可密实制砖的制砖机压头及制砖模具
1.本发明专利申请是中国专利申请号202110522092.x的分案申请,原申请的申请号为202110522092.x,申请日为2021年05月13日,发明名称为制砖机压头及制砖模具。
技术领域
2.本发明涉及一种制砖设备领域,尤其是指一种可密实制砖的制砖机压头及制砖模具。
背景技术:
3.制砖机就是生产砖的机械设备,一般利用石粉、粉煤灰、炉渣、矿渣、碎石、沙子、水等作为原料,经过搅拌、挤出砖坯、晾干、烘干、烧结等工序制成砖;为了使砖的结构更密实,一般采用压头装置对砖坯一次性压制成型;现有压头装置包括有机架、设置于机架上的压头及连接驱动压头升降的压头油缸;在压制过程中,压头油缸驱动压头下降对砖坯进行压制;然而,在压头装置压制砖坯时,砖坯内多余的水分会受挤压而往外溢出,多余的水分环绕在砖坯周围影响砖晾干成型速度,生产效率低,且水分滞留在模具内对压头有一定浮力,影响压制效果,制成砖质量也比较不好。
4.有鉴于此,本发明人针对上述制砖机压头结构设计上未臻完善所导致的诸多缺失及不便,而深入构思,且积极研究改良试做而开发设计出本案。
技术实现要素:
5.本发明的目的在于提供一种可密实制砖的制砖机压头,将在压制砖料过程中溢出的水分抽走,使制成的砖具有结构更密实,晾干成型速度快,生产质量高且生产效率高等优点。
6.本发明的另一目的在于提供一种制砖模具,具有上述制砖机压头,制砖更密室,生产质量更高,晾干成型速度快,生产效率高。
7.为了达成上述目的,本发明的解决方案是:
8.一种可密实制砖的制砖机压头,其包括有压头、真空水泵、及连接压头和真空水泵的水管,所述压头由上至下设置有压头过渡座、压头模具板和导流基板;所述压头过渡座内设置有第一出水流道,所述第一出水流道具有位于压头过渡座的侧壁且连接水管的第一出水口、和位于压头过渡座的底壁的第一进水口;所述压头模具板的底面设置有一供导流基板容置的开槽,所述开槽的槽底设置有多条纵横交错的水槽,且在压头模具板上设置有多个连通水槽和第一进水口的第一进水通孔;所述导流基板上设置有多个上下贯通的导流孔;水流由导流孔向上流动至水槽内,再汇流流经第一进水通孔并由第一进水口进入第一出水流道内,之后由第一出水口流入水管并排出压头外。
9.所述第一出水流道对称设置有两第一l型流道,且两第一出水口位于所述压头过渡座的第一侧壁上;所述第一出水流道对称设置有另两第一l型流道,且两第一出水口位于所述压头过渡座与第一侧壁平行的第二侧壁上;所述第一l型流道具有第一横向通道和第
一竖向通道,所述第一进水口位于第一竖向通道一端,所述第一出水口位于第一横向通道一端;每一第一出水口通过一第一分水管连接至水管上。
10.靠近第一侧壁的两第一l型流道和靠近第二侧壁的两第一l型流道对称设置。
11.四所述第一进水口位于压头过渡座的底壁中部矩形环的四个顶点上。
12.所述压头模具板在所述开槽的四个顶角分别设置有第二进水通孔;所述第一出水流道还设置有四个和第二进水通孔连通的第一竖向流道、靠近第一侧壁且与其平行的第一横向汇流流道、和靠近第二侧壁且与其平行设置的第二横向汇流流道,第一横向汇流流道与两靠近第一侧壁的第一横向通道连通,第二横向汇流流道与两靠近第二侧壁的第一横向通道连通;所述第一竖向流道的下开口连通第二进水通孔,靠近第一侧壁的两所述第一竖向流道的上开口连通第一横向汇流流道,靠近第二侧壁的两所述第一竖向流道的上开口连通第二横向汇流流道。
13.所述第一横向汇流流道、第二横向汇流流道的两端设置有出水接口,每一出水接口通过一第二分水管连接至水管上。
