1.本实用新型涉及夹具技术领域,特别涉及一种发动机壳体气孔加工夹具。
背景技术:
2.四冲程发动机壳体的进气孔和排气孔均为有倾斜角度的孔,由于发动机壳体结构复杂,其底面并不平整,因此发动机壳体定位较困难,而且发动机壳体较大,无法用普通夹具夹持,目前发动机壳体都是通过单独的压块、垫块调节定位,发动机壳体的定位非常繁杂,加工效率低。
技术实现要素:
3.有鉴于此,本实用新型的目的在于提供一种加工稳定性更好、加工效率高的发动机壳体气孔加工夹具。
4.根据本实用新型的一个方面,提供了发动机壳体气孔加工夹具,包括底板、第一定位销、第二定位销、第一夹紧件、第二夹紧件和斜楔连接块,所述第一定位销和第二定位销并列固定于底板的一侧,所述第一夹紧件固定于底板并与第一定位销相对配合,所述第二夹紧件固定于底板并与第二定位销相对配合,所述斜楔连接块固定于底板的另一侧。
5.进一步地,发动机壳体气孔加工夹具还包括第一定位块和第二定位块,所述第一定位块和第二定位块固定于底板,所述第一定位块位于第一定位销和第一夹紧件之间,所述第二定位块位于第二定位销和第二夹紧件之间。由此,第一定位块和第二定位块用于对发动机壳体进行定位。
6.进一步地,所述第一夹紧件包括第一立柱、第一夹紧螺母和第一夹紧片,所述第一立柱的一端固定于底板,所述第一夹紧螺母套装于第一立柱的另一端并与第一立柱螺纹连接,所述第一夹紧片套装于第一立柱外并与第一立柱间隙配合,所述第一夹紧片位于第一夹紧螺母和底板之间。由此,第一夹紧件可与第一定位块配合以夹持发动机壳体的一侧边。
7.进一步地,所述第二夹紧件包括第二立柱、第二夹紧螺母和第二夹紧片,所述第二立柱的二端固定于底板,所述第二夹紧螺母套装于第二立柱的另二端并与第二立柱螺纹连接,所述第二夹紧片套装于第二立柱外并与第二立柱间隙配合,所述第二夹紧片位于第二夹紧螺母和底板之间。由此,第二夹紧件可与第二定位块配合以夹持发动机壳体的另一侧边。
8.进一步地,所述斜楔连接块呈直角三角形的板状结构,所述斜楔连接块一条直角边与底板固定连接,所述斜楔连接块设有贯穿所述斜楔连接块的安装夹紧孔,所述安装夹紧孔为条形孔。由此,以螺杆穿过安装夹紧孔可将本实用新型的发动机壳体气孔加工夹具固定于加工中心上,条形孔安装夹紧孔可以方便调节夹具在加工中心上的位置。
9.进一步地,所述斜楔连接块的斜边设有安装定位孔。由此,安装定位孔用于与加工中心上的定位柱配合以实现夹具在加工中心上的精确定位。
10.进一步地,所述斜楔连接块并列设置为两块。由此,两块斜楔连接块可实现夹具与
加工中心的稳定连接。
11.本实用新型的有益效果是:通过第一夹紧件与第一定位销配合夹住发动机壳体的一侧边,第二夹紧件与第二定位销配合夹住发动机壳体的另一侧边,可以将发动机壳体固定于底板的一侧。通过固定于底板的第一定位块和第二定位块进行定位,定位精准便捷。通过斜楔连接块与加工中心的工作平面固定连接,使本夹具安装平面与加工中心工作台平面之间有固定夹角以便于加工具有倾斜角度的进气孔和排气孔,一次装夹可加工多个气缸的进气和出气孔,加工稳定性更好、加工效率高、加工精度高。
附图说明
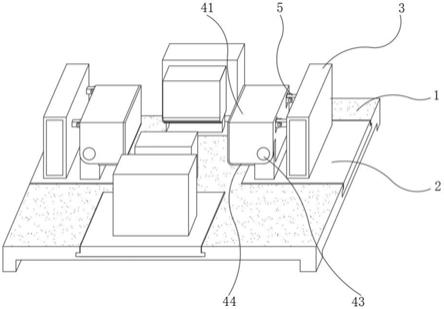
12.图1为本实用新型一实施方式的发动机壳体气孔加工夹具的结构示意图;
13.图2为图1所示的发动机壳体气孔加工夹具的主视结构示意图;
14.图3为图1所示的发动机壳体气孔加工夹具的左视结构示意图;
15.图4为图1所示的发动机壳体气孔加工夹具的另一视角结构示意图。
16.附图中:底板-1、第一定位销-2、第二定位销-3、第一夹紧件-4、第一立柱-41、第一夹紧螺母-42、第一夹紧片-43、第二夹紧件-5、第二立柱-51、第二夹紧螺母-52、第二夹紧片-53、斜楔连接块-6、安装夹紧孔-61、安装定位孔-62、第一定位块-7、第一定位面-71、和第二定位块-8、第二定位面81。
