0034]
若有多个订单同时到达该工序,则优先安排剩余未加工时间最长的工件,直至安排完该工序的所有订单顺序,最终得到每个工序的订单生产顺序;
[0035]
对于任何工序上的并行机器选择问题,优先选择将当前订单在当前工序最先完成的机器。
[0036]
可选的,所述粒子群全局搜索过程中采用多重对称学习方法寻找个体最优粒子,包括:
[0037]
对于n维空间粒子p=(x1,x2,...,xn),其中随机产生n1对1到n之间的随机整数b和c确定xb轴与xc轴形成的对称平面放置在原点处,定义由粒子p经过对称平面产生的粒子为对称粒子p',则n1对对称粒子的坐标分量表示为
[0038][0039]
如果满足f(p
′g)≥f(p),且g1∈1,2,
…
,n1,但g1≠g,则粒子p'g代替粒子p,否则继续采用粒子p进行后续迭代;
[0040]
对更新停滞的粒子进行n1次多重对称学习,得到n1个对称粒子,对于某粒子,若出现某个对称粒子的适应度优于其自身的适应度且优于该粒子的其他对称粒子的适应度,则用该对称粒子替换原来更新停滞的粒子;
[0041]
迭代过程中,定义适应度最好的个体粒子为群体最优粒子。
[0042]
可选的,所述改进变邻域方法中,定义3个新的邻域结构:
[0043]
(1)多重对称学习ξ1:对于某个粒子随机生成多个对称平面得到对称粒子;
[0044]
(2)反向学习ξ2:对于某个粒子求出该粒子的反向解;
[0045]
(3)遗传变异逆序ξ3:对于某个粒子,随机选择粒子位置向量中的两个位置点,将该两点间的片段逆序得到逆序粒子。
[0046]
可选的,所述采用改进变邻域方法避免群体最优粒子陷入早熟收敛,得到静态产线优化重组结果,包括:
[0047]
利用n2次抖动操作判断群体最优粒子是否陷入早熟收敛;
[0048]
若群体最优粒子陷入早熟收敛,则保存抖动后的最优粒子进行下一步的n3次局部搜索得到最终的群体最优粒子;
[0049]
反之,无需局部搜索直接输出此群体最优粒子;
[0050]
根据群体最优粒子的位置向量,根据解码规则可得到最终的静态产线优化重组结果。
[0051]
本发明还提供一种动力电池动态产线优化重组方法,所述方法在采用上述方法得到动力电池静态产线优化重组结果后,包括:
[0052]
step4:动力电池生产车间并行机器故障情况下,获取机器故障约束以及受影响的生产工序;
[0053]
step5:根据step4中的故障约束,在权利要求1-7任一所述的方法得到的所得静态产线优化重组结果的基础上,对受影响的生产工序进行局部产线优化重组得到动态产线优化重组的结果。
[0054]
可选的,所述动力电池生产车间并行机器故障情况,获取机器故障约束以及受影响的生产工序,包括:
[0055]
设工序j的机器m在t
fault,m
时刻发生故障,机器的修复时间t
fix,m
;
[0056]
定义t
fix,m
=t
fault,m
t
fix,m
,则机器m在t
fault,m
~t
fix,m
的时间内是不可用的,即故障约束为:
[0057]
x
i,j,m
=0,i=1,2,...,n;t∈[t
fault,m
,t
fix,m
].
