1.本实用新型属于检测技术领域,具体涉及一种音频功能测试电路及智能座舱产品功能检测系统。
背景技术:
2.现有智能座舱产品的生产检测采用人工手动检测,一是检测人员多,二是检测效率低下,且检测结果受人员熟练程度影响波动比较大。
技术实现要素:
3.本实用新型的目的在于提供一种音频功能测试电路及智能座舱产品功能检测系统,至少可以解决现有技术中的部分缺陷。
4.本实用新型的技术方案是这样实现的:本实用新型公开了一种音频功能测试电路,包括数据采集卡、信号发生器,所述信号发生器与上位机进行通讯,所述信号发生器用于产生对应频率广播信号,通过收音天线将广播信号传递给待测产品,所述待测产品用于接收广播信号,经过负载将电流信号转化为电压信号,经过隔离变压器隔离将电压信号传递给数据采集卡进行电压采样,数据采集卡与上位机连接。
5.进一步地,所述待测产品的各个功放输出通道的两个输出端分别与隔离变压器的两个输入端连接,隔离变压器的一个输出端接到地线端子,隔离变压器的另一个输出端与数据采集卡的输入端连接。
6.进一步地,负载的一端与待测产品的功放输出通道的一个输出端连接,负载的另一端与待测产品的功放输出通道的另一个输出端连接。
7.本实用新型公开了一种智能座舱产品功能检测系统,包括上位机、负载输出功能测试电路以及如上所述的音频功能测试电路,所述负载输出功能测试电路包括工控板卡、电子负载,所述电子负载与上位机进行通讯,待测智能座舱产品的各路负载输出端分别经各路电子开关与电子负载连接,所述电子开关与工控板卡连接,所述工控板卡与上位机连接。
8.进一步地,所述电子开关为继电器,所述工控板卡用于控制继电器的线圈的通电或断电,继电器的触点连接在电子负载与待测智能座舱产品的各负载输出端之间。
9.进一步地,本实用新型的智能座舱产品功能检测系统还包括无线信号功能测试电路,所述无线信号功能测试电路包括无线信号发生器,无线信号发生器用于产生无线信号,所述上位机与待测智能座舱产品通过总线连接,上位机用于发送can指令给待测智能座舱产品,打开对应功能,待测智能座舱产品用于对无线信号进行解析,并将信号强度指标通过can总线反馈到上位机,实现座舱无线信号功能的检测。
10.本实用新型至少具有如下有益效果:本实用新型通过对座舱产品的功能分析,通过上位机控制各种检测电路,实现智能座舱产品的自动化检测,提高了检测效率,减少检测人员,避免出现检测结果受人员熟练程度影响波动比较大的问题。
附图说明
11.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
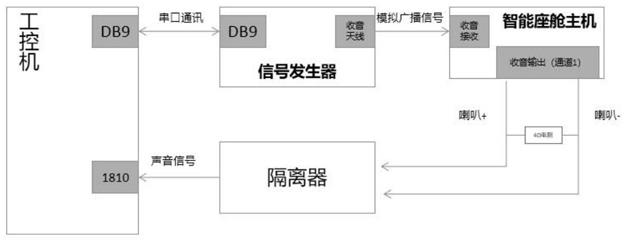
12.图1为本实用新型实施例提供的音频功能测试电路的原理框图;
13.图2为本实用新型实施例提供的音频功能测试电路的电路图;
14.图3为本实用新型实施例提供的负载输出功能测试电路的原理框图;
15.图4为本实用新型实施例提供的负载输出功能测试电路的电路图;
16.图5为本实用新型实施例提供的无线信号功能测试电路的原理框图;
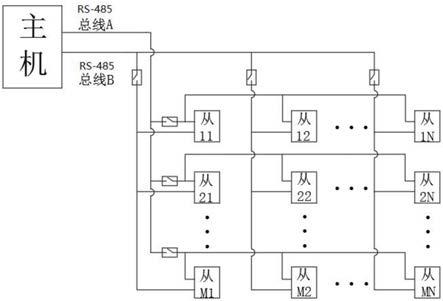
17.图6为本实用新型实施例提供的开关量交互电路的电路图;
18.图7为本实用新型实施例提供的一种流水线的部分布局示意图;
19.图8为本实用新型实施例提供的一种流水线的任一一段的结构示意图;
20.图9为本实用新型实施例提供的一种载板的上表面视角的示意图;
21.图10为本实用新型实施例提供的一种载板的下表面视角的示意图;
22.图11为本实用新型实施例提供的一种顶升定位装置的俯视视角的示意图;
23.图12为本实用新型实施例提供的一种顶升定位装置的主视视角的示意图。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
25.实施例一