14.所述压头模具板在四个端角设置有侧边进水孔,所述侧边进水孔为横向孔且具有位于压头模具板侧壁的第一孔口和位于开槽的槽壁上连通水槽的第二孔口。
15.所述压头模具板的每个端角在两侧壁分别设置有对称的侧边进水孔。
16.所述侧边进水孔分别在压头模具板的侧壁设置有向下渐缩延伸的第一凹槽,所述第一凹槽的顶部连通所述侧边进水孔。
17.所述压头模具板的顶面设置有环绕四个第一进水通孔外围且容置第一密封圈的环槽,且在第二进水通孔位置设置有容置第二密封圈的沉槽。
18.所述压头模具板在四侧壁的中部分别设置有至少一个侧边导流通孔,所述侧边导流通孔具有横向通孔、竖向通孔,所述横向通孔的开口位于压头模具板的侧壁,所述竖向通孔的开口位于压头模具板的顶壁;且在压头模具板的顶壁设置有四条分别与四压头模具板侧壁平行的长条形槽,每一压头模具板侧壁上的所述竖向通孔的开口位于所述长条形槽的槽底面;所述压头过渡座对应四条长条形槽设置有四个第二出水流道,每一所述第二出水流道具有第二横向通道和第二竖向通道,所述第二竖向通道具有位于压头过渡座的底壁且与长条形槽连通的第二进水口,所述第二横向通道具有位于压头过渡座的侧壁的第二出水口;每一所述第二出水口通过第三分水管连接水管。
19.所述水管一端连接有开通或关闭水管端部的开关阀,所述开关阀上设置有两个阀口,其中一阀口通过四个分配器连接四第三分水管,另一阀口连接充气泵。
20.所述开关阀连接一气缸,所述气缸具有带动开关阀的阀门打开或关闭的活塞杆。
21.所述侧边导流通孔分别在压头模具板的侧壁设置有向下渐缩延伸的第二凹槽,所述第二凹槽的顶部连通所述侧边导流通孔。
22.所述长条形槽内设置有长条环形密封圈。
23.所述开槽的槽壁设置有供导流基板抵靠的台阶环,所述导流基板的顶面和开槽的槽底之间具有间距,且所述导流基板在开槽内围成储水腔。
24.所述压头在导流基板下方设置有钢丝过滤网,所述钢丝过滤网设置有多个与导流孔相对应的过滤孔;所述导流基板底面设置有多个供磁铁块容置的容置槽。
25.所述压头在钢丝过滤网下方设置有过滤网布,所述压头模具板的底面设置有环绕
开槽外围的矩形环槽;所述过滤网布的四边具有延伸至矩形环槽内的延长边,且所述矩形环槽内设置有矩形密封圈。
26.所述压头在压头过渡座上方设置有压头定位板,所述压头定位板的上方设置有压头油缸。
27.一种制砖模具,其包括所述的制砖机压头。
28.采用上述结构后,本发明制砖机压头在制砖机压头下压砖料时,打开真空水泵开始抽水,在压头内形成向上的吸力使得水流向上流动,水流导流孔进入水槽内,在水槽内汇集并通过纵横交错的水槽均匀向第一进水通孔流动且向上流入第一出水流道,最终由水管抽出;其中,压头模具板设置有纵横交错的水槽,当从第一进水通孔向上抽水时,水流通过纵横交错的水槽进行均匀导流,可均匀抽水,使砖表面更平整,晾干成型速度快;而且在压制过程中,不断抽水,避免水滞留在砖坯表面而影响压头压制效果,压制效果更好,砖坯的结构更密实;本发明制砖机压头将在压制砖料过程中溢出的水分抽走,使得制成的砖具有结构更密实,晾干成型速度快,生产质量高且生产效率高等优点;本发明制砖模具具有上述制砖机压头,制砖更密室,生产质量更高,晾干成型速度快,生产效率高。
附图说明
29.图1为本发明制砖机压头配合真空水泵的结构示意图;
30.图2为本发明制砖机压头的结构示意图一;
31.图3为本发明制砖机压头的结构示意图二;
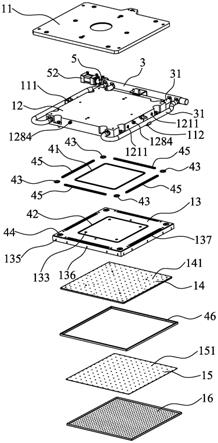
32.图4为本发明制砖机压头的分解示意图一;
