1.本发明涉及智能制造技术,具体涉及双前分平台式工业物联网及控制方法。
背景技术:
2.在产品智能制造领域中,智能产品生产线上涉及多个智能制造设备,多个智能制造设备按照上下游关系依次设置,将需要制造的零部件、组件或产品依次完成装配,形成产品。现有技术中,由于上下游的智能制造设备需要综合考虑各个智能制造设备的单位产品制造量,比如,当上游设备单位时间的量产时间为五台,则其下游设备单位时间的制造量最好是大于等于五台,避免上游设备制造的工件堆积到下游设备无法及时消化,若下游设备单位时间的制造量小于五台,则会导致上游设备暂停作业(一般不会关机,因关机再开机,部分设备能耗高、耗时长,还需要进行预热、预调控等,成本和工时较长),待下游设备完成堆积的工件生产后才能再次作业,导致上游设备消耗大量空载时间,而在上游设备停止作业时,其上上游设备也要做出相应调整,导致整个生产线都出现产品制造量调整,影响了整个工序的进行和有序的配合。
3.而在实际应用中,当产品规定生产量无法在规定时间内完成时,一般需要增加各个环节中工件的制造量,这就需要考虑如何整体调整而不会超过各个环节的设备的最大生产量,由于产品需要的配件、零部件、组件等结构加工制造的工序较多较复杂,涉及不同车间、不同工序及不同设备的整体协调,其中涉及的数据量巨大,数据类型较多,现有物联网无法满足如此复杂繁琐的应用环境和数据处理,从而导致现有技术中往往仅能将流水线按照车间、工序或者不同的部件加工位分成若干个小分区分别进行控制,无法做到整体协调,管理者无法从整体上对产品所有生产设备的产量进行调控和管理。
技术实现要素:
4.本发明所要解决的技术问题是提供一种双前分平台式工业物联网,该物联网通过合理的运算设计和数据传输处理设计,仅利用产品制造量修改数值/产品制造量可修改数值作为主要传输数据,从而不仅简化了各个生产线设备的数据传输复杂程度,且减少了各个平台的数据处理量,降低了信息处理需求等级,在满足对整个生产线的所有生产线设备进行制造量控制的同时,还能降低物联网的运用等级和要求。
5.本发明通过下述技术方案实现:双前分平台式工业物联网,包括:依次交互的用户平台、服务平台、管理平台、传感网络平台和对象平台;其中,用户平台,被配置为终端设备,且交互于用户;服务平台,被配置为第一服务器,接收所述用户平台的指令并发送至所述管理平台,且从所述管理平台中提取处理所述用户平台需要的信息,并发送至所述用户平台;管理平台,被配置为第二服务器,且控制所述对象平台运行,并接收所述对象平台的反馈数据;传感网络平台,被配置为通信网络和网关,用于所述对象平台和所述管理平台交互;对象平台,被配置为执行制造和/或发出采购提醒的生产线设备,和产品计量器;所述服务平台采用集中式布置,所述管理平台和传感网络平台均采用前分平台式布置;所述集中式布
置指服务平台统一接收数据、统一处理数据和统一发送数据;所述前分平台式布置是指对应平台设置有一个总平台和多个分平台,多个分平台分别存储和处理下层平台发送的不同类型或不同接收对象的数据,一个总平台对多个分平台的数据进行汇总后存储和处理,并传输数据至上层平台;用户根据生产需要发送产品制造量修改指令;所述用户平台接收用户的指令修改生产线产品制造量,生成第一指令并将所述第一指令发送至服务平台;所述服务平台接收第一指令并进行处理,生成管理平台可识别的第二指令并送至管理平台的总平台;管理平台的总平台接收第二指令,并将第二指令分别同时发送至管理平台的多个分平台;管理平台的多个分平台对第二指令进行数据处理生成传感网络平台可识别的第三指令,第三指令分别通过管理平台的分平台传输至传感网络平台的总平台;传感网络平台的总平台接收第三指令,并将第三指令分别同时发送至传感网络平台的多个分平台;传感网络平台的多个分平台将第三指令与产品实时制造量数据进行数据整合,形成不同类型的组态文件,并将所述组态文件发送至对应的对象平台中;所述传感网络平台的分平台均设置有独立的分平台数据库,所述产品实时制造数据为对应对象平台存储于对应分平台数据库中的实时数据,该实时数据由产品计量器获取;所述对象平台接收对应传感网络平台的分平台发送的组态文件,并根据组态文件执行制造和/或发出采购提醒。