26.参见图1和图2,本实施例公开了一种音频功能测试电路,包括数据采集卡、fm/am信号发生器,所述fm/am信号发生器与上位机进行串口通讯,所述上位机通过串口信号控制fm/am信号发生器产生对应频率广播信号,通过收音天线将广播信号传递给待测智能座舱产品,所述待测智能座舱产品用于接收广播信号,并通过功放对音频电流信号放大,经过负载将电流信号转化为电压信号,经过隔离变压器隔离将电压信号传递给数据采集卡进行电压采样,数据采集卡与上位机连接,数据采集卡用于将采样电压传递给上位机,上位机根据采样电压进行音频质量分析;所述隔离变压器用于实现采集卡地线与喇叭地线隔离。本实施例的音频功能测试电路的数据采集卡采用研华pcie-1810采集卡。本实施例的fm/am信号发生器采用sp-1501b fm/am信号发生器。
27.如图1、图2所示上位机通过串口信号控制sp-1501b fm/am信号发生器,产生对应频率广播信号(如fm 90.1mhz),通过收音天线将广播信号传递智能座舱主机,并通过功放对音频电流信号放大,经过负载将电流信号转化为电压信号,经过隔离器隔离将电压信号传递给1810采集卡进行电压采样,根据采样电压进行音频质量分析。音频信号增加隔离器主要目的实现底线隔离。智能座舱输出喇叭-信号并非真正的地,如果直接接入1810采集卡,将会出现抬高采集卡地回路,严重甚至出现烧毁采集卡的情况。通过一路隔离变压器,
成功实现采集卡地线与喇叭地线隔离,即实现了喇叭信号的采样,又实现了采集卡的保护。
28.进一步地,所述待测产品的各个功放输出通道的两个输出端分别与隔离变压器的两个输入端连接,隔离变压器的一个输出端接到地线端子,隔离变压器的另一个输出端与数据采集卡的输入端连接。
29.进一步地,负载的一端与待测产品的功放输出通道的一个输出端连接,负载的另一端与待测产品的功放输出通道的另一个输出端连接。
30.实施例二
31.参见图1至图5,本实施例公开了一种智能座舱产品功能检测系统,包括上位机、负载输出功能测试电路以及如实施例一所述的音频功能测试电路,所述负载输出功能测试电路包括工控板卡、电子负载,所述电子负载与上位机进行通讯,待测智能座舱产品的各路负载输出端分别经各路电子开关与电子负载连接,所述电子开关与工控板卡连接,所述工控板卡与上位机连接。通过上位机设置电子负载的电阻,并检测电子负载反馈的电流实现负载输出功能测试。
32.进一步地,所述电子开关为继电器,所述工控板卡用于控制继电器的线圈的通电或断电,继电器的触点连接在电子负载与待测智能座舱产品的各负载输出端之间。本实施例的电子负载采用it8512a 电子负载。
33.如图3、图4所示,通过pcie-1810控制中间切换继电器,实现同一时间智能座舱只有一路负载输出与电子负载连接。通过上位机根据不同输出通道,设置对应的电阻值。负载输出功能测试电路的目的是测量智能座舱的负载驱动能力,比如座舱上有负载驱动能力要求2a,需要通过电子负载实测是否能够达到2a的驱动能力,还比如说usb输出,客户可能要求能够达到3a的手机充电,本发明需要通过电子负载测量是否能够有3a的驱动能力。
34.测试原理为:通过上位机设置电子负载的电阻,然后将要测量的pin脚接入电阻负载,然后电子负载会将测量的电流反馈工控机,如usb电源接口为5v,测量的电流要求为1a,则将电阻设置为5欧姆,这个时候检测反馈回来的电流是否为1a,如果是,就代表有驱动能力,否则就代表驱动能力不够。
35.进一步地,本实用新型的智能座舱产品功能检测系统还包括无线信号功能测试电路,所述无线信号功能测试电路包括无线信号发生器,无线信号发生器用于产生无线信号,所述上位机用于发送can指令给待测智能座舱产品,打开对应无线功能(如需要测试wifi,则打开wifi功能,如需要测试gps、gprs或蓝牙,则打开gps、gprs或蓝牙功能),待测智能座舱产品用于对无线信号进行解析,并将信号强度指标通过can总线反馈到上位机,实现座舱无线信号功能的检测。
36.无线信号功能测试电路包括wifi功能测试/gps、gprs功能测试/蓝牙功能测试电路。如图5所示,wifi功能测试/gps、gprs功能测试/蓝牙测试模式相同。智能座舱主机读取特定的无线信号,并通过主机读取智能座舱的无线信号强度,实现硬件功能的检测。wifi信号由流水线上安装wifi路由器产生、gps信号由流水线安装gps信号发生器产生、蓝牙信号由流水线安装蓝牙模拟器产生。