33.图5为本发明制砖机压头的分解示意图二;
34.图6为本发明制砖机压头的仰视示意图;
35.图7为本发明制砖机压头的侧视示意图;
36.图8为图7中a-a方向的剖视示意图;
37.图9为图7中b-b方向的剖视示意图;
38.图10为图9中的局部放大图;
39.图11为图7中c-c方向的剖视示意图;
40.图12为图11中的局部放大图;
41.图13为图12中d-d方向的局部剖视示意图;
42.图14为图7中e-e方向的剖视示意图;
43.图15为图14中的局部放大图;
44.图16为图6中f-f方向的剖视示意图;
45.图17为图16中的局部放大图;
46.图18为本发明压头过渡座的结构示意图;
47.图19为本发明压头模具板的结构示意图一;
48.图20为本发明压头模具板的结构示意图二;
49.图21为本发明导流基板的结构示意图。
50.符号说明
51.压头1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
真空水泵2
52.水管3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
压头定位板11
53.压头过渡座12
ꢀꢀ
压头模具板13
54.导流基板14
ꢀꢀꢀꢀ
钢丝过滤网15
55.过滤网布16
ꢀꢀꢀꢀ
第一出水流道121
56.第一出水口1211第一进水口1212
57.开槽131
ꢀꢀꢀꢀꢀꢀꢀ
水槽132
58.第一进水通孔133 导流孔141
59.过滤孔151
ꢀꢀꢀꢀꢀ
第一l型流道122
60.第一侧壁123
ꢀꢀꢀ
第二侧壁上124
61.第一横向通道1221 第一竖向通道1222
62.第二进水通孔134 第一竖向流道125
63.第一横向汇流流道126 第二横向汇流流道127
64.侧边进水孔135
ꢀꢀ
第一孔口1351
65.第二孔口1352
ꢀꢀꢀ
第一凹槽1353
66.第一密封圈41
ꢀꢀꢀ
环槽42
67.第二密封圈43
ꢀꢀꢀ
沉槽44
68.侧边导流通孔136 横向通孔1361
69.竖向通孔1362
ꢀꢀ
长条形槽137
70.第二出水流道128
ꢀꢀ
第二横向通道1281
71.第二竖向通道1282 第二进水口1283
72.第二出水口1284
ꢀꢀꢀ
开关阀5
73.阀口51
ꢀꢀ
气缸52 活塞杆53
74.第二凹槽1363
ꢀꢀꢀ
长条环形密封圈45
75.台阶环138
ꢀꢀꢀꢀꢀꢀ
磁铁块6
76.容置槽142
ꢀꢀꢀꢀꢀꢀ
矩形环槽139
77.延长边161
ꢀꢀꢀꢀꢀꢀ
矩形密封圈46
78.型材板111
ꢀꢀꢀꢀꢀꢀꢀ
u型槽112。
具体实施方式
79.为了进一步解释本发明的技术方案,下面通过具体实施例来对本发明进行详细阐述。
80.请参阅图1至图21,本发明揭示了一种可密实制砖的制砖机压头,其包括有压头1、真空水泵2、及连接压头1和真空水泵2的水管3,所述压头1由上至下设置有压头过渡座12、压头模具板13和导流基板14;所述压头过渡座12内设置有第一出水流道121,所述第一出水流道121具有位于压头过渡座12的侧壁且连接水管3的第一出水口1211、和位于压头过渡座12的底壁的第一进水口1212;所述压头模具板13的底面设置有一供导流基板14容置的开槽131,所述开槽131的槽底设置有多条纵横交错的水槽132,且在压头模具板13上设置有多个连通水槽132和第一进水口1212的第一进水通孔133;所述导流基板14上设置有多个上下贯通的导流孔141;水流由导流孔141向上流动至水槽132内,再汇流流经第一进水通孔133并
