1.本发明涉及保温材料技术领域,具体涉及一种复合玻璃棉保温材料及其制备方法。
背景技术:
2.随着自主游的不断兴起,越来越的多人,喜欢在野外进行露营,享受大自然的清晨与夜晚。
3.传统的野外露营搭帐篷,多为防水等三防材质制成;由于户外野营,经常在高山等高海拔或气温较低的区域,因此需要一种保温且质地较轻,易于运输、同时价格便宜的保温材料。
4.但是传统的材料采用多层材料叠加复合在一起,这样一来,在长期的使用过程中,由于不断的折叠与打包;就容易造成损耗;同时采用多种材料叠加复合的材料不具备保温防寒的功能;高海拔地区使用不方便;而采用填充物进行防寒措施的保温材料,由于填充物本身的蓬松性,而导致在寒湿天气,其保温效果削弱,且传统的填充物本身易燃,就使得在在帐篷内生火,容易引燃帐篷;并且多层不同材料的叠加工艺,也使得生产过程复杂,成品质量难以把控,检测方式复杂。
技术实现要素:
5.针对现有技术中的缺陷,本发明提供一种复合玻璃棉保温材料及其制备方法,以提高保温性的同时,还具备抗燃和防水功能,同时单一材料制成,且工艺步骤简单。
6.第一方面,本发明提供的一种复合玻璃棉保温材料,包括:保温层、外壳层和支撑层;所述支撑层设置在所述保温层中,所述外壳层设置在保温层上;其中保温层、支撑层和外壳层均采用相同材料,且保温层、外壳层和支撑层为一体结构。
7.由上述技术方案可知,本发明提供的一种复合玻璃棉保温材料的有益效果:通过单一材料在不同温度下的叠加组合方式,减少了由于不同材料叠加而造成的工艺成本;同时另一方面,单一材料的制备过程中,备料简单;其中所采用的一体式结构,就是将单一材料进行组合成一体,使得在使用过程中不怕折叠,且玻璃棉材料有效防火。
8.进一步的,所述保温层的表观密度为40~50kg/m3,厚度为40~120mm,导热系数≤0.024w/(m
·
k),垂直于板面方向的抗拉强度≥0.12mpa,燃烧性能为b1级,氧指数大于32%。
9.进一步的,所述外壳层厚度为1~5mm。实际运用中,该外壳的表观密度为60~90kg/m3,导热系数≤0.014w/(m
·
k),垂直于板面方向的抗拉强度≥ 0.21mpa,燃烧性能为b1级,氧指数大于42%。这样一来,外壳层就能够有效的避免高温,同时还能够保护保温层,且在实际运用中,对保温层起到一定的支撑用,与支撑层一起,将保温层处于两者之间,分别保护保温层。
10.进一步的,所述支撑层具有中硬段和深入段,所述深入段设置在所述中硬段两侧,
且深入段位于保温层中;其中,中硬段的表观密度为50~75kg/m3。实际运用中,该设计中的中硬段处的表观密度为50~75kg/m3,这样就能保证支撑层的表面对保温层的支撑,同时深入段在保温层中,就能有效的防止保温层与支撑层的分离。
11.进一步的,所述深入段还具有外钩处;所述外钩处设置在所述深入段上,且位于其顶部位置,并向一侧边方向延伸。实际运用中,该设计更进一步地保证了保温层与支撑的结合,所述深入段具有多处,且均布设置中硬段上。其中外钩处的大小不同,延伸距离不同;这样就更进一步的加强了支撑层与保温层之间的连接。
12.第二方面,本发明提供的一种复合玻璃棉保温材料制备方法,包括如下步骤:
13.步骤1:配料:混合废玻璃渣、膨胀黑曜岩、钾长石、硼砂,用振动球磨机研磨5-8h,得混合粉料,再70℃干燥1-2h,备用;
14.步骤2:熔制:将干燥后混合粉料在300-600℃预热2-3h,再以 5-10℃/min的速率升温至900-1200℃,保温软化至完全熔融,得玻璃熔体;
15.步骤3:喷吹拉丝:向玻璃熔体中加入发泡组合物,迅速搅拌均匀,并进行离心喷吹,离心盘的转速为3200-3600rad/min,温度为780-820℃,玻璃熔体在离心力作用下,穿过离心盘侧壁孔道,被拉伸成玻璃棉纤维丝;
16.步骤4:定型:利用空气喷涂技术将粘结剂均匀喷涂到玻璃棉纤维丝表面,进行定型;
17.步骤5:挤压支撑层,将定型后的玻璃棉进行挤压,形成支撑层;
18.步骤6:二次吹丝,向支撑层表面均匀喷涂玻璃棉纤维,形成覆盖支撑层的保温层;
19.步骤7:表面硬化,向保温层表面进行硬化处理。
20.进一步的,步骤4中,其中定型时间在5-20min。实际运用中,定型时间短,是为了挤压支撑层做准备,减少支撑层制成时间。
21.进一步的,步骤5中,挤压制成支撑层时,其中挤压时间在1-2min,且挤压表面温度保持在100℃~180℃。该方式方便后续的二次吹丝工艺中,保温层与支撑层的连接。
22.进一步的,步骤7中,硬化处理采用激光烧结处理。通过激光烧结,实现表面硬化,进而实现外壳层。
23.由上述技术方案可知,本发明提供的一种复合玻璃棉保温材料制备方法的有益效果:通过前期配料和熔制得到该保温材料,在通过喷丝挤压定型,实现支撑层,通过二次吹丝,实现保温层,最后通过表面硬化实现外壳层。这样一来通过以上工艺步骤,就能够实现该保温材料的制成,简化了成本。
附图说明
24.为了更清楚地说明本发明具体实施方式,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,各元件或部分并不一定按照实际的比例绘制。
