1.本发明涉及一种吨包袋的提绳系绳自动化装置,属于吨包袋回收包装再利用领域。
背景技术:
2.吨包袋是一种常见的粉料包装袋,其能够装载各种粉料原料,以进行生产线后续的投料加工。吨包袋通常重量为数吨,使用吊装设备搬运。每个吨包袋造价数十块,通常进行回收循环使用。
3.吨包袋灌装粉料原料的上袋过程目前需要人工进行,缺少合理的机构对吨包袋进行整理卷绕。
4.自动化的上袋结构需要吨包袋整理齐整,提绳规律设置吨包袋卷绕成卷辊适合于自动化上袋设备的操控,但是吨包袋卷绕时如何系绳问题影响吨包袋的自动化上袋过程。
技术实现要素:
5.本发明提供一种吨包袋的提绳系绳自动化装置,解决吨包袋卷绕时的上袋问题。
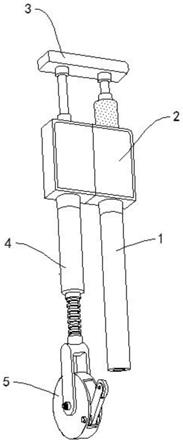
6.为实现上述目的,本发明采用的技术方案是:吨包袋的提绳系绳自动化装置,包括,主绳辊,主绳辊悬空设置,主绳辊上缠绕有主绳;主绳一次穿插机构,前端设有主绳夹持抓手,后部设置旋转机构,主绳夹持抓手将主绳抓取伸缩并从吨包袋的提绳中穿过,旋转机构将抓取的主绳部分旋转形成一次环形圈;主绳二次穿插机构,前端设置二次主绳抓手,后部设置主绳二次抓取伸缩,二次主绳抓手将主绳的一次环形圈上部抓取,并从一次环形圈中穿过,主绳二次抓取伸缩将二次主绳抓手后缩,主绳形成二次环形圈;主绳定位机构,包括主绳定位夹手和定位驱动机构,主绳定位夹手设置在定位驱动机构的移动端位置,主绳定位夹手夹持主绳端部,定位驱动机构驱动主绳定位夹手上下移动将主绳拉紧。
7.作为优选,还包括副绳辊、副绳穿插机构,副绳辊悬空设置,副绳辊上缠绕有副绳,副绳穿插机构设有副绳抓手和副绳抓取伸缩,副绳抓手抓住副绳,将副绳从主绳的二次环形圈中穿插。
8.进一步的优选,还包括主绳上部拉紧机构,副绳从主绳的二次环形圈中穿插后主绳上部拉紧机构将主绳源头端拉紧。
9.进一步的优选,主绳定位机构上还设有缕绳夹手和竖向定位驱动机构,缕绳夹手与绳定位夹手上下布置在竖向定位驱动机构的底部,缕绳夹手为一封闭环状,设有开启口,所述主绳在开启口打开后穿过缕绳夹手的封闭环状之中,所述绳定位夹手设有两夹持面,
两夹持面在接触及展开间运动,两夹持面接触时将主绳夹住,竖向定位驱动机构驱动缕绳夹手与绳定位夹手向上及向下。
10.作为优选,还包括吨包袋的提绳挂袋机构,提绳挂袋机构包括两平行的挂杆,挂杆朝外为开放端用于提绳的挂袋,挂杆朝内连接于提袋转杆,提袋转杆连接于提袋转动机构,提袋转动机构带动提袋转杆及挂杆转动将吨包袋的提绳向下释放。
11.作为优选,还包括主绳抓取伸缩驱动机构,主绳抓取伸缩驱动机构包括水平驱动部、竖向驱动部和水平移动部,所述主绳一次穿插机构的旋转机构设置在主绳抓取伸缩上,主绳抓取伸缩和主绳二次穿插机构的主绳二次抓取伸缩设置在水平移动部上,水平移动部设置在竖向驱动部的驱动端,竖向驱动部设置在吨包袋的提绳挂袋上方位置。
12.进一步的优选,还包括至少一组主绳转向滑轮和至少一组副绳转向滑轮,将主绳从主绳辊上引导出并转向吨包袋的提绳,副绳转向滑轮将副绳从副绳辊上引导出并转向主绳一侧,主绳辊和副绳辊分别设有绳辊驱动,绳辊驱动内置绳辊锁止机构,绳辊驱动驱动主绳辊或副绳辊释放或回收主绳或副绳,绳辊锁止机构将主绳辊或副绳辊锁止。
13.进一步的优选,所述一个主绳辊和一个副绳辊为一组,共设有对应四组,吨包袋的提绳为对应四个,每组绳辊对应设置穿插及相关驱动机构。
14.进一步的优选,还包括机架,机架为多跟立柱支撑的框型结构,机架内四角位置设置所述的主绳辊和副绳辊,机架顶部设置横梁,所述主绳抓取伸缩驱动机构的水平驱动部和主绳定位机构固定在横梁上。
15.进一步的优选,机架下部还设有吨包袋传送机构,吨包袋传送机构的在末端位置设置卷袋滚轴,吨包袋的提绳由主绳和副绳系绳成串后由卷袋滚轴将吨包袋卷成辊。