37.智能座舱产品功能检测系统的工控机与流水线控制系统的plc进行数据相互,智能座舱产品自动检测系统的工控机与流水线控制系统的plc可以通过总线交互,智能座舱产品自动检测系统的工控机与流水线控制系统的plc也可以通过开关量交互电路直接交
互。
38.参见图6,所述开关量交互电路包括采集卡、第一光耦、第二光耦,所述采集卡与智能座舱产品自动检测系统的上位机连接,所述第一光耦的第一输出端连接低电平或高电平,第一光耦的第二输出端与流水线自动流转控制系统的plc的输入端连接,第一光耦的第一输入端连接采集卡的输出端,第一光耦的第二输入端连接电源。
39.优选地,开关量交互电路还包括中间继电器,所述中间继电器的常开触点一端连接低电平或高电平,中间继电器的常开触点另一端与流水线自动流转控制系统的plc的输入端连接。此时,第一光耦的第一输入端连接采集卡的输出端,第一光耦的第二输入端连接电源。所述第一光耦的第一输出端连接低电平或高电平,第一光耦的第二输出端与中间继电器的线圈的一端连接,中间继电器的线圈另一端连接电源。智能座舱产品自动检测系统的上位机用于控制采集卡(如采用研华pci-1711u采集卡)输出电平信号(如高电平),同时为了增大pci-1711u输出驱动能力,输出信号经过光耦模块(如采用a-a8ch)进行放大,进而驱动中间继电器线圈端,从而实现电平信号(如低电平)输出到流水线自动流转控制系统的plc,如当plc的输入要求为低电平时,需要实现将工控机的输出变为低电平后输出到流水线自动流转控制系统的plc,否则无法通讯。
40.本发明的工控机采用的采集板卡为1810,是一个io驱动口,只有驱动能力3ma左右,中间继电器需要10ma左右才能正常稳定的工作,因此,中间加了一级光耦。不直接用光耦驱动后面反而要加一级继电器的原因是:光耦的直接驱动也不大,为了防止后端短路直接烧光耦,所以加了一级继电器。
41.所述第二光耦的第一输出端连接低电平或高电平(当需要采集卡的输入端接地时,第二光耦的第一输出端连接低电平),第二光耦的第二输出端与采集卡的输入端连接。第二光耦的第一输入端连接流水线自动流转控制系统的plc的输出端,第二光耦的第二输入端连接电源。流水线自动流转控制系统的plc输出电平信号(如高电平),控制第二光耦发光端导通,从而实现采集卡的输入端接地。第二光耦的型号为mrd-060d2。
42.通过流水线控制系统和智能座舱产品功能检测系统之间的开关量的输入、输出交互,从而实现流水线和智能座舱产品自动检测系统之间通讯。
43.参见图7至图12,本实用新型实施例提供一种智能座舱产品自动检测装置,包括流水线、流水线控制系统以及用于支撑固定产品的载板100,所述流水线至少设有一个检测工位,所述流水线包括机架以及安装在机架上用于输送载板的输送机构,所述机架上沿载板流向间隔设置有与检测工位一一对应的顶升定位装置,每个检测工位设置有载板阻挡装置600,所述输送机构、顶升定位装置、载板阻挡装置均与流水线控制系统电连接,所述顶升定位装置上固定有定位板,检测工位的顶升定位装置的定位板的上端面上设置有接插件,用于与载板上设置的第一接插件配合连接,实现定位板与载板之间的电连接,所述定位板上的接插件与智能座舱产品自动检测系统电连接,所述载板上设有用于与产品电连接的第二接插件。
44.本实施例的输送机构采用倍速链。
45.进一步地,所述顶升定位装置包括顶升定位气缸202,所述顶升定位气缸的气缸轴向上延伸,顶升定位气缸的气缸轴上固定有定位板200,至少检测工位的顶升定位装置的定位板的上端面上设置有接插件201,用于与载板上设置的接插件配合连接,实现定位板与载
板之间的电连接,所述定位板200上的接插件201与智能座舱产品自动检测系统电连接。顶升定位气缸通过气管与对应的电磁阀连接,所述电磁阀与plc控制电路连接。