ꢀꢀꢀꢀ
(13)
[0058]
此时,不同电池生产订单的工序任务可能处于以下某一状态:已完工,未加工,正在加工,获取受到故障机器m影响的未加工和正在加工的生产工序。
[0059]
可选的,所述step5包括:
[0060]
将故障约束条件加入电池静态产线优化约束条件中,在所得静态产线优化重组结果的基础上,根据所述先到先加工规则和机器选择规则对受影响的正在加工和未加工的工序进行调整,确定动力电池动态产线优化重组结果。
[0061]
本发明有益效果是:
[0062]
通过获取动力电池车间产线优化的静态数学模型;根据静态数学模型,确定粒子群的适应度函数和解码方式,利用粒子群方法进行全局搜索;在粒子群方法全局搜索时,设计了一种多重对称学习方法避免个体最优粒子陷入局部最优;根据改进的个体最优粒子,设计了一种改进变邻域方法避免群体最优粒子陷入早熟收敛,得到静态产线优化重组结果;进一步的,在动力电池生产车间并行机器故障情况下,获取机器故障约束以及受影响的生产工序;根据故障约束,在所得静态产线优化重组结果的基础上对受影响的生产工序进行局部产线优化重组得到动态产线优化重组的结果。本发明提供的动力电池产线优化重组方法,不仅可以在无故障情况下快速的得到静态产线优化重组结果,而且在机器故障的情况下也可以得到良好的动态产线优化重组结果。
附图说明
[0063]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0064]
图1是本技术一个实施例中公开的一种动力电池静态产线优化重组方法的流程图。
[0065]
图2是本技术一个实施例中公开的在动力电池车间产线优化重组问题示意图。
[0066]
图3是本技术一个实施例中公开的一种动力电池动态产线优化重组方法的流程图。
[0067]
图4是本技术一个实施例中公开的本发明动力电池产线优化重组方法的静态产线优化重组结果甘特图。
[0068]
图5是本技术一个实施例中公开的基于粒子群算法的静态产线优化重组结果甘特图。
[0069]
图6是本技术一个实施例中公开的基于反向粒子群算法的静态产线优化重组结果甘特图。
[0070]
图7是本技术一个实施例中公开的基于本发明的算法和粒子群以及反向粒子群算法的寻优平均值收敛性对比分析图。
[0071]
图8是本技术一个实施例中公开的基于局部产线优化重组法的动态产线优化重组结果甘特图。
[0072]
图9是本技术一个实施例中公开的基于右移方法的动态产线优化重组结果甘特图。
具体实施方式
[0073]
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。
[0074]
实施例一:
[0075]
本实施例提供一种动力电池静态产线优化重组方法,参见图1,所述方法包括:
[0076]
step1:获取动力电池车间产线优化的静态数学模型;
[0077]
step2:根据step1确定的静态数学模型,确定粒子群的适应度函数和解码方式,利用粒子群方法进行全局搜索,全局搜索过程中采用多重对称学习方法寻找个体最优粒子,以避免个体粒子寻优过程中陷入局部最优;
[0078]
step3:根据step2得到的个体最优粒子,采用改进变邻域方法避免群体最优粒子陷入早熟收敛,得到静态产线优化重组结果。
[0079]
实施例二:
[0080]
本实施例提供一种动力电池静态产线优化重组方法,参见图1,所述方法包括:
[0081]
步骤101,获取动力电池车间产线优化的静态数学模型。
[0082]
确定动力电池生产流程包括的s道工序,第j道工序对应的并行加工设备包括mj台;
[0083]
待完成电池订单n种,任意一种订单在第j道工序时选择该工序任一台机器上进行加工,e
i,s
表示订单i完成s道工序的加工完工时间;
[0084]
本发明研究的是动力电池软包车间的前中段生产线优化重组问题。动力电池生产流程包括配料、涂布、制片、烘烤、叠片、装配等6道工序,即s=6,每道工序对应的并行加工设备有配料机,涂布机、制片机、定制烘箱机、自动叠片机和自动组装机等6组设备。
[0085]