由第一进水口1212进入第一出水流道121内,之后由第一出水口1211流入水管3并排出压头1外。
81.本发明制砖机压头在制砖机压头下压砖料时,打开真空水泵2开始抽水,在压头1内形成向上的吸力使得水流向上流动,水流从导流孔141进入水槽132内,在水槽132内汇集并通过纵横交错的水槽132均匀向第一进水通孔133流动且向上流入第一出水流道121,最终由水管3抽出;其中,压头模具板13设置有纵横交错的水槽132,当从第一进水通孔133向上抽水时,水流通过纵横交错的水槽132进行均匀导流,可均匀抽水,使砖表面更平整,晾干成型速度快;而且在压制过程中,不断抽水,避免水滞留在砖坯表面而影响压头压制效果,压制效果更好,砖坯的结构更密实;本发明制砖机压头将在压制砖料过程中溢出的水分抽走,使得制成的砖具有结构更密实,晾干成型速度快,生产质量高且生产效率高等优点。
82.本发明的所述第一出水流道121对称设置有两第一l型流道122,且两第一出水口1212位于所述压头过渡座12的第一侧壁123上;所述第一出水流道121对称设置有另两第一l型流道122,且两第一出水口1212位于所述压头过渡座12与第一侧壁123平行的第二侧壁上124;所述第一l型流道122具有第一横向通道1221和第一竖向通道1222,所述第一进水口1212位于第一竖向通道1222一端,所述第一出水口1211位于第一横向通道1221一端;每一第一出水口1211通过一第一分水管(图中未示出)连接至水管3上;所述第一出水流道121设置有四个第一l型流道122分别对水槽132内的水进行抽水,加快抽水速度;而且导流孔、水槽、第一进水通孔和第一竖向通道都是竖向流道,保证水流受向上的压力流动,具有较长的竖向流道,抽水效果更均匀。
83.本发明的靠近第一侧壁123的两第一l型流道122和靠近第二侧壁124的两第一l型流道122对称设置;通过四个对称设置的第一l型流道122对压头模具板13的水槽132内的水进行均匀抽水,压头1压制效果好,砖成型质量高和效率高。
84.本发明的四所述第一进水口1212位于压头过渡座12的底壁中部矩形环的四个顶点上;四个第一进水口1212的分布可进一步均匀对水槽132内水进行集中抽水。
85.本发明的所述压头模具板13在所述开槽131的四个顶角分别设置有第二进水通孔134;所述第一出水流道121还设置有四个和第二进水通孔134连通的第一竖向流道125、靠近第一侧壁123且与其平行的第一横向汇流流道126、和靠近第二侧壁124且与其平行设置的第二横向汇流流道127,第一横向汇流流道126与两靠近第一侧壁123的第一横向通道1221连通,第二横向汇流流道127与两靠近第二侧壁124的第一横向通道1221连通;所述第一竖向流道125的下开口连通第二进水通孔134,靠近第一侧壁123的两所述第一竖向流道125的上开口连通第一横向汇流流道126,靠近第二侧壁124的两所述第一竖向流道125的上开口连通第二横向汇流流道127;开槽131的四个顶端位置的水流从第二进水通孔134向上导流至第一竖向流道125内,并由第一竖向流道125汇集至第一横向汇流流道126或第二横向汇流流道127内,再向外排出;增加四个竖向流道125,可加快抽水速度。
86.本发明的所述第一横向汇流流道126、第二横向汇流流道127的两端设置有出水接口,每一出水接口通过一第二分水管31连接至水管3上;第一分水管和第二分水管31的设置,可使水流分流,快速抽水,生产效率高。