46.进一步地,所述载板朝向所述定位板200的面具有导向定位孔204,所述定位板200上设有定位销205,所述定位销205和所述导向定位孔204均有多个且一一对应设置,所述定位板200抬升时,所述定位销205插入所述导向定位孔204。在本实施例中,导向定位孔204与线体的定位销205一一对应,当阻挡块110与阻挡碰撞时,载板被阻挡截住不能往后流转,此时底部顶升定位气缸202上升,带动顶针206及定位销205上升,定位销205上部呈圆锥状,下部为圆柱状,直径与定位孔相近,上升过程中,定位销205头部进入导孔,带动载板微调位置,上升一定距离后,定位销205椎体底部与导向定位孔204刚好配合到位,实现定位孔与定位销205同心定位,顶升定位气缸202进一步上升,带动载板上升,此时限位槽117与线体限位挡块接触,防止载板进一步上升,实现载板的固定。
47.所述载板朝向所述定位板200的面具有顶针触点112,所述接插件201包括顶针206和顶针护套底座207,所述顶针护套底座207设于所述定位板200上,所述顶针206设于所述顶针护套底座207上且所述顶针206在所述定位板200抬升时插入所述顶针触点112,所述顶针护套底座207上的顶针206护套连接至测试设备。在本实施例中,顶针触点112固定在载板上,触点分布在载板的上下两侧,由导电的铜质材料制成,每个顶针触点112与正面的信号转接插座122中的插针一一对应相连,同时每个顶针触点112均与线体的顶针206一一对应。
48.进一步地,所述接插件201还包括高频针208,所述载板具有供所述高频针208插入的高频信号插座209,外部高频信号通过所述高频针208输入至所述载板。在本实施例中,高频针208可以实现外部高频信号输入到载板,高频信号插座209与待测试产品相应接口相连,实现高频信号通过载板输入到产品。
49.流水线还可以设置装配工位,载板在装配工位时,将线束收纳在线束固定块111中,夹持滑槽107以下区域均可作为装配的操作面,载板表面铺设有防静电材料,可防止装配过程中产品划伤,可防止产品随载板输送中滑落。载板在检测工位时,用对应线束连接产品与载板,将支撑杆105撑起,产品搁置在支撑杆105上,电源通过底部铜条进入载板,再通过线束供应到产品,可实现产品检测;载板在自动检测工位时,测试输入、输出信号通过载板底部顶针206及顶针触点112连接至自动化测试系统,实现自动化测试。
50.进一步地,所述载板阻挡装置包括载板阻挡装置,所述阻挡气缸的气缸轴向上延伸,阻挡气缸的气缸轴上固定有阻挡块。载板阻挡装置通过气管与对应的电磁阀连接,所述电磁阀与plc控制电路连接。
51.当需要使用某个工位时,通过plc控制该工位的顶升定位装置的后一个载板阻挡装置升起,同时该工位的顶升定位装置的前一个载板阻挡装置处于下降状态,顶升定位装置的后一个载板阻挡装置的阻挡块上设置检测开关,当载板撞到后一个载板阻挡装置的阻挡块上的检测开关时,检测开关输出信号给plc,plc控制该工位的顶升定位装置顶起载板,通过plc控制该工位的顶升定位装置的前一个载板阻挡装置升起,阻挡其他载板进入该工位,直至该工位的装配或检测操作完成。该工位的装配或检测操作完成后,可以通过plc控制该工位的顶升定位装置的后一个载板阻挡装置下降,通过plc控制该工位的顶升定位装置下降,载板落到第一输送机构上,被第一输送机构送至下一工序,通过plc控制该工位的顶升定位装置的后一个载板阻挡装置升起,通过plc控制该工位的顶升定位装置的前一个
载板阻挡装置下降。
52.进一步地,所述载板的下端面设有用于与智能座舱产品自动检测系统电连接的第一接插件,所述载板的上端面设有用于与产品电连接的第二接插件;所述载板的下端面设有两条平行间隔设置的接触导电条,用于与设置在机架上的导电轨505内的导电轮5051滚动接触并形成电导通,机架上至少检测工位对应的位置设置导电轨。
53.进一步地,每个工位设置有多个控制按键,包括放行按键、停止按键;流水线控制系统包括plc控制电路、电源控制电路、气缸控制电路、电机控制电路,所述电源控制电路用于给整个流水线供电,所述控制按键与plc控制电路的输入端连接,所述plc控制电路的输出端分别与顶升定位装置、载板阻挡装置的气缸控制电路以及输送机构的电机控制电路连接。
