1.本发明涉及粉煤灰处理技术领域,具体为一种粉煤灰处理流水线式高效压制成型机构。
背景技术:
2.粉煤灰制砖设备是生产粉煤灰蒸压砖的主要设备,粉煤灰蒸压砖是以粉煤灰或其他矿渣或灰砂为原料,添加石灰、石膏以及骨料,经胚料制备、压制成型、高效蒸汽养护等工艺制成。粉煤灰砖的压制成型设备是通过在成型槽内部填充粉煤灰制砖的原料,并通过压板施加压力挤压成型的设备。
3.现有的粉煤灰处理压制成型设备大多都是一堆模具盒堆放在一起,通过压板对模具盒中的原料进行压制,这种压制方式上料麻烦,需要一次性对多个模具进行上料,且通过一块压板对多个模具盒进行压制导致压制质量不易,且下料比较麻烦,容易在下料时损坏成品。
4.针对上述问题,本发明提出一种粉煤灰处理流水线式高效压制成型机构,具有方便上下料操作、提高压制成型质量、流水线式操作在下料时保护产品等优点。
技术实现要素:
5.为解决上述技术问题,本发明提供如下技术方案:
6.一种粉煤灰处理流水线式高效压制成型机构,包括压制组件、模具组件、传送组件、连接机构、加料管、输送带和第二弹簧;
7.其中:压制组件包括安装架、驱动辊、电机、驱动槽、驱动杆、驱动盘、驱动轴、滑动轨道、压制杆和压制块;
8.其中:模具组件包括模具盒、伸缩杆、承接板和第一弹簧;
9.其中:传送组件包括传送辊、传送带和支撑台;
10.其中:连接机构包括驱动轮、转盘、压轴、滑杆、限位套和棘齿机构;
11.其中:棘齿机构包括限位条、弹簧轴和驱动齿条。
12.上述各结构之间的位置及连接关系如下:
13.压制组件与驱动组件连接,压制组件下方设置有模具组件,模具组件均匀分布在传送组件上,传送组件与驱动组件通过连接机构连接,传送组件左侧上方设置有两个加料管,传送组件右侧下方设置有输送带。
14.优选的,压制组件包括安装架,安装架中部转动安装有驱动辊,驱动辊顶端连接电机,驱动辊上开设有驱动槽,安装架上对称转动安装有驱动杆,驱动杆底端固定安装有扇形驱动盘,两根驱动杆顶端通过驱动轴连接,驱动轴滑动安装在驱动槽中,安装架两侧对称安装有滑动轨道,滑动轨道中滑动安装有压制杆,压制杆与驱动盘齿轮传动连接,压制杆底端固定安装有压制块。
15.优选的,模具组件包括模具盒,模具盒底端固定安装有伸缩杆,伸缩杆顶端固定连
接承接板,承接板与模具盒侧壁滑动密封连接,伸缩杆上套装有第一弹簧。
16.优选的,传送组件包括传送辊,传送辊上套装有传送带,模具盒均匀分布在传送带上,传送带之间设置有支撑台,支撑台的位置与压制杆的位置相对应。
17.优选的,连接机构包括驱动轮,驱动轮固定安装在驱动辊底端,驱动轮与转盘相互啮合,转盘转动安装在安装架底端,转盘前端固定设置有压轴,转盘前侧设置有滑杆,滑杆滑动安装在限位套中,限位套通过支架安装在安装架下方,滑杆底端左侧安装有棘齿机构,棘齿机构与驱动齿轮相互啮合,驱动齿轮与传送辊皮带传动连接。
18.优选的,滑杆顶端与限位套之间套装有第二弹簧。
19.优选的,棘齿机构包括限位条,限位条均匀分布在滑杆底端左侧,限位条下方的滑杆上通过弹簧轴安装有驱动齿条,驱动齿条与驱动齿轮相互契合。
20.优选的,转盘上的压轴作用于滑杆顶端带动滑杆作用间歇性下压动作。
21.优选的,传送带在连接机构的作用下移动时,每次移动两个工位,两个压制杆之间的工位数为双数,在压制杆下降时,转盘上的压轴脱离滑杆顶端,滑杆在第二弹簧的作用下上升,在压制杆上升脱离模具盒时,转盘上的压轴作用于滑杆顶端带动滑杆下降,进而驱动传送组件移动。