16.本发明将吨包袋卷绕时的提绳进行有效的固定串联,以方便上袋时的释放;本装置的吨包袋提绳能够自动诸多运动单元进行自动系绳,提高系绳的质量和规范化,以在后期吨包袋上袋释放时同样通过机器作业吨包袋提绳的系绳过程无人干涉就能达到主绳和副绳有效系绳,后期释放同样方便。
17.通过诸多运动单元将系绳过程自动化,提高了系绳卷绕吨包袋的效率。
附图说明
18.图1是本发明的侧面结构示意图,图2是本发明的俯视结构示意图,图3是本发明的端部结构示意图,图4是本发明的主绳一次穿插机构和主绳二次穿插机构结构示意图,图5是本发明的副绳穿插结构图。
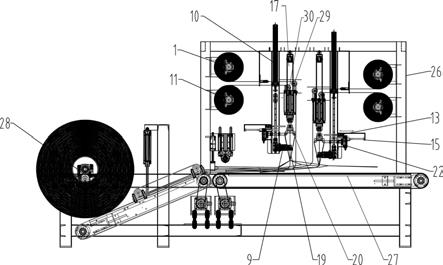
19.图6是本发明工作主绳抓取伸缩位置图一,图7是本发明工作主绳抓取伸缩位置图二,图8是本发明工作主绳抓取伸缩位置图三,图9是本发明的主绳夹持抓手的结构图,图10是本发明的二次主绳抓手的结构图。附图标记:
1、主绳辊,2、主绳,3、主绳一次穿插机构,4、主绳夹持抓手,5、旋转机构,6、主绳二次穿插机构,7、二次主绳抓手,8、主绳二次抓取伸缩,9、主绳定位夹手,10、定位驱动机构,11、副绳辊,12、副绳,13、副绳穿插机构,14、副绳抓手,15、副绳抓取伸缩,16、缕绳夹手,17、竖向定位驱动机构,18、吨包袋,19、提绳,20、挂杆,21、提袋转杆,22、提袋转动机构,23、水平驱动部,24、竖向驱动部,25、水平移动部,26、机架,27、吨包袋传送机构,28、卷袋滚轴,29、主绳转向滑轮,30、副绳转向滑轮,31副绳缕绳抓手机构。32水平轨道33水平滑块34竖向结构35主绳抓取伸缩。
具体实施方式
20.下面对本发明的具体内容进行进一步的说明:首先对本发明结构实现的系绳步骤进行说明,以通过系绳步骤对本发明的具体结构进行详细说明。
21.本发明系绳的吨包袋首先平铺,然后通过将提绳吊起并撑开,将主绳向下缕直并将下端固定,将主绳从提绳中穿过,形成一次环状主绳,接着旋转270度,然后撑开,再将一次环状主绳上部的主绳折叠,然后穿插一次环状主绳,形成二次环状主绳,将副绳折叠并从二次环状主绳重穿插,最后拉紧主绳上端,一次环状主绳固定二次环状主绳,二次环状主绳固定副绳,实现提绳通过主绳和副绳系在一起,多个吨包袋的提绳通过主绳和副绳串联起来,以进行下一步的吨包袋卷成辊状。
22.对实现上部系绳过程中的机构进行详细的说明,本发明吨包袋的提绳系绳自动化装置,包括主绳辊1、副绳辊、机架和诸多驱动机构。
23.具体的,主绳辊1和副绳辊分别设置在机架中,悬空设置,主绳辊1上缠绕有主绳,副绳辊12上缠绕有副绳。一个主绳辊1和一个副绳辊12为一组,共设有对应四组,吨包袋的提绳为对应四个,每组绳辊对应设置穿插及相关驱动机构。主绳辊1和副绳辊用于对应主绳和副绳的缠绕。主绳及副绳使用中需要进行释放及拉紧,为了释放及拉紧,主绳辊1和副绳辊12分别设有绳辊驱动,绳辊驱动内置绳辊锁止机构,绳辊驱动驱动主绳辊1或副绳辊12释放或回收主绳或副绳,绳辊锁止机构将主绳辊1或副绳辊12锁止。
24.本发明中,主绳辊1和副绳辊设置在机架内四角,机架为多跟立柱支撑的框型结构。机架顶部设置横梁用于驱动机构的固定。
25.本发明在工作时需要先将吨包袋的提绳进行撑起,具体通过提绳挂袋机构实现。该提绳挂袋机构将吨包袋的提绳拉起并撑开,以方便下一步的主绳穿插。
26.具体的,提绳挂袋机构包括两平行的挂杆,挂杆朝外为开放端用于提绳的挂袋,挂杆朝内连接于提袋转杆21,提袋转杆21直接连接于提袋转动机构22,提袋转动机构22带动提袋转杆21及挂杆转动,挂杆想下转动至少90度,利用吨包袋自动下落,将吨包袋的提绳向下释放出。
27.上述提袋转动机构22为旋转气缸,旋转气缸转动速度动作快,适合快速实行轻载运行。
28.驱动单元主要分为三部分,主绳缕绳定位用,主绳穿插用和副绳穿插用。