54.所述顶升定位装置、载板阻挡装置的气缸控制电路包括分别与各路气缸连接的气缸电磁阀,所述气缸电磁阀的一端与plc控制电路的输出端连接,气缸电磁阀的另一端接地。所述控制按键的一端与plc控制电路连接,控制按键的另一端接地。
55.本实用新型实施例的流水线包括若干装配工位和若干检测工位,各所述装配工位和各所述检测工位沿环形布设或沿直线布设,所述装配工位用于待生产产品的各部件的装配,所述检测工位用于待生产产品的各个功能的测试;每一所述装配工位和每一所述检测工位均具有载板阻挡装置和顶升定位装置,所述载板阻挡装置用于阻止未满足状态的待生产产品随生产线流动,所述顶升定位装置用于固定待生产产品。在本实施例中,实现了产品的装配、检测一体化,且采用载板阻挡装置和顶升定位装置的配合,避免了造成生产混乱的问题,提高了生产效率和良品率,实现了产品的量产。具体地,启动生产,待生产产品从第一个工位开始随生产线往后续的工位流动,当待生产产品接近第一个工位时,该工位判断是否有待生产产品到位信号,同时检测该工位的顶升定位装置是否为下降状态,如满足状态,该工位的载板阻挡装置放行,待生产产品流入到该工位的工作位进行生产,待第一个工位的生产工作完毕后,待生产产品继续流入下一个工位,并重复上述工作,直至完成所有的装配工位和所有的检测工位的生产工作。其中包含16个装配工位d1-d13,d17-d20,2个全自动检测工位d14、d15,1个半自动检测工位d16。本流水线可以适配智能座舱生产,在生产时,使用五个装配工位,三个检测工位,z1工序扬声器及下板装配在d1位置操作,z2工序排线及上板装配在d2位置操作,z3工序上盖及wifi盖装配在d3位置操作,z4工序前盖及sim卡盖装配在d4位置操作,z5工序测试线束连接在d5位置操作,z6工序开关量功能测试在d14位置操作,z7工序射频功能测试在d15位置操作,z8工序视频功能测试在d16位置操作,z9工序支架装配及包装在左横移旋转系统上方平台处操作。测试线束连接具体是:将载板上的测试线束与待测试设备连接;开关量功能测试具体是:测试设备自动进行开关量功能测试,如版本信息检测,can总线检测,lin总线检测,小灯信号,on档信号,干燥器开关,空气悬架开关,充电指示,空滤堵塞报警开关,制动蹄片磨损开关等;射频功能测试具体是:测试设备自动进行射频灯功能测试,如gps定位功能,4g通讯功能,wifi功能,蓝牙功能,收放音功能,sd卡读写测试,usb数据读写等;视频功能测试具体是:测试设备自动进行静态电流测试,自动进入视频功能测试模式,人工进行视频功能测试及铭牌张贴,拔除载板与产品连接的线束;支架装配及包装具体是:用电批将支架通过螺丝固定在壳体上,将产品放入包装箱。优选的,实际上,待生产产品可以放在载板上,载板在生产线500上流动,以带动待生产产品移动。下面
实施例详细细化载板的具体结构。
56.进一步地,每一所述装配工位和每一所述检测工位均具有工作位,所述载板阻挡装置位于所述工作位的一侧,且所述顶升定位装置位于所述工作位的正下方,所述载板阻挡装置的活塞伸出时阻挡所述待生产产品,所述顶升定位装置的活塞伸出时固定所述待生产产品。优选的,所述工作位的两侧均具有所述载板阻挡装置。优选的,所述工作位的两侧均具有传感器,两个所述感应器感应所述待生产产品的位置,并控制将信号反馈至所述载板阻挡装置和所述顶升定位装置。在本实施例中,线体启动生产后,载板装配侧朝向作业员,从d1工位开始顺时针流转,载板到达z1f位置后,线体开始检测z1是否有载板到位信号,同时检测顶升定位装置d1是否为下降状态,如满足状态,则z1f载板阻挡装置放行,使空载板流入d1工作位;z1阻挡感应到载板到位信号时,控制d1顶升定位装置升起,将载板固定,操作员开始扬声器及下板装配作业,作业完成后,半成品放置在载板上,人工按下线体上的放行按钮,线体检测z2f阻挡是否有载板到位信号,如无到位信号,则线体控制顶升定位装置d1及阻挡z1下降一定时长,待载板流过之后弹起,载板携带产品进入z2f位置。z2f位置传感器感应到载板达到信号时,线体开始检测z2是否有载板到位信号,同时检测顶升定位装置d2是否为下降状态,如满足状态,则z2f载板阻挡装置放行,使带有产品的载板流入d2工作位;z2阻挡感应到载板到位信号时,控制d2顶升定位装置升起,将载板固定,操作员开始排线及上板装配作业,作业完成后,半成品放置在载板上,人工按下线体上的放行按钮,线体检测z3f阻挡是否有载板到位信号,如无到位信号,则线体控制顶升定位装置d2及阻挡z2下降一定时长,待载板流过之后弹起,载板携带产品进入z3f位置。载板依照上序流程,配合人工作业,依次往后流转,到达右横移转向系统处时,转向系统将载板与产品往d11工序输送,同时在输送过程中将载板旋转180