87.本发明的所述压头模具板13在四个端角设置有侧边进水孔135,所述侧边进水孔135为横向孔且具有位于压头模具板13侧壁的第一孔口1351和位于开槽131的槽壁上连通
水槽的第二孔口1352,侧面的水流从第一孔口1351流经第二孔口1352进入开槽131内,并由第二进水通孔134向上流动至第一竖向流道125,并汇流至第一横向汇流流道126或第二横向汇流流道127内在一起排出压头1外;可对压头模具板13的底部和侧边分别进行抽水,抽水速度更快、更均匀。
88.本发明的所述压头模具板13的每个端角在两侧壁分别设置有对称的侧边进水孔135;可对压头模具板13的端角两侧进行抽水,避免端角积水,压制效果更好,提高生产质量。
89.本发明的所述侧边进水孔135分别在压头模具板13的侧壁设置有向下渐缩延伸的第一凹槽1353,所述第一凹槽1353的顶部连通所述侧边进水孔135;所述第一凹槽1353连接侧边进水孔135在压头模具板13的侧壁上形成延长的导流开口,方便将水流引入侧边进水孔135内并向水槽132内流动,导流抽水更顺畅。
90.本发明的所述压头模具板13的顶面设置有环绕四个第一进水通孔133外围且容置第一密封圈41的环槽42,且在第二进水通孔134位置设置有容置第二密封圈43的沉槽44;所述第一密封圈41、第二密封圈43可对所述压头模具板13和压头过渡座12之间抽水流道进行密封,避免漏水,影响抽水效果和效率。
91.本发明的所述压头模具板13在四侧壁的中部分别设置有至少一个侧边导流通孔136,所述侧边导流通孔136具有横向通孔1361、竖向通孔1362,所述横向通孔1361的开口位于压头模具板13的侧壁,所述竖向通孔1362的开口位于压头模具板13的顶壁;且在压头模具板13的顶壁设置有四条分别与四压头模具板13侧壁平行的长条形槽137,每一压头模具板13侧壁上的所述竖向通孔1362的开口位于所述长条形槽137的槽底面;所述压头过渡座12对应四条长条形槽137设置有四个第二出水流道128,每一所述第二出水流道128具有第二横向通道1281和第二竖向通道1282,所述第二竖向通道1282具有位于压头过渡座12的底壁且与长条形槽137连通的第二进水口1283,所述第二横向通道1281具有位于压头过渡座13的侧壁的第二出水口1284;每一所述第二出水口1284通过第三分水管(图中未示出)连接水管3;在压头模具板13的四侧壁皆设置有侧边导流通孔136,可分别对压头模具板13的四侧的水分进行抽水,抽水效果更高更好;而且每一侧壁设置有三个等间隔设置的侧边导流通孔136。
92.本发明的侧边导流通孔136和开槽131不连通,压头模具板13的底部和侧边的水分开进行抽水,避免水流在砖表面流动,即侧边水流向砖表面流动,影响砖表面的平整性;不仅抽水效率高,且保证砖表面的平整性。
93.本发明的所述水管3一端连接有开通或关闭水管3端部的开关阀5,所述开关阀5上设置有两个阀口51,其中一阀口51通过四个分配器连接四第三分水管,另一阀口51连接充气泵;当压头1抽水时,开关阀5打开水管3端部使得第三分水管和水管3连通,水流可从第三分水管进入水管3被抽出;当给压头1通气时,所述开关阀5关闭水管3端部使得第三分水管和水管3不连通,气体从第三分水管输送至压头1内,并由第二出水流道128、侧边导流通孔136进入模腔内;气体进入模腔内可解除模腔因真空抽水而形成真空环境,方便脱模;而且气体可将抽水时带入第二出水流道128、侧边导流通孔136内的泥吹出,起到清理泥水的功能;本发明通气的气体从侧边导流通孔136流出,气体环绕砖坯外围,避免气体直接吹到砖表面而导致砖表面不平整。