29.主绳缕绳定位用主绳定位机构上设有缕绳夹手16和竖向定位驱动机构,缕绳夹手16与绳定位夹手上下布置在竖向定位驱动机构的底部,缕绳夹手16为一封闭环状,设有开
启口,所述主绳在开启口打开后穿过缕绳夹手16的封闭环状之中,所述绳定位夹手设有两夹持面,两夹持面在接触及展开间运动,两夹持面接触时将主绳夹住,竖向定位驱动机构驱动缕绳夹手16与绳定位夹手向上及向下。工作时,通过绳定位夹手将主绳向下移动到吨包袋提绳外侧位置。
30.主绳穿插步骤由主绳一次穿插机构3和主绳二次穿插机构6协作完成。
31.对主绳一次穿插机构3结构进行说明,主绳一次穿插机构3前端设有主绳夹持抓手4,后部设置旋转机构和主绳抓取伸缩,主绳夹持抓手4在主绳抓取伸缩驱动向向前穿过吨包袋的提绳中,然后主绳夹持抓手4抓住主绳,主绳抓取伸缩向后移动,将主绳穿过吨包袋的提绳形成主绳局部折叠出一次环形圈,然后旋转机构旋270度,并通过竖向驱动部将主绳夹持抓手4抬升至高于吨包袋的提绳,将一次环形圈对准主绳上部,完成主绳一次穿插机构的动作。旋转机构为旋转气缸,主绳抓取伸缩为伸缩气缸,气缸通过高压气源作为动力,适合快速动作。
32.主绳二次穿插机构6包括前端设置的二次主绳抓手7,后部设置主绳二次抓取伸缩8。二次主绳抓手7在主绳二次抓取伸缩8驱动下穿过一次环形圈,然后将将主绳的一次环形圈上部抓取,并从一次环形圈中回缩穿过,主绳局部折叠形成二次环形圈。主绳二次抓取伸缩8同样为气缸机构,动作速度快。
33.副绳同样是设有副绳缕绳抓手机构,其余主绳缕绳抓手结构相同。副绳穿插通过副绳穿插机构13实现,副绳穿插机构13设有副绳抓手14和副绳抓取伸缩15,副绳抓手14抓住副绳,将副绳从主绳的二次环形圈中穿插。
34.副绳穿插到主绳的二次环形圈后,需要将主绳拉紧,以将各部分进行固定,因此设置了主绳上部拉紧机构,主绳上部拉紧机构由绳辊驱动实现,具体使用时,副绳从主绳的二次环形圈中穿插后绳辊驱动将主绳辊倒转,实现将主绳源头端拉紧目的。
35.本发明中主绳一次穿插和二次穿插运动路径较长,为此设置了主绳抓取伸缩驱动机构,主绳抓取伸缩驱动机构包括水平驱动部23、竖向驱动部和水平移动部,所述主绳一次穿插机构3的旋转机构设置在主绳抓取伸缩上,主绳抓取伸缩和主绳二次穿插机构6的主绳二次抓取伸缩8设置在水平移动部上,水平移动部设置在竖向驱动部的驱动端,竖向驱动部设置在吨包袋的提绳挂袋上方位置。当主绳抓取伸缩和主绳二次抓取伸缩移动距离不够时,通过水平驱动部23补充伸缩距离。
36.水平驱动部23为滑轨结构和气缸的组合,滑轨结构的横向轨道设置在机架顶部,水平滑块在横向轨道上移动,竖向驱动部设置在水平滑块上,气缸的缸体固定于机架,伸出杆端部连接于竖向驱动部上。水平驱动部23驱动主绳一次穿插机构3和主绳二次穿插机构6整体的移动。竖向驱动部为竖向结构和竖向气缸的组合,竖向气缸的缸体固定于竖向结构上,竖向气缸的伸出杆端部连接所述的水平移动部。
37.水平移动部上设置主绳一次穿插机构3和主绳二次穿插机构6,具体的主绳一次穿插机构3在上,主绳二次穿插机构6在下。具体的主绳一次穿插机构3的主绳抓取伸缩的缸体固定在水平移动部上,主绳二次穿插机构6的主绳二次抓取伸缩8的缸体固定在水平移动部上。
38.主绳和副绳从绳辊中绕出需要进行多次转向,为此设置多个主绳转向滑轮和多个副绳转向滑轮,将主绳从主绳辊1上引导出并转向吨包袋的提绳上方,副绳转向滑轮将副绳
从副绳辊12上引导出并转向主绳一侧。
39.本发明中,主绳抓取伸缩驱动机构的水平驱动部23的水平轨道和主绳定位机构固定在横梁上,实现驱动机构悬空设置,以进行抓取操作。
40.本发明中,机架下部还设有吨包袋传送机构,吨包袋传送机构的在末端位置设置卷袋滚轴,吨包袋的提绳由主绳和副绳系绳成串后由卷袋滚轴将吨包袋卷成辊。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。