具体实施方式
17.下面结合附图对实用新型作进一步详细的说明。
18.图1~图4示意性地显示了根据本实用新型的一种实施方式的发动机壳体气孔加工夹具。
19.参照图1~图4,发动机壳体气孔加工夹具,包括底板1、第一定位销2、第二定位销3、第一夹紧件4、第二夹紧件5、斜楔连接块6、第一定位块7和第二定位块8。第一定位销2和第二定位销3并列固定于底板1的一侧,第一夹紧件4固定于底板1并与第一定位销2相对配合,第二夹紧件5固定于底板1并与第二定位销3相对配合。斜楔连接块6固定于底板1的另一侧,斜楔连接块6并列设置为两块。
20.第一定位块7和第二定位块8固定于底板1,第一定位块7位于第一定位销2和第一夹紧件4之间,第二定位块8位于第二定位销3和第二夹紧件5之间。第一定位块7的上侧设有第一定位面71,第二定位块8的上侧设有第二定位面81。由此,第一定位块和第二定位块可以抵紧发动机壳体两端的底面以对发动机壳体的两端进行定位。
21.第一夹紧件4包括第一立柱41、第一夹紧螺母42和第一夹紧片43。第一立柱41的一端固定于底板1,第一夹紧螺母42套装于第一立柱41的另一端并与第一立柱41螺纹连接。第一夹紧片43的一端套装于第一立柱41外并与第一立柱41间隙配合,第一夹紧片43的另一端侧向伸出并与第一定位面71相对。第一夹紧片43位于第一夹紧螺母42和底板1之间。第一夹紧片43扣在发动机壳体一侧面的凹槽上,拧紧第一夹紧螺母42则可以夹紧发动机壳体的一侧边。
22.第二夹紧件5包括第二立柱51、第二夹紧螺母52和第二夹紧片53。第二立柱51的二端固定于底板1,第二夹紧螺母52套装于第二立柱51的另二端并与第二立柱51螺纹连接。第
二夹紧片53的一端套装于第二立柱51外并与第二立柱51间隙配合,第二夹紧片53的另一端侧向伸出并与第二定位面81相对。第二夹紧片53位于第二夹紧螺母52和底板1之间。第二夹紧片53扣在发动机壳体另一侧面的凹槽上,拧紧第二夹紧螺母52则可以夹紧发动机壳体的另一侧边。
23.斜楔连接块6呈直角三角形的板状结构,三角形斜楔连接块6的一条直角边与底板1焊接固定。斜楔连接块6设有侧向贯穿斜楔连接块6的安装夹紧孔61,安装夹紧孔61为条形孔。斜楔连接块6的斜边设有安装定位孔62,每块斜楔连接块6设置两个安装定位孔62。三角形斜楔连接块6的斜边与加工中心的工作平台安装平面贴合,使得本夹具安装平面与加工中心工作台平面之间有固定夹角,夹角的角度与进气孔和排气孔的倾斜角度一致。
24.本实用新型的发动机壳体气孔加工夹具用于加工中心上,用于夹持四冲程发动机的发动机壳体以对发动机壳体上的进气孔和排气孔进行加工。四冲程发动机的发动机壳体设有并列的四组个活塞行程,需要加工四组相对的进气孔和排气孔。安装时,将发动机壳体中的两个孔对准夹具上的两个定位销第一定位销2和第二定位销3,垂直放下使发动机壳体的两端放在第一定位块7和第二定位块8上与第一定位面71和第二定位面81贴合,定位完成。然后将夹紧垫片第一夹紧片43和第二夹紧片53扣紧发动机壳体两侧面的凹槽上,用扳手拧紧夹紧螺母第一夹紧螺母42和第二夹紧螺母52,夹紧完成。再将斜楔连接块6的斜边与加工中心的工作平台安装平面贴合,以安装定位孔62与加工中心的定位柱配合,以螺杆穿过安装夹紧孔61将夹具固定于加工中心。加工一侧气缸的进气孔后,将发动机壳体取下并旋转180度安装后再加工对向一侧的出气孔,即可将发动机壳体的所有进出气孔加工完成。
25.最后应说明的是:以上所述的各实施例仅用于说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或全部技术特征进行等同替换;而这些修改或替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。