22.有益效果
23.与现有技术相比,本发明的有益效果是:
24.1、该粉煤灰处理流水线式高效压制成型机构,通过压制组件中的电机工作带动驱动辊转动,驱动辊上的驱动槽作用于驱动轴上带动驱动杆上下摆动,驱动杆上下摆动带动驱动盘来回转动,驱动盘作用于压制杆上带动压制杆上下移动来对单个的模具盒中的原料进行压制成型,改变传统的一板压制多模的方式,提高压制成型质量;
25.2、该粉煤灰处理流水线式高效压制成型机构,通过设置在安装架左侧的两根加料管对模具盒进行加料,方便加料操作,且设置的模具在将产品压制成型后,设置在模具盒中的第一弹簧和承接板能够在模具盒倒置时作用成品一个力,使得成品从模具盒中滑出落到输送带上输送走,方便下料操作,且下料时每次都是单个下料,不会存在下料时成品之间相互碰撞倒置成品受损;
26.3、该粉煤灰处理流水线式高效压制成型机构,通过单个驱动源带动压制组件和传送组件工作,通过压制组件、传送组件和连接机构的相互配合,实现对粉煤灰进行压制成品工作,降低设备能耗,节能环保,且通过压制组件、传送组件的间歇性运动实现加料和压制的工作,充分利用时间,提高加工效率。
附图说明
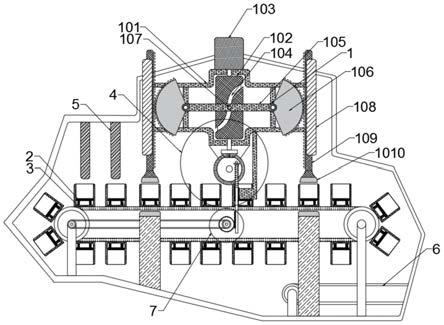
27.图1为本发明的结构示意图;
28.图2为本发明的连接机构示意图;
29.图3为本发明的棘齿机构示意图;
30.图4为本发明的压制组件俯视图;
31.图5为本发明的驱动辊转动时驱动杆移动状态示意图;
32.图中:1、压制组件;101、安装架;102、驱动辊;103、电机;104、驱动槽;105、驱动杆;106、驱动盘;107、驱动轴;108、滑动轨道;109、压制杆;1010、压制块;2、模具组件;201、模具
盒;202、伸缩杆;203、承接板;204、第一弹簧;3、传送组件;301、传送辊;302、传送带;303、支撑台;4、连接机构;401、驱动轮;402、转盘;403、压轴;404、滑杆;405、限位套;406、支架;407、驱动齿轮;408、第二弹簧;5、加料管;6、输送带;7、棘齿机构;701、限位条;702、弹簧轴;703、驱动齿条。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.请参阅图1-5,
35.一种粉煤灰处理流水线式高效压制成型机构,包括压制组件1,压制组件1下方设置有模具组件2,模具组件2均匀分布在传送组件3上,传送组件3与压制组件1通过连接机构4连接,传送组件3左侧上方设置有两个加料管5,传送组件3右侧下方设置有输送带6。
36.压制组件1包括安装架101,安装架101中部转动安装有驱动辊102,驱动辊102顶端连接电机103,驱动辊102上开设有驱动槽104,安装架101上对称转动安装有驱动杆105,驱动杆105底端固定安装有扇形驱动盘106,两根驱动杆105顶端通过驱动轴107连接,驱动轴107滑动安装在驱动槽104中,安装架101两侧对称安装有滑动轨道108,滑动轨道108中滑动安装有压制杆109,压制杆109与驱动盘106齿轮传动连接,压制杆109底端固定安装有压制块1010;模具组件2包括模具盒201,模具盒201底端固定安装有伸缩杆202,伸缩杆202顶端固定连接承接板203,承接板203与模具盒201侧壁滑动密封连接,伸缩杆202上套装有第一弹簧204;传送组件3包括传送辊301,传送辊301上套装有传送带302