6.基于以上双前分平台式工业物联网,多个所述传感网络平台的分平台对应不同的生产线设备,每个生产线设备均对应配置有产品计量器;所述生产线设备将设备单位时间内最大产品制造量数据和产品计量器实时获取的产品实时制造数据存储分类存储至对应的传感网络平台的分平台;所述传感网络平台的分平台基于最大产品制造量数据和产品实时制造数据获取对应生产线设备的可修改产品制造量数据,将该可修改产品制造量数据通过对应分平台传输至传感网络平台的总平台;所述可修改产品制造量数据为最大产品制造量数据和产品实时制造数据的差值;所述传感网络平台的总平台将所有可修改产品制造量数据编译并打包发送至管理平台中对应的分平台;所述管理平台的总平台接收各个分平台的可修改产品制造量数据并进行解析,将解析得到的所有生产线设备的可修改产品制造量数据进行比对,获得最小值的可修改产品制造量数据作为最终的可修改产品制造量数值,并将最终的可修改产品制造量数值进行编译后传输至服务平台;服务平台接收最终的可修改产品制造量数值并解析,将解析获得的可修改产品制造量数值按照运算规则进行分解,形成不同的子数据集或者数组,将子数据集或者数组映射至产品制造量可修改数据表中,形成产品制造量可修改数据集并编译后发送至用户平台;所述产品制造量可修改数据表为服务平台中按照运算规则制定的用于填入子数据集或者数组数据的数据表。
7.基于以上双前分平台式工业物联网,所述运算规则为:将小于等于可修改产品制造量数值的所有自然数均作为可修改数值,将所有可修改数值形成顺序排序的数组;或,服务平台预设有可允许修改单位量,将可允许修改单位量与从零开始的自然数进行乘法运算,将所有运算结果小于可修改产品制造量数值的数值均作为子数据集;所述可允许修改单位量为每次生产线设备可以允许的最小产品制造量修改数值。
8.基于以上双前分平台式工业物联网,所述传感网络平台的分平台将生产线设备未根据组态文件执行制造前的产品实时制造数据作为基本数据;当对象平台根据所述组态文件执行制造后,用户平台发出数据回滚指令后,所述服务平台对数据回滚指令进行数据处理后发送至管理平台的总平台,管理平台的总平台将数据回滚指令分别同时发送至管理平
台的多个分平台,管理平台的多个分平台对数据回滚指令进行数据处理生成传感网络平台可识别的可识别数据,并发送至传感网络平台的总平台;传感网络平台的总平台接收数据回滚指令并将数据回滚指令数据处理后分别发送至传感网络平台的各个分平台;所述传感网络平台的分平台接收数据回滚指令并以各个分平台中的基本数据作为回滚数据进行回滚操作,将基本数据发送至生产线设备并更新覆盖现有的产品制造数量参数值。
9.基于以上双前分平台式工业物联网,所述传感网络平台的多个分平台将第三指令与产品实时制造量数据进行数据整合,形成不同类型的组态文件,并将所述组态文件发送至对应的对象平台中;具体为:传感网络平台的多个分平台将第三指令中提取产品制造量修改指令的数据,并将该数据中产品制造数量修改数值与产品实时制造量数据进行数值相加,获得产品实时制造数量参数值;将产品实时制造数量参数值对应不同生产线设备的运算规则形成不同类型的组态文件,并将所述组态文件发送至对应的对象平台中。
10.基于以上双前分平台式工业物联网,所述对象平台接收对应传感网络平台的分平台发送的组态文件,并根据组态文件执行制造,具体为:所述对象平台的生产线设备接收对应传感网络平台的分平台发送的组态文件,将组态文件作为更新文件,利用组态文件中的产品实时制造数量参数值更新迭代生产线设备中现有的产品制造数量参数值,所述生产线设备即控制单位时间内的产品制造数量。
11.基于以上双前分平台式工业物联网,当所述第一指令对应不同的执行时刻时,所述管理平台的分平台将所述执行时刻写入对应的第三指令中;所述传感网络平台的分平台数据库接收并存储所述第三指令时,所述传感网络平台的分平台利用分平台处理器提取所述执行时刻;当所述第三指令与产品实时制造量数据进行数据整合并形成组态文件后,将所述执行时刻写入组态文件中,所述对象平台接收对应传感网络平台的分平台发送的组态文件后,对象平台提取执行时刻并在执行时刻根据组态文件执行制造和/或发出采购提醒;所述分平台处理器设置于传感网络平台的分平台的网关中。
12.本发明基于以上双前分平台式工业物联网,还公开了一种双前分平台式工业物联网控制方法,所述控制方法包括:用户根据生产需要发送产品制造量修改指令;所述用户平台接收用户的指令修改生产线产品制造量,生成第一指令并将所述第一指令发送至服务平台;所述服务平台接收第一指令并进行处理,生成管理平台可识别的第二指令并送至管理平台的总平台;管理平台的总平台接收第二指令,并将第二指令分别同时发送至管理平台的多个分平台;管理平台的多个分平台对第二指令进行数据处理生成传感网络平台可识别的第三指令,第三指令分别通过管理平台的分平台传输至传感网络平台的总平台;传感网络平台的总平台接收第三指令,并将第三指令分别同时发送至传感网络平台的多个分平台;传感网络平台的多个分平台将第三指令与产品实时制造量数据进行数据整合,形成不同类型的组态文件,并将所述组态文件发送至对应的对象平台中;所述传感网络平台的分平台均设置有独立的分平台数据库,所述产品实时制造数据为对应对象平台存储于对应分平台数据库中的实时数据,该实时数据由产品计量器获取;所述对象平台接收对应传感网络平台的分平台发送的组态文件,并根据组态文件执行制造和/或发出采购提醒。
