1.本发明涉及一种汽车风挡玻璃临时固定的撕贴胶带机构,属于自动化设备技术领域。
背景技术:
2.汽车行业生产装配中,风挡玻璃涂胶、安装是一项很重要的环节;安装精度尤为重要,风挡玻璃在生产线上涂完胶并安装后,胶没有干,玻璃位置没有完全固定,有可能滑移,需要用粘度强的胶带将风挡玻璃进行临时固定,以防止玻璃下滑,人工撕粘接胶带工作强度大,效率低,在生产线上工作存在危险。
技术实现要素:
3.为解决现有技术存在的缺陷,本发明的目的是提供一种代替人工、提高效率的汽车风挡玻璃临时固定的撕贴胶带机构。
4.本发明的技术方案是:一种汽车风挡玻璃临时固定的撕贴胶带机构,包括与机械手相连的贴胶带装置,以及向所述贴胶带机构供料的切送胶带装置;
5.所述切送胶带装置包括,通过胶带平移气缸驱动与底板滑动连接的滑动安装板,滑动安装板一端固定有胶带拉出气缸,胶带拉出气缸连接驱动胶带夹紧气缸与滑动安装板滑动连接,胶带夹紧气缸侧部固定有胶带上夹板,胶带上夹板夹紧端下方设有相配合的胶带下夹板,所述胶带下夹板连接胶带夹紧气缸的输出端,胶带夹紧气缸对侧设有固定在滑动安装板上的胶带下支撑,所述胶带下支撑上开有用于胶带下夹板通过的让位槽,胶带初固定块与胶带下支撑相邻,胶带初固定块固定在立柱上,立柱底部固定在底板上,固定在立柱上的胶带卡座与胶带初固定块相对,胶带初固定块上方设有可上下移动的胶带切刀。
6.所述胶带切刀顶部连接过渡安装块,过渡安装块连接切胶带气缸,切胶带气缸固定在立柱上,胶带切刀贯穿胶带压块,胶带压块两端固定有导向柱,导向柱外周设有缓冲弹簧,导向柱顶部贯穿并滑动连接过渡安装块,导向柱顶部设有限位环,限位环可分离的与过渡安装块顶部贴合。
7.所述贴胶带装置包括,用于与机械手相连的连接块,连接块固定在上板上,若干导向轴贯穿并滑动连接所述上板,所述导向轴底部固定在中板上,升降气缸固定在上板上,升降气缸的输出端固定在中板上,中板滑动连接下板,下板滑动连接底架,压辊升降气缸与所述底架固定连接,压辊升降气缸底部的输出端连接压辊和推板,推板两侧分别转动连接有推辊a和推辊b,所述推辊a与叉型板侧部斜面相对,推辊b与直板相对,叉型板与直板之间连接有拉簧,叉型板和直板顶部均转动连接下板,下板上设有用于限制直板转动行程的限位块,下板底部设有缓冲块,直板侧部设有上压块a,所述上压块a通过转轴与直板转动连接,直板底部设有胶带下支撑辊a,与胶带下支撑辊a相配合的上压块a转动连接直板,所述上压块a端部设有顶柱a,叉型板底部设有胶带下支撑辊b,所述胶带下支撑辊b上设有相配合的上压块b,所述上压块b与连接臂b相连,连接臂b转动连接叉型板,连接臂b底部设有顶柱b。
8.所述中板与平移气缸a固定连接,平移气缸a输出端与下板固定相连,所述下板上设有导轨a,固定在中板底部的滑块a与所述导轨a滑动连接。
9.所述下板底部固定有导轨b,固定在底架上的滑块b滑动连接所述导轨b,平移气缸b固定在下板上,平移气缸b的输出端固定在底架上。
10.所述缓冲块为聚氨酯块,所述聚氨酯块通过连接臂a与下板连接。
11.所述底板上设有支撑杆a和支撑杆b,所述支撑杆a顶端设有用于推动顶柱a的推块a,所述支撑杆b顶端设有用于推动顶柱b的推块b。
12.本发明的有益效果是:代替人工进行,自动对风挡玻璃用胶带进行临时固定,提高效率,节省人力成本,避免人工操作存在的安全隐患。
附图说明
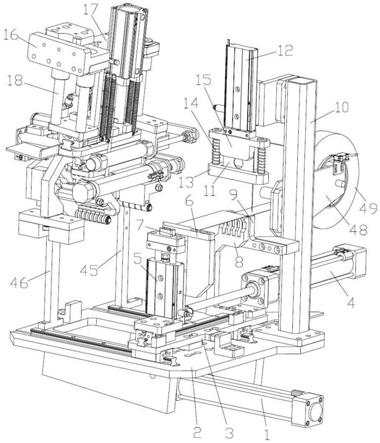
13.图1为本发明的结构示意图;
14.图2为本发明的局部放大图一;
15.图3为本发明的局部放大图二。