动力电池产线优化重组问题,一般情况下,可以描述为n种软包电池生产订单需求在图2所示的s道工序上按顺序加工,每道工序有并行的mj台机器,任意订单在第j道工序时
可以选择该工序的并行机的任一台机器上加工,且在并行机上的加工时间可能不同。
[0086]
本发明拟解决的动力电池产线优化重组问题的目标在于设计合理的群智能方法,安排n个订单在每道工序上的加工顺序以及相应并行机器的选择,使所有订单的最大完成时间最小。
[0087]
首先获取动力电池车间产线优化的静态数学模型,它的目标函数为:
[0088]cmax
=min{max{e
i,s
|i=1,2,...,n}}
ꢀꢀꢀꢀ
(1)
[0089]
其中c
max
为所有订单的最大完工时间,n为总订单数量,i表示订单号,s表示工序总数,e
i,s
表示订单i完成s道工序的加工完工时间。
[0090]
根据实际生产情况,动力电池生产车间产线优化主要有下列分配约束条件:
[0091]
mj>1
ꢀꢀꢀꢀ
(2)
[0092][0093]
x
i,j,m
∈{0,1}
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0094]ei,j
=b
i,j
t
i,j
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5)
[0095]ei,j
,,b
i,j 1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(6)
[0096][0097]
其中j表示加工工序号,j=1,2,...,s;mj表示每道工序上的并行机数量;m表示每道工序上并行机的机器号,m=1,2,...,mj;x
i,j,m
表示订单i在工序j的机器m上进行加工;
[0098]ei,j
表示订单i在第j道加工工序的完工时间;b
i,j
表示订单i在第j道加工工序的加工开始时间;t
i,j
表示订单i在第j道加工工序的加工时间;
[0099]nj,m
表示在工序j的机器m上加工的订单数量。
[0100]
式(2)表示动力电池车间生产每道工序上的机器都不止一台,存在并行机;
[0101]
式(3)表示每个订单在每道工序上的加工只能选择一台机器进行加工;
[0102]
式(4)表示x
i,j,m
的取值只有0,1两个选项,即当订单i在工序j的机器m上进行加工时x
i,j,m
=1,否则x
i,j,m
=0;
[0103]
式(5)表示对于任何订单在任何工序上的完成时间等于在该工序上的加工开始时间和加工时间之和;
[0104]
式(6)表示任何订单下一工序的开始加工时间大于等于前一工序的完工时间;式(7)表示对于每道工序,分配给该工序内所有机器的运行的订单为n。
[0105]
步骤102,根据步骤101确定的静态数学模型,确定粒子群的适应度函数和解码方式,利用粒子群方法进行全局搜索。
[0106]
粒子群算法通过在一定区间内对定量的粒子不停的搜索寻找适应度最优的粒子,并得到对应的最优值,利用这个算法全局搜索求解式(1)目标函数的解,首先由式(1)可将本文的适应度函数f(
·
)设置为:
[0107][0108]
粒子p的速度更新和位置更新规则如下:
[0109][0110][0111][0112]
其中,k表示迭代次数,w为惯性常数,一般取值0.8~1.2;c1为自我学习因子,c2为群体学习因子;r1,r2为区间[0,1]上均匀分布的随机数;是粒子p在第k次迭代中的第d维的位置,是粒子p在第k次迭代中的第d维的速度;是粒子p在第k次迭代中的第d维的个体最优的位置;是群体粒子在第k次迭代中第d维的全局最优的位置,-x
max,d
为粒子搜索范围的最小值,x
max,d
为粒子搜索范围的最大值。
[0113]
由式(9)和式(10)可以看出粒子群算法求解的是连续问题的最优解,而动力电池产线优化重组是离散问题,它是需要确定n个订单在每个加工工序的加工顺序,它的结果是由s个1到n的整数排列组成,所以本发明需要设计相对应的解码规则。
[0114]
针对n个订单,对应的粒子群的维度即为n,每个粒子所代表的向量中最小的数值对应订单号1,次小的数值对应订单号2,
…
