1.本发明涉及一种物料振动筛分技术领域,具体涉及一种筛网漏砂监测装置。
背景技术:
2.在井队钻进过程中,由于筛网磨损或者筛网压不紧导致密封不严等原因,使经振动筛筛分后的液相中含有部分大颗粒的固相,导致液相收集罐中有害固相增加,泥浆比重增大,给后续处理流程带来麻烦。甚至会影响钻井壁进而导致井塌、卡钻等钻井事故的发生。
3.目前,为了防止液相收集罐中的含有有害固相的泥浆给后续处理流程带来麻烦,通常采用以下两种方法:一是在液相收集罐的出液口设置过滤网对其内部的有害固相进行过滤。该方法虽然对有害固相起到了较好的过滤效果,但需要专人不定期清洗过滤网,稍有不慎,将会出现过滤网堵塞进而导致溢罐,很难及时发现筛网漏砂;二是在振动筛处于停机状态,对筛网进行清洗,目测筛网是否有损坏或是否存在密封不严等的情况。此种方法只有在振动筛处于非工作状态时通过清洗筛网才能实施,如果人为停机,将严重影响井队钻进工作的工作效率。
技术实现要素:
4.本发明的目的在于提供一种筛网漏砂监测装置,其通过plc控制器、比重传感器和渣浆泵共同协作实现了筛网漏砂的自动监测,能精准及时地发现漏砂现象,使现场工作人员迅速反应,解决了现有技术中存在的由于不能及时发现漏砂而给后续处理流程带来麻烦甚至导致井塌、卡钻等钻井事故的技术问题。
5.为实现上述目的,本发明采用如下技术方案:一种筛网漏砂监测装置,包括用于收集经振动筛筛分后的液相的液相收集件,所述液相在液相收集件内自然沉淀为上层清液和下层浊液,所述上层清液经清液输送槽排至下级流程;所述液相收集件的底部开设有浊液排出口,浊液排出口通过浊液吸入管汇与渣浆泵的进液口连接,渣浆泵的出液口通过浊液排出管汇与振动筛的进料口连接;所述液相收集件内设有用于检测下层浊液密度的比重传感器,比重传感器通过信号线与控制柜内的plc控制器连接;所述plc控制器定时控制渣浆泵的启停,使所述下层浊液密度控制在预设值内,超出预设值时发出警报信号。
6.作为本发明的一种改进,所述液相收集件为v型罐结构。
7.作为本发明的一种改进,还包括底座,所述底座上安装有框架机构,框架机构的顶部安装有至少一个振动筛,所述液相收集件的顶端连接在振动筛下方的框架机构上,渣浆泵通过渣浆泵安装座安装在底座上。
8.本发明的有益效果为:本发明提供了一种筛网漏砂监测装置,包括用于收集经振动筛筛分后的液相的液相收集件,液相在液相收集件内自然沉淀为上层清液和下层浊液,
上层清液经清液输送槽排至下级流程。为防止下层浊液板结,使下层浊液密度始终控制在预设值内,下层浊液经渣浆泵定时排向振动筛进料口进行再次筛分。当比重传感器监测液相收集件内的液相密度迅速增加,超出预设值时,则振动筛存在筛网有损坏或密封不严等导致的漏砂现象,plc控制器控制渣浆泵启动,将有大量固相颗粒的液相抽回振动筛进料口进行再次筛分处理。同时,系统报警,现场工人迅速反应,查看筛网是否破损或是否存在筛床密封不严等。本发明通过比重传感器、渣浆泵和plc控制器的共同协同作用下实现了对筛网漏砂的实时在线自动监测,解决了现有技术中漏砂到一定程度才能被现场的工作人员发现进而给后续处理流程带来麻烦甚至导致井塌、卡钻等钻井事故现象发生的技术问题。
9.进一步地,为便于上层清液和下层浊液的快速沉淀分层,液相收集件为v型罐结构。
10.进一步地,筛网漏砂监测装置还包括底座,所述底座上安装有框架机构,框架机构的顶部安装有至少一个振动筛,所述液相收集件的顶端连接在振动筛下方的框架机构上,渣浆泵通过渣浆泵安装座安装在底座上。通过上述设计,对筛网漏砂监测装置进行了集成化、模块化设计,便于拆装和运输,结构简单,成本低廉。
附图说明
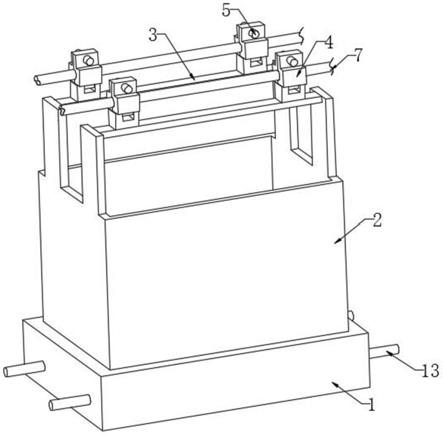
11.图1为本发明的筛网漏砂监测装置的结构示意图。
12.图中,1、清液输送槽;2、框架机构;3、振动筛;4、比重传感器;5、浊液排出管汇;6、液相收集件;7、底座;8、渣浆泵安装座;9、渣浆泵;10、浊液吸入管汇;11、下层浊液;12、上层清液。
具体实施方式
13.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能解释为对本发明的限制。
14.需要说明的是,本发明实施例中的上、下、左、右等方位用语,仅是互为相对概念或是以产品的正常使用状态为参考的,而不应该认为是具有限制性的。