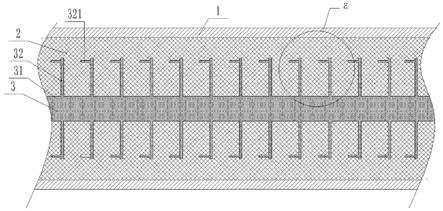
25.图1为本发明一实施例提供的一种复合玻璃棉保温材料的结构示意图;
26.图2为图1所示的a处放大示意图;
27.图3为本发明另一实施例提供的一种复合玻璃棉保温材料制备方法的流程示意图;
28.附图标记:
29.外壳层1、保温层2、支撑层3、中硬段31、深入段32、外钩处321。
具体实施方式
30.下面将结合附图对本发明技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本发明的技术方案,因此只作为示例,而不能以此来限制本发明的保护范围。
31.实施例1:
32.如图1-图3所示,本实施例提供的一种复合玻璃棉保温材料及其制备方法,以提高保温性的同时,还具备抗燃和防水功能。
33.一种复合玻璃棉保温材料,包括:外壳层1、保温层2和支撑层3;所述支撑层3设置在所述保温层2中,所述外壳层1设置在保温层2上;其中保温层2、支撑层3和外壳层1均采用相同材料,且保温层2、外壳层1和支撑层 3为一体结构。通过单一材料的,不同温度下的叠加组合方式,减少了由于不同材料叠加而造成的工艺成本;同时另一方面,单一材料的制备过程中,备料简单;其中所采用的一体式结构,就是将单一材料进行组合成一体,使得在使用过程中不怕折叠,且玻璃棉材料,有效防火。
34.在本实施例中,所述保温层2的表观密度为40~50kg/m3,厚度为40~ 120mm,导热系数≤0.024w/(m
·
k),垂直于板面方向的抗拉强度≥0.12mpa,燃烧性能为b1级,氧指数大于32%。
35.在本实施例中,所述外壳层1厚度为1~5mm。实际运用中,该外壳的表观密度为60~90kg/m3,导热系数≤0.014w/(m
·
k),垂直于板面方向的抗拉强度≥0.21mpa,燃烧性能为b1级,氧指数大于42%。这样一来,外壳层1,就能够有效的避免高温,同时还能够保护保温层2,且在实际运用中,对保温层2起到一定的支撑用,与支撑层3一起,将保温层2处于两者之间,分别保护保温层2。
36.在本实施例中,所述支撑层3具有中硬段31和深入段32,所述深入段32 设置在所述中硬段31两侧,且深入段32位于保温层2中;其中,中硬段31 的表观密度为50~75kg/m3。实际运用中,该设计中的中硬段31处的表观密度为50~75kg/m3,这样就能保证支撑层3的表面对保温层2的支撑,同时深入段32在保温层2中,就能有效的防止保温层2与支撑层3的分离。
37.在本实施例中,所述深入段32还具有外钩处321;所述外钩处321设置在所述深入段32上,且位于其顶部位置,并向一侧边方向延伸。实际运用中,该设计更进一步地保证了保温层2与支撑的结合,所述深入段32具有多处,且均布设置中硬段31上。其中外钩处321的大小不同,延伸距离不同;这样就更进一步的加强了支撑层3与保温层2之间的连接。
38.实施例2:
39.如图1-图3所示,在本实施例中,提供了一种复合玻璃棉保温材料制备方法,采用单一材料制成,且工艺步骤简单,包括如下步骤:
40.步骤1:配料:混合废玻璃渣、膨胀黑曜岩、钾长石、硼砂,用振动球磨机研磨5-8h,得混合粉料,再70℃干燥1-2h,备用;
41.步骤2:熔制:将干燥后混合粉料在300-600℃预热2-3h,再以5-10 ℃/min的速率
升温至900-1200℃,保温软化至完全熔融,得玻璃熔体;
42.步骤3:喷吹拉丝:向玻璃熔体中加入发泡组合物,迅速搅拌均匀,并进行离心喷吹,离心盘的转速为3200-3600rad/min,温度为780-820℃,玻璃熔体在离心力作用下,穿过离心盘侧壁孔道,被拉伸成玻璃棉纤维丝;
43.步骤4:定型:利用空气喷涂技术将粘结剂均匀喷涂到玻璃棉纤维丝表面,进行定型;
44.步骤5:挤压支撑层3,将定型后的玻璃棉进行挤压,形成支撑层3;
45.步骤6:二次吹丝,向支撑层3表面均匀喷涂玻璃棉纤维,形成覆盖支撑层3的保温层2;
46.步骤7:表面硬化,向保温层2表面进行硬化处理。
47.实际运用过程中,通过前期配料和熔制得到该保温材料,在通过喷丝挤压定型,实现支撑层3,通过二次吹丝,实现保温层2,最后通过表面硬化实现外壳层1。这样一来通过以上工艺步骤,就能够实现该保温材料的制成。简化了成本。
48.在本实施例中,步骤4中,其中定型时间在5-20min。实际运用中,定型时间短,是为了挤压支撑层3做准备,减少支撑层3制成时间。
49.在本实施例中,步骤5中,挤压制成支撑层3时,其中挤压时间在1-2min,且挤压表面温度保持在100℃~180℃。该方式,方便后续的二次吹丝工艺中,保温层2与支撑层3的连接。
50.在本实施例中,步骤7中,硬化处理采用激光烧结处理。通过激光烧结,实现表面硬化,进而实现外壳层1的表面硬化。
51.综上所述,该一种复合玻璃棉保温材料及其制备方法,不仅实现了材料本身保温抗燃的双重特性,同时还具备制成工艺流程简单,制成原料少等特点,节省了时间成本,同时该材料保温抗燃,适用于行业推广。
52.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。