94.本发明的所述开关阀5连接一气缸52,所述气缸52具有带动开关阀5的阀门打开或关闭的活塞杆53;通过气缸52来控制开关阀5打开或关闭,方便操控。
95.本发明的所述侧边导流通孔136分别在压头模具板13的侧壁设置有向下渐缩延伸的第二凹槽1363,所述第二凹槽1363的顶部连通所述侧边导流通孔136;所述第二凹槽1363和侧边导流通孔136连接在压头模具板13的侧壁上形成延长的导流开口,方便将水流引入侧边导流通孔内并向第二出水流道128内流动,导流抽水更顺畅。
96.本发明的所述长条形槽137内设置有长条环形密封圈45;密封长条形槽137和压头过渡座128之间的间隙,避免漏水。
97.本发明的所述开槽131的槽壁设置有供导流基板14抵靠的台阶环138,所述导流基板14的顶面和开槽131的槽底之间具有间距,且所述导流基板14在开槽131内围成储水腔;水流在导流基板14下方均匀抽水,在压头模具板13内形成汇流集中抽出,均匀抽水,使砖表面更平整。
98.本发明的所述压头1在导流基板14下方设置有钢丝过滤网15,所述钢丝过滤网15设置有多个与导流孔141相对应的过滤孔151;所述钢丝过滤网15可过滤砖料中的颗粒物,尽量在抽水过程中只抽水,制成砖的质量更好;所述导流基板14底面设置有多个供磁铁块6容置的容置槽142;所述导流基板14在容置槽142内设置磁铁块6,通过磁铁块6的磁性将钢丝过滤网15,导流基板14和钢丝过滤网15之间的固定结构更简单。
99.本发明的所述压头1在钢丝过滤网15下方设置有过滤网布16,所述过滤网布16可进一步过滤砖料中的颗粒物,尽量在抽水过程中只抽水,制成砖的质量更好;所述压头模具板13的底面设置有环绕开槽131外围的矩形环槽139;所述过滤网布16的四边具有延伸至矩形环槽139内的延长边161,且所述矩形环槽139内设置有矩形密封圈46;所述矩形密封圈46和矩形环槽139的配合结构可牢固将过滤网布16固定于压头1上,而且可起到密封效果,避免水流从开槽131流动至矩形环槽139内。
100.本发明的所述压头1在压头过渡座12上方设置有压头定位板11,所述压头定位板11的上方设置有压头油缸;所述压头油缸可驱动压头1上下运动压制砖坯,之后,压头1可对砖坯溢出的水分进行抽水工作,压制密实、且晾干速度快。
101.本发明的所述压头定位板11的底面设置有架设水管3或第一分水管、第二分水管、第三分水管的型材板111,所述型材板111具有放置水管3等的u型槽112。
102.本发明还揭示了一种制砖模具,其包括上述的制砖机压头;制砖模具在制砖时,先在模腔内倒入砖原料,再下压压头1对砖原料进行压制成型砖坯,之后打开真空水泵2开始抽水,在压头内形成向上的吸力使得水流向上流动,水流从过滤网布16,流经钢丝过滤网15的过滤孔进入水槽132内,在水槽132内汇集并通过纵横交错的水槽132均匀向第一进水通孔133流动且向上流入第一出水流道121,最终由水管3抽出;其中,压头模具板13设置有纵横交错的水槽132,当从第一进水通孔133向上抽水时,水流通过纵横交错的水槽132进行均匀导流,可均匀抽水,使砖表面更平整,晾干成型速度快;而且在压制过程中,不断抽水,避免水滞留在砖坯表面而影响压头压制效果,压制效果更好,砖坯的结构更密实,生产质量更高,晾干成型速度快,生产效率高。
103.上述实施例和附图并非限定本发明的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