16.图中附图标记如下:1、胶带平移气缸,2、底板,3、滑动安装板,4、胶带拉出气缸,5、胶带夹紧气缸,6、胶带上夹板,7、胶带下夹板,8、胶带下支撑,9、胶带初固定块,10、立柱,11、胶带切刀,12、切胶带气缸,13、胶带压块,14、缓冲弹簧,15、过渡安装块,16、连接块,17、上板,18、导向轴,19、中板,20、升降气缸,21、下板,22、平移气缸a,23、导轨a,24、滑块a,25、底架,26、导轨b,27、滑块b,28、平移气缸b,29、压辊升降气缸,30、压辊,31、推板,32、叉型板,33、直板,34、拉簧,35、上压块a,36、胶带下支撑辊a,37、转轴,38、限位块,39、缓冲块,40、连接臂a,41、胶带下支撑辊b,42、上压块b,43、连接臂b,44、顶柱b,45、支撑杆a,46、支撑杆b,47、推块b,48、胶带卡座,49、胶带卷,50、胶带。
具体实施方式
17.下面结合附图1-3对本发明做进一步说明:
18.一种汽车风挡玻璃临时固定的撕贴胶带机构,包括与机械手相连的贴胶带装置,以及向所述贴胶带机构供料的切送胶带装置;所述切送胶带装置包括,通过胶带平移气缸1驱动与底板2滑动连接的滑动安装板3,滑动安装板3一端固定有胶带拉出气缸4,胶带拉出气缸4连接驱动胶带夹紧气缸5与滑动安装板3滑动连接,胶带夹紧气缸5侧部固定有胶带上夹板6,胶带上夹板6夹紧端下方设有相配合的胶带下夹板7,所述胶带下夹板7连接胶带夹紧气缸5的输出端,胶带夹紧气缸5对侧设有固定在滑动安装板3上的胶带下支撑8,所述胶带下支撑8上开有用于胶带下夹板7通过的让位槽,胶带初固定块9与胶带下支撑8相邻,胶带初固定块9固定在立柱10上,立柱10底部固定在底板2上,固定在立柱10上的胶带卡座48与胶带初固定块9相对,胶带初固定块9上方设有可上下移动的胶带切刀11,人工将胶带卷49放置在胶带卡座48上,拉出胶带头至胶带初固定块9处并粘在上面,粘贴处留出余量,胶带拉出气缸4收回,带动胶带上夹板6、胶带下夹板7向胶带端头靠近并分居胶带端头上下两侧,胶带夹紧气缸带动胶带下夹板7上移与胶带上夹板6配合将胶带夹紧,然后胶带拉出气缸4伸出,胶带被拉出一定长度,待胶带切刀11切割。
19.所述胶带切刀11顶部连接过渡安装块15,过渡安装块15连接切胶带气缸12,切胶
带气缸12固定在立柱10上,胶带切刀11贯穿胶带压块13,胶带压块13两端固定有导向柱,导向柱外周设有缓冲弹簧14,导向柱顶部贯穿并滑动连接过渡安装块15,导向柱顶部设有限位环,限位环可分离的与过渡安装块15顶部贴合。切割胶带时,切胶带气缸12带动胶带切刀11和胶带压块13下移,未接触胶带前,胶带压块13下表面低于胶带切刀11,从而先行与胶带接触,胶带切刀11在切胶带气缸12作用下继续下移,缓冲弹簧14被压缩,产生弹力作用在胶带压块13上,胶带压块13对胶带的压力增加,将胶带压住,胶带切刀11继续下移将压紧的胶带切断,切断的胶带一端由胶带上下夹板夹紧,另一端停放在胶带下支撑块8上,切割工序完成后,切胶带气缸12带动胶带切刀11以及胶带压块13等上移复位。
20.所述贴胶带装置包括,用于与机械手相连的连接块16,连接块16固定在上板17上,若干导向轴18贯穿并滑动连接所述上板17,所述导向轴18底部固定在中板19上,升降气缸20固定在上板17上,升降气缸20的输出端固定在中板19上,中板19滑动连接下板21,下板21滑动连接底架25,压辊升降气缸29与所述底架25固定连接,压辊升降气缸29底部的输出端连接压辊30和推板31,推板31两侧分别转动连接有推辊a和推辊b,所述推辊a与叉型板32侧部斜面相对,推辊b与直板33相对,叉型板32与直板33之间连接有拉簧34,