,最大的数值对应订单号n;
[0115]
后续工序加工顺序的确定由以下的先到先加工规则确定:
[0116]
对于第一道工序即配料工序,订单完全按照由本发明提出的算法得到的粒子向量,依据解码规则得到生产顺序后优先选择合适的机器进行加工;
[0117]
而对于剩下的加工工序,则按照先到先得原则,即按照订单到达该工序的先后顺序安排其加工顺序;若有多个订单同时到达该工序,则优先安排剩余未加工时间最长的工件,直至安排完该工序的所有订单顺序,最终得到每个工序的订单生产顺序。
[0118]
对于任何工序上的并行机器选择问题,优先选择将当前订单在当前工序最先完成的机器。即先比较当前订单上一工序的完成时间和当前工序所有并行机的最早开始时间得出可最早加工的时间,再加上当前订单在各个并行机对应的加工时间,对比求出其中完成时间最小的机器,若出现多个并行机完成的时间均最小,则选择加工时间最短的机器进行加工。
[0119]
基于上述规则,可以构成一个完整的动力电池产线优化重组方案。
[0120]
步骤103,根据步骤102提到的粒子群方法,设计了一种多重对称学习方法避免个体最优粒子陷入局部最优。
[0121]
在进行全局搜索求解时,随着迭代的进行,粒子群算法常常由于其个体粒子更新停滞而容易陷入局部最优。为避免个体粒子陷入局部最优,本发明设计了一种多重对称学习方法,求解停滞粒子的多个对称粒子。
[0122]
该多重对称学习方法为:对于n维空间粒子p=(x1,x2,...,xn),其中随机产生n1对1到n之间的随机整数b和c确定xb轴与xc轴形成的对称平面放置在原点处,定义由粒子p经过对称平面产生的粒子为对称粒子p',则n1对对称粒子的坐标分量表示为:
[0123]
[0124]
如果满足f(p
′g)≥f(p),且g1∈1,2,
…
,n1,但g1≠g,则粒子p'g代替粒子p,否则继续采用粒子p进行后续迭代。
[0125]
对更新停滞的粒子进行n1次多重对称学习,可得n1个对称粒子,若出现某个对称粒子的适应度优于其自身的适应度且优于其他对称粒子的适应度,则用该对称粒子替换原来更新停滞的粒子。
[0126]
步骤104,根据步骤103改进的个体最优粒子,设计了一种改进变邻域方法避免群体最优粒子陷入早熟收敛,得到静态产线优化重组结果。
[0127]
定义适应度最好的个体粒子为群体最优粒子,本发明设计了一种改进变邻域方法避免群体最优粒子陷入早熟收敛,最终得到静态产线优化重组结果。
[0128]
本发明的改进变邻域方法设计了下列3个邻域结构:
[0129]
(1)多重对称学习ξ1:对于某个粒子随机生成多个对称平面得到邻域粒子。
[0130]
(2)反向学习ξ2:对于某个粒子求出该粒子的反向粒子。
[0131]
(3)遗传变异逆序ξ3:对于某个粒子,随机选择粒子位置向量中的两个位置点,将该两点间的片段逆序得到逆序粒子。
[0132]
设计了邻域结构后,本文首先利用n2次抖动操作判断群体最优粒子是否陷入早熟收敛。若群体最优粒子陷入早熟收敛,则保存抖动后的最优粒子进行下一步的n3次局部搜索得到最终的群体最优粒子;反之,无需局部搜索直接输出此群体最优粒子。由此可得改进变邻域搜索方法的伪代码如下表1所示。由表1求得最终的群体最优粒子,根据群体最优粒子的位置向量,由步骤102中的解码规则可得到最终的静态产线优化重组结果。
[0133]
表1:改进变邻域搜索方法的伪代码
[0134][0135]
实施例三:
[0136]
本实施例提供一种动力电池动态产线优化重组方法,如图3所示,所述方法在实施例二的基础上,进一步包括:
[0137]
步骤105,动力电池生产车间并行机器故障情况下,获取机器故障约束以及受影响的生产工序。
[0138]
当某一并行加工机器发生故障后,即检测到工序j的机器m在t
fault,m
时刻发生故障,需要考虑机器的修复时间t
fix,m
。定义t
fix,m
=t
fault,m
t
fix,m
,则机器m在t
fault,m
~t
fix,m
的时间内是不可用的,即故障约束为:
[0139]
x
i,j,m
=0,i=1,2,...,n;t∈[t
fault,m
,t
fix,m
].