15.如图1所示,一种筛网漏砂监测装置,包括用于收集经振动筛3筛分后液相的液相收集件6。经振动筛筛分后的液相在液相收集件6内自然沉淀为上层清液13和下层浊液12,上层清液13经清液输送槽1排至下级流程,下级流程为除气、除砂或除泥系统。液相收集件6的底部开设有浊液排出口,浊液排出口通过浊液吸入管汇11与渣浆泵10的进液口连接,渣浆泵10的出液口通过浊液排出管汇5与振动筛3的进料口连接,振动筛3的进料口指振动筛的渡槽。为便于上层清液13和下层浊液12的快速沉淀分层,液相收集件6为v型罐结构,在本实施例中,液相收集件6采用顶部进液口为矩形且截面为v型的罐体结构。液相收集件6内设有用于实时检测下层浊液密度的比重传感器4,比重传感器4通过信号线与控制柜7内的plc控制器连接。plc控制器定时控制渣浆泵10的启停,将正常工作中液相收集件6底部带有沉积固相的下层浊液12抽回到振动筛3进料口进行再次筛分处理,保证下层浊液12的密度始终控制在预设值内。当出现漏砂现象时,液相收集件6中的下层浊液12将聚积有大颗粒固相,此时下层浊液12的密度超出预设值,比重传感器4将实时监测的下层浊液12密度信号传
输给控制柜7内的plc控制器,超出预设值时系统发出报警信号,现场工人迅速反应,查看筛网是否破损或是否存在筛床密封不严等,同时启动渣浆泵10,将有大量固相颗粒的下层浊液12抽回振动筛3进料口进行再次筛分处理,避免上层清液13含有大颗粒固相而影响下级流程,极大减少了井塌、卡钻等钻井事故现象发生的概率。
16.优选地,上述筛网漏砂监测装置还包括底座8,底座8上安装有框架机构2,框架机构2的顶部安装有至少一个振动筛3,如可以为一个、两个或三个,本实施例为三个。液相收集件6的顶端连接在振动筛3下方的框架机构2上。优选地,为方便收集振动筛3筛分的液相,液相收集件6顶部进液口的尺寸与三个振动筛3的总体尺寸相适配。液相收集件6顶部进液口的尺寸与多个振动筛3总体尺寸相适配,比如采用一个振动筛3,则液相收集件6进液口的尺寸应不小于振动筛3下部筛网尺寸,以便直接收集经振动筛3筛分的液相。如果采用两个并排设置的振动筛3,则液相收集件6进液口的尺寸应不小于两个振动筛3下部筛网尺寸之和,也就是说,使两个振动筛3筛分的液相均能够直接落入液相收集件6的进液口内。
17.需要说明的是,上述渣浆泵10由电机驱动,电机通过信号线与plc控制连接。plc控制器通过对电机的控制来实现对渣浆泵10启停的控制,渣浆泵10和电机均安装在渣浆泵安装座9上,渣浆泵安装座9固定在底座8上,液位传感器4优选为防爆型液位传感器4,电机优选为防爆电机。通过将上述各部件均安装在底座8上,实现了装置的模块化、集成化和智能化设计,便于拆装和运输,结构简单,成本低廉。
18.本发明的工作原理如下,正常钻井过程中钻进深度不同泥浆密度配比也有变化,一般来说泥浆密度要求在1.0~2.4之间。当振动筛3无漏砂正常运行时,振动筛3下方的液相收集件6内的比重传感器预设在3.0g/cm
³
,液相收集件6的总体积为3m
³
,渣浆泵10的流量为20m
³
/h。经振动筛3筛分后的液相落入液相收集件6内,由于自然沉降筛分后的液相在液相收集件6内分为上层清液13和下层浊液12,上层清液13经清液输送槽1进入下一级流程。为防止下层浊液12的密度逐步增大,使下层浊液12的密度始终控制在预设值3.0g/cm
³
以内,设定渣浆泵10每间隔50min启动一次,启动时间为10min,保证下层浊液12经渣浆泵10排至振动筛3进料口重新循环。当振动筛3出现筛网破损或密封条密封不严导致泥浆漏砂进入液相收集件6内,液相收集件6内的下层浊液的密度会迅速增加,未到渣浆泵10设定启动时间下层浊液12的密度已经超过预设值3.0g/cm
³
,这时比重传感器4将检测到的泥浆密度信号传输给plc控制器,经过plc控制器控制渣浆泵10启动10min后重新进行渣浆泵10的循环启停,并且同时发出声光报警提醒相关人员对筛网和密封条等设备进行检测。需要说明的是,在振动筛3实际工作过程中,需要根据振动筛3筛分后的液相密度、液相收集件6等现场工况对上述渣浆泵10的启停时间、流量及比重传感器4的预设值等参数进行调整。
19.以上是对本发明所提供的一种筛网漏砂监测装置进行了详细的介绍。本文中应用了具体个例对本发明的技术原理及实施方式进行了阐述,以上实施例只是用于帮助理解本发明的方法及其核心思想。同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。