,模具盒201均匀分布在传送带302上,传送带302之间设置有支撑台303,支撑台303的位置与压制杆109的位置相对应;连接机构4包括驱动轮401,驱动轮401固定安装在驱动辊102底端,驱动轮401与转盘402相互啮合,转盘402转动安装在安装架101底端,转盘402前端固定设置有压轴403,转盘402前侧设置有滑杆404,滑杆404滑动安装在限位套405中,限位套405通过支架406安装在安装架101下方,滑杆404底端左侧安装有棘齿机构7,棘齿机构7与驱动齿轮407相互啮合,驱动齿轮407与传送辊301皮带传动连接;滑杆404顶端与限位套405之间套装有第二弹簧408;棘齿机构7包括限位条701,限位条701均匀分布在滑杆404底端左侧,限位条701下方的滑杆404上通过弹簧轴702安装有驱动齿条703,驱动齿条703与驱动齿轮407相互契合。
37.工作原理:
38.使用时,压制组件1中的电机103工作带动驱动辊102转动,驱动辊102转动时带动驱动辊102底端的驱动轮401转动,驱动轮401带动与之啮合的转盘402转动,转盘402转动时带动固定安装在转盘402上的压轴403移动,压轴403移动到滑杆404顶端时带动滑杆404下移,滑杆404下移时滑杆404底端左侧的棘齿机构7作用于驱动齿轮407上带动驱动齿轮407转动,驱动齿轮407转动带动与之皮带传动连接的传送辊301转动,传送辊301转动带动传送带302移动,从而带动均匀分布在传送带302上的模具盒201移动;1、压制组件;
39.进一步的,待压轴403继续移动使得压轴403离开滑杆404顶端时,滑杆404停止对驱动齿轮407的作用,使得传送带302停止移动,此时传送带302移动了两个工位,此时设置
在安装架101左侧的两个加料管5向空的两个模具盒201中进行加料,同时滑杆404在第二弹簧408的作用下上移回到原位,在滑杆404上移的过程中,滑杆404底端左侧的棘齿机构7中的驱动齿条703被驱动齿轮407作用移动,使得驱动齿条703向滑杆404一侧偏移角度,使得滑杆404能够顺利上移且驱动齿条703不会带动驱动齿轮407转动,在滑杆404的棘齿机构7脱离驱动齿轮407时,驱动齿条703在弹簧轴702的作用下回归原位,下移时又可以驱动驱动齿轮407转动;
40.进一步的,在滑杆404下移的过程中,驱动辊102的驱动槽104带动驱动轴107下移,驱动轴107带动驱动杆105下移,驱动杆105上的驱动盘106上移从而带动压制杆109上移,不进行压制工作,此时是传送带302移动的时间,当传送带302停止时,驱动辊102的驱动槽104带动驱动轴107上移,驱动轴107带动驱动杆105上移,驱动杆105电动驱动盘106下移从而带动压制杆109下移,使得压制杆109底端的压制块1010对移动到压制杆109下方的模具盒201中的原料进行压制成型,完成压制成型工作;
41.进一步的,通过压制组件1和传送组件3的间歇性配合工作,实现加料、压制、下料的有序进行,下料时,传送带302带动模具盒201移动使得模具盒201口朝下,模具盒201中的伸缩杆202上的第一弹簧204推动承接板203移动,使得承接板203作用于成品一个力,使得成品在模具盒201中松动,成品在重力作用下自动落到下方的输送带6上被输送走。
42.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。