ꢀꢀꢀꢀ
(13)
[0140]
此时,不同电池生产订单的工序任务可能处于以下某一状态:已完工,未加工,正在加工,获取受到故障机器m影响的未加工和正在加工的生产工序。
[0141]
步骤106,根据步骤105中的故障约束,在步骤104所得静态产线优化重组结果的基础上对受影响的生产工序进行局部产线优化重组得到动态产线优化重组的结果。
[0142]
根据步骤105中的故障约束,在步骤104求得的静态产线优化重组结果的基础上,对受影响的正在加工和未加工的工序进行调整,即利用步骤102中的解码规则对受影响的订单工序进行机器的重新选择,得到动态产线优化重组结果。
[0143]
为验证本技术提出的动力电池产线优化重组方法的有效性,本技术进行仿真实验,实验中,首先获取某电池生产公司实际的生产数据,其公司在前中段6道工序上对应的并行机个数为2,3,2,3,2,2,共14个机器,获取该公司10个待加工的订单的加工时间如下表
2所示。
[0144]
表2:某动力电池公司的不同订单需求在不同工序下的加工时间汇总表
[0145][0146]
取初始种群psize=50,迭代次数gen=200,惯性常数w=0.9,自我学习因子c1=1.8,群体学习因子c2=1.6,多重对称学习次数n1=3,改进变邻域搜索中抖动次数n2=2,n3=6。
[0147]
在预定的迭代次数内,执行步骤101到104,得到动力电池生产车间无故障下的静态产线优化重组结果。
[0148]
同时与经典的粒子群算法和反向粒子群算法求解得到的静态产线优化重组结果进行对比,对比结果如图4~7中所示。
[0149]
经典的粒子群算法的介绍可参考:于蒙,刘德汉.改进pso-ga算法求解混合流水车间调度问题[j].武汉理工大学学报(交通科学与工程版),2021,45(03):586-590.
[0150]
反向粒子群算法的介绍可参考:邓志诚,孙辉,赵嘉,王晖.基于聚集度自适应反向学习粒子群算法在水库优化调度中的应用[j].水利水电技术,2020,51(04):166-174。
[0151]
由图4~6中可以看出,本发明的动力电池产线优化重组方法求得的静态产线优化重组的完工时间为36.9h,经典的粒子群算法求得的静态产线优化重组的完工时间为40.3h,反向粒子群算法求得的静态产线优化重组的完工时间为39h,由此可得本发明的动力电池产线优化重组方法比粒子群算法和反向粒子群算法的最大完工时间更短,静态产线优化重组效果更优越;而且随着生产规模的扩大,这一优势将更加明显。由图7可以看出,本发明的动力电池产线优化重组方法的收敛性优于其他两种产线优化重组算法。
[0152]
在图4所示的静态产线优化重组结果基础上,当t=15时刻检测到涂布设备里面的3号机器发生故障,考虑到此机器的修复时间为5h,执行步骤105和106,获得动态产线优化重组结果,并与经典的右移方法进行比较,对比结果如图8~9所示。
[0153]
经典的右移方法的介绍可参考:张国辉,王永成,张海军.多阶段人机协同求解动态柔性作业车间调度问题[j].控制与决策,2016,31(01):169-172.
[0154]
由图8和9中可以看出,采用本技术方法提出的局部产线优化重组法求得的动态产线优化重组的最大完工时间为36.9h,仅比静态产线优化重组推迟了0.2h,而采用现有的右移方法求得的动态产线优化重组的最大完工时间为41.7h,比静态产线优化重组推迟了5h,二者推迟时间相差了25倍,说明本技术所提的局部产线优化重组法应对故障情况下的最小化最大完工时间的影响的鲁棒性优于传统的右移方法,动态产线优化重组效果更好。
[0155]
综上,在无故障情况下,针对于经典的群智能算法,本发明的方法在求解动力车间生产产线优化重组问题的解质量更好,即所有订单生产完成的最大完工时间最小,且在故障情况下,针对于经典的动态产线优化重组方法,本发明的动态产线优化重组方法鲁棒性更强,动态产线优化重组效果更好。
[0156]
本发明实施例中的部分步骤,可以利用软件实现,相应的软件程序可以存储在可读取的存储介质中,如光盘或硬盘等。
[0157]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。