°
,使得载板与产品在d11工位时,仍然是装配侧朝作业员。作业员在d11工序将产品配套线束一端连接在载板上的载板线束插座507上,另一端连接到待测试产品上,连接完成后按下放行按钮,产品随载板流经d12,d13工序,达到d14工序。智能座舱产品在生产时,不使用d12,d13工序,人工按下工位上的停止按钮,线体将自动屏蔽该工序,载板流经该工序时,顶升定位装置不升起,通过两个阻挡后进入下序。
57.进一步地,第一线体、第二线体的至少检测工位上铺设有导电轨道,沿所述生产线500的流动方向,待生产产品放置的载板的底部设有与所述导电轨道配合的导电铜条,当所述载板在所述生产线500上流动且载板经过具有所述导电轨道的工位时,所述导电轨道与所述导电铜条弹性接触使得所述载板得电。第一线体、第二线体上敷设有倍速链506,所述倍速链506带动待生产产品流动。在本实施例中,线体在d12-d19工位均铺设有导电轨道,靠线体内侧为轨道正极,靠线体外侧为轨道负极,载板底部与导电轨道对应的位置安装有导电铜条,载板放置在流水线的倍速链506上,倍速链506流动时,带动载板往前流动,载板在流经这部分工位时,导电轨道上的导电轮5051刚好与载板底部的导电铜条弹性接触,使载板得电。载板上的插座与导电铜条通过载板内部的电线导通,连接好供电及测试线束的产品随载板流经这些工位时,产品可实现带电流转。在本实施例中,载板携带产品在d12工序开始上电,在等待前一台产品完成d14工序测试的过程中,产品完成系统启动,d14工位空闲后,z14f阻挡下降,载板携带产品朝z14阻挡运动,载板达到z14阻挡后,d14工位顶升定位装置顶升,z14顶升定位装置上安装有测试顶针,载板上与顶针对应位置安装有测试点,顶升定位装置将载板往上顶的过程中,载板碰到压板后,载板停止运动,顶升定位装置推动顶针
压缩,使线体上的顶针与载板测试点接触,实现测试线束与待测产品的导通,线体上的测试顶针与工位对应的测试电脑通过线束连接,以此实现测试电脑与产品导通。线体检测到d14工序载板定位完成后,给测试电脑下发开始测试指令,测试电脑按照程序进行自动测试,开关量测试时,测试电脑输出有效电平给产品对应的输入引脚,再通过can总线向产品查询对应的引脚输入信号是否为有效,如有效则判定该开关量检测通过,产品反馈的结果与预期不符,则判断该开关量检测不通过。所有测试项均检测通过后,判定该工序测试合格,d14工位顶升定位装置下降,z15f位置无信号时,z14阻挡下降,载板自动进入d15工序准备位置。线体检测到d15工序空闲后,z15f阻挡下降,载板携带待测产品进入d15工位,z15感应到信号后,线体控制d15顶升定位装置上升,载板定位完成后,线体给测试电脑下发开始测试指令,测试电脑按照程序进行自动测试,射频信号测试时,测试电脑输出指定射频信号给产品,再通过can总线向产品查询产品检测到的信号强度,如产品反馈强度与给定强度差值在一定范围内,则判断该射频信号检测通过,否则判定不通过。所有测试项均检测通过后,判定该工序测试合格,d15工位顶升定位装置下降,z16f位置无信号时,z15阻挡下降,载板自动进入d16工序。线体检测到d16工位空闲后,z15阻挡下降,载板携带待测产品进入d16工位,z16阻挡感应到信号后,线体控制d16顶升定位装置上升,载板定位完成后,线体给测试电脑下发开始测试指令,测试电脑按照程序进行静态电流测试,同时作业员给待测产品连接视频输入、输出线束,待静态电流测试完成后,产品自动开机,作业员将人工测试项的结果输入到测试设备,本工位的测试结果及d14、d15工序的测试结果均为合格时,测试软件控制打印机打印出合格的标签,如产品测试不合格,则打印出不合格的信息,人工将标签粘贴在产品上,并拔除所有线束,按下放行按钮,使产品流入下序。智能座舱产品生产时,d17-d20工序不使用,载板通过对应工位阻挡后,进入左侧横移台。包装工位设置在左侧横移台面上方。