叉型板32和直板33顶部均转动连接下板21,下板21上设有用于限制直板33转动行程的限位块38,下板21底部设有缓冲块39,所述缓冲块39为聚氨酯块,所述聚氨酯块通过连接臂a40与下板21连接,直板33侧部设有上压块a35,所述上压块a35通过转轴37与直板33转动连接,直板33底部设有胶带下支撑辊a36,与胶带下支撑辊a36相配合的上压块a35转动连接直板33,所述上压块a35端部设有顶柱a,叉型板32底部设有胶带下支撑辊b41,所述胶带下支撑辊b41上设有相配合的上压块b42,所述上压块b42与连接臂b43相连,连接臂b43转动连接叉型板32,连接臂b43底部设有顶柱b44。所述中板19与平移气缸a22固定连接,平移气缸a22输出端与下板21固定相连,所述下板21上设有导轨a23,固定在中板19底部的滑块a24与所述导轨a23滑动连接。所述下板21底部固定有导轨b26,固定在底架25上的滑块b27滑动连接所述导轨b26,平移气缸b28固定在下板21上,平移气缸b28的输出端固定在底架25上。所述底板2上设有支撑杆a45和支撑杆b46,所述支撑杆a45顶端设有用于推动顶柱a的推块a,所述支撑杆b46顶端设有用于推动顶柱b44的推块b47。接料时,机械手带动贴胶带装置移动到支撑杆a45和支撑杆b46上,移动到位后,推块a和推块b47分别推动顶柱a和顶柱b44,使得上压块a35转动,与胶带下支撑辊a36分开产生间隙a,顶柱b44带动连接臂b43转动,从而带动上压块b42与胶带下支撑辊b41分开产生间隙b,胶带平移气缸1带动胶带夹紧气缸5及夹持的切割后的胶带50移动,使胶带50两端分别移动至间隙a和间隙b中,胶带夹持气缸5带动胶带下夹板7下移,将胶带50松开,机械手带动贴胶带装置上移,推块a、推块b47与顶柱a和顶柱b44分离,上压块a35和连接臂b43、上压块b42在重力作用下旋转复位,上压块a35压在胶带下支撑辊a35上,从而将胶带50一端夹紧,上压块b42压在胶带下支撑辊b41上,从而将胶带50另一端夹紧,胶带50两端夹紧后被机械手带到预定区域,平移气缸a22动作,带动下板21移动,下板21通过底架25带动胶带50移动到待粘贴区域,即车体与玻璃的结合部的上方,升降气缸20动作,带动中板19下移,中板19带动下板21同步下移,下板21带动缓冲块39下移,缓冲块39压到玻璃上,使玻璃与车体合实不发生串动,压辊升降气缸29动作,带动压辊30和推板31下移,推板31一侧的推辊a与叉型板32侧部斜面接触并推动叉型板32逆时针转动(如图3所示),叉型板32带动连接臂b43逆时针转动(如图2所示),连接臂b43带动上压块b42逆时针转动,与胶带
下支撑辊b41分离,松开胶带50的一端,与胶带50同一端的压辊30下移与胶带50接触,将松开端的胶带50压到并粘贴到玻璃上,平移气缸b28动作,带动底架25向左移动(如图3所示),底架带动压辊30左移,压辊30沿胶带上表面向左侧(即胶带50的另一端)滚动,胶带50压辊30的移动路径低于上压块a35和胶带下支撑辊a36,夹持在二者之间的胶带50的另一端被压辊30斜向下拉,推板31侧部的推辊b推动直板33转动,使上压块a35和胶带下支撑辊a36与胶带50分离,胶带50被粘贴在玻璃与车体的结合部,利用胶带50对玻璃进行临时固定。胶带50粘贴完毕后,压辊30右移(如图3所示),压辊30右移过程中,还能对胶带进一步压实,压辊30右移到位后,机械手动作,带动贴胶带装置离开,装置进入下一工作循环。
21.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