58.本实用新型实施例的载板100上具有可调整待测产品的倾斜角度的角度调节组件101以及可固定所述待测产品的夹持组件102,所述夹持组件102具有可根据产品的尺寸大小而调整大小的夹持区间103,所述角度调节组件101和所述夹持组件102之间为待测产品的装配区间104。在本实施例中,通过角度调节组件101可以调整待测产品的倾斜角度,使其抬起一定的高度,使待测产品的显示面处于作业员的最佳观测视角范围,方便作业员检测待测产品,另外采用夹持组件102可以保证载板在带着待测产品转运的过程中不会滑动,提高输送稳定性。具体地,待测产品设在角度调节组件101和夹持组件102之间,具有足够的装配空间。放好后,通过角度调节组件101来调节待检测产品的俯仰角度,便于操作员通电检测作业。而夹持组件102可以使待检测产品稳定地设在装配区间104中,能防止待测产品在载板运转过程中跌落。载板底部导电条113、114、115与线体导电槽保持接触,使待测产品能够随载板带电流转,而且由于定位孔204与定位销205精准定位,在检测工位,载板能够精准定位,通过载板完成对产品的功能测试,并能通过载板输出测试结果。从整体上来说,本载板在流水线上循环流动,流到装配工位时,人工在上面进行装配作业,装配完成后,产品随载板流入人工检测工位,操作员连接线束进行测试作业,人工测试完成后,流入自动检测工位,通过底部顶针206实现全功能测试。
59.进一步地,所述角度调节组件101包括用于支撑所述待测产品的支撑杆105以及于所述载板100上向下凹陷形成的角度调节槽106,所述角度调节槽106具有供所述支撑杆105
抬起时卡入以稳定所述支撑杆105当前姿态的固定位,在所述支撑杆105未抬起时,所述支撑杆105嵌入所述角度调节槽106。在本实施例中,细化上述的角度调节组件101,采用支撑杆105来支起待测产品,支起后支撑杆105可卡定在角度调节槽106的固定位中。而在不支撑待测产品时,支撑杆105还可以嵌入到角度调节槽106中,以使载板100的表面是平整的。装配时,支撑杆105藏于载板对应槽内,上部为平整状态,不影响产品装配;人工测试屏幕类产品时,将支撑杆105抬起,两侧对应支撑脚卡入角度调节槽106,产品前端搁置在支撑杆105上,后端放置与载板上,使产品屏幕与操作员视角方向垂直,利于测试。角度调节槽106由三个连续的卡槽组成,支撑脚卡入不同卡槽可实现不同的角度调节。
60.进一步地,所述夹持组件102包括夹持滑槽107、固定在所述夹持滑槽107上的固定夹持块108以及滑动设置于所述滑槽上的滑动夹持块109,所述固定夹持块108和所述滑动夹持块109之间为所述夹持区间103。在本实施例中,细化上述的夹持组件102,是通过固定夹持块108和滑动夹持块109来配合实现夹持,滑动夹持块109可以在夹持滑槽107上滑动。
61.进一步地,所述载板100的侧边设有阻挡块110。在本实施例中,设此阻挡块110,载板在线体上移动流转时,会与工位阻挡碰撞,设此阻挡块110可以防止载板被撞变形。
62.进一步地,本载板还包括在装配时临时固定线束的线束固定块111,所述线束固定块111设于所述载板100的装配区间104外。装配时,将线束固定在线束收纳块孔中,给装配留出操作空间,测试时,将线束从固定块中取出。
63.进一步地,所述载板100还具有供外部检测装置通电对接的顶针触点112。在本实施例中,该顶针触点112固定在载板上,触点分布在载板的上下两侧,由导电的铜质材料制成,每个顶针触点112与正面的信号转接插座122中的插针一一对应相连,同时每个顶针触点112均与线体的顶针206一一对应。
64.进一步地,本载板还包括连接线体电源的正极的第一导电条113、连接所述线体电源的负极的第二导电条114以及连接线体电源的静电地的第三导电条115,所述第一导电条113、所述第二导电条114以及所述第三导电条115均与线体上的导电槽滑动连接。在本实施例中,所述第一导电条113、所述第二导电条114以及所述第三导电条115分别连接线体电源的正极,负极,以及静电地,载板在流水线上滑动时,三根导电条一直与线体上的导电槽滑动连接,实现产品在流水线上的不间断取电,节省开机时间。
65.进一步地,所述载板100还设有用于定位的导向定位孔204,所述导向定位孔204有多个且各所述导向定位孔204分布于所述载板100的角落处。在本实施例中,导向定位孔204与线体的定位销205一一对应,当阻挡块110与阻挡碰撞时,载板被阻挡截住不能往后流转,此时底部顶升定位气缸202上升,带动顶针206及定位销205上升,定位销205上部呈圆锥状,下部为圆柱状,直径与定位孔相近,上升过程中,定位销205头部进入导孔,带动载板微调位置,上升一定距离后,定位销205椎体底部与导向定位孔204刚好配合到位,实现定位孔与定位销205同心定位,顶升定位气缸202进一步上升,带动载板上升。
66.进一步地,所述载板100的侧边具有限制其上升的程度的限位槽117。在本实施例中,上升到一定程度,此时限位槽117与线体限位挡块接触,防止载板进一步上升,实现载板的固定。
67.进一步地,所述载板100上铺设有防静电柔性防护层118。在本实施例中,软性材质,表面具有较大摩擦力,贴合在载板上,防止产品随载板输送中滑落,同时可防止产品在
检测过程中表面被划伤。
68.进一步地,所述载板100上设有透音孔119。在本实施例中,内部有拾音模块,产品喇叭口对准透音孔119放置,检测时,拾取喇叭放音,实现录音、放音功能测试。
69.进一步地,所述载板100设有电源控制按键120。在本实施例中,该电源控制按键120为载板供电开关,人工测试需要断电时,通过该按钮实现产品断电或重启,避免插拔接插件。
70.进一步地,所述载板100设有三合一天线121。在本实施例中,该三合一天线121固定在载板上随载板流转,给有定位、联网的产品测试时,提供网络及定位信号。
71.进一步地,所述载板100设有信号转接插座122。在本实施例中,信号转接插座122为通用插座,根据测试的不同产品,更换不同的转接线,实现同一个载板与不同产品的电信号连接;转接插座的每根信号线与载板底部的顶针触点112连通,测试时,输入输出信号通过线束连接至载板,再通过载板底部顶针触点112与顶针206连接至测试设备,实现不同产品的测试。
72.电源控制控制电路包括电源总开关、交流接触器、变频器空气开关控制、私服空气开关控制、外部供电空气开关控制电路。由380v交流电从qf01输入,经过交流接触器控制后端qf03~qf07空气开关电源。s01急停开关和s02钥匙开关为交流接触器控制开关,s01、s02同时接通,控制交流接触器km01接通,为后级供电。
73.plc控制电路包括1个cpu 1510sp-1、5个分站控制模块im1556pnst、13个8通道di输入模块(di8x24vdc/npn输入)、35个do输出模块(dq16x24vdc/0.5ast)、1个232通讯模块(ptprs232)、1个以太网交换机、1个精简面板ktp1200。由于流水线长度比较长,同时为了减小布线的难度,改变以外集中控制模式,采用分布控制模式,主要思路为:1路plc主cpu和5路分站控制模块(im1556pnst)分别控制对应的输入、输出电路进行控制,主站与分站之间通过网线进行连接和数据通讯。
74.本实施例有载板阻挡装置42路、阻挡电磁阀42路、顶升定位装置20路、定位电磁阀20路,plc控制电路用于控制流水线20个工位气缸升降、气缸运动状态反馈、按键输入检测、指示灯输出控制等。
75.本实用新型解决了智能座舱产品的自动化检测问题。通过对座舱内产品的功能分析,检测工位涵盖全部的座舱检测项目,并在此基础上做预留,可以将前期3~4人才能完成的检测项目,通过全自动化的检测项目进行。
76.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。