13.基于以上双前分平台式工业物联网控制方法,所述控制方法还包括:多个所述传感网络平台的分平台对应不同的生产线设备,每个生产线设备均对应配置有产品计量器;所述生产线设备将设备单位时间内最大产品制造量数据和产品计量器实时获取的产品实
时制造数据存储分类存储至对应的传感网络平台的分平台;所述传感网络平台的分平台基于最大产品制造量数据和产品实时制造数据获取对应生产线设备的可修改产品制造量数据,将该可修改产品制造量数据通过对应分平台传输至传感网络平台的总平台;所述可修改产品制造量数据为最大产品制造量数据和产品实时制造数据的差值;所述传感网络平台的总平台将所有可修改产品制造量数据编译并打包发送至管理平台中对应的分平台;所述管理平台的总平台接收各个分平台的可修改产品制造量数据并进行解析,将解析得到的所有生产线设备的可修改产品制造量数据进行比对,获得最小值的可修改产品制造量数据作为最终的可修改产品制造量数值,并将最终的可修改产品制造量数值进行编译后传输至服务平台;服务平台接收最终的可修改产品制造量数值并解析,将解析获得的可修改产品制造量数值按照运算规则进行分解,形成不同的子数据集或者数组,将子数据集或者数组映射至产品制造量可修改数据表中,形成产品制造量可修改数据集并编译后发送至用户平台;所述产品制造量可修改数据表为服务平台中按照运算规则制定的用于填入子数据集或者数组数据的数据表。
14.与现有技术相比,本发明的有益效果如下:本发明为协调所有生产线设备的产品制造量,以确保所有生产线设备能够合理进行增产或减产,将传感网络平台和管理平台均采用前分平台式布置,通过总平台统一整理和收发上下层数据,并通过不同的分平台作为不同生产线设备的数据处理或传输通道,从而将大量数据分类存储和处理,减少平台整体的数据处理量和计算压力,并且在传感网络平台将数据进行处理,形成不同的组态文件实现所有生产线设备的数据分类识别,还以可修改产品制造量数据作为数据上传,进而在确保所有生产线设备的合理调节的前提下进一步减少数据传输量,实现安全快捷的产品制造控制和数据收发。
附图说明
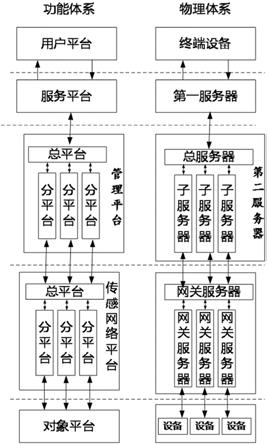
15.此处所说明的附图用来提供对本发明实施例的进一步理解,构成本技术的一部分,并不构成对本发明实施例的限定。在附图中:图1为双前分平台式工业物联网的结构框架图;图2是双前分平台式工业物联网控制方法的流程图;图3是根据本说明书一些实施例所示的管理平台的多个分平台对第二指令进行数据处理生成传感网络平台可识别的第三指令的示例性流程图;图4是根据本说明书一些实施例所示的涂料损耗预测模型结构的示意图;图5是根据本说明书一些实施例所示的产能预测模型结构的示意图。
具体实施方式
16.为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
17.如图1所示,本发明第一个实施例旨在提供一种双前分平台式工业物联网,包括依次交互的用户平台、服务平台、管理平台、传感网络平台和对象平台;所述服务平台采用集中式布置,所述管理平台和传感网络平台均采用前分平台式布置;所述集中式布置指服务
平台统一接收数据、统一处理数据和统一发送数据;所述前分平台式布置是指对应平台设置有一个总平台和多个分平台,多个分平台分别存储和处理下层平台发送的不同类型或不同接收对象的数据,一个总平台对多个分平台的数据进行汇总后存储和处理,并传输数据至上层平台;用户根据生产需要发送产品制造量修改指令;所述用户平台接收用户的指令修改生产线产品制造量,生成第一指令并将所述第一指令发送至服务平台;所述服务平台接收第一指令并进行处理,生成管理平台可识别的第二指令并发送至管理平台的总平台;管理平台的总平台接收第二指令,并将第二指令分别同时发送至管理平台的多个分平台;管理平台的多个分平台对第二指令进行数据处理生成传感网络平台可识别的第三指令,第三指令分别通过管理平台的分平台传输至传感网络平台的总平台;传感网络平台的总平台接收第三指令,并将第三指令分别同时发送至传感网络平台的多个分平台;传感网络平台的多个分平台将第三指令与产品实时制造量数据进行数据整合,形成不同类型的组态文件,并将所述组态文件发送至对应的对象平台中;所述传感网络平台的分平台均设置有独立的分平台数据库,所述产品实时制造数据为对应对象平台存储于对应分平台数据库中的实时数据,该实时数据由产品计量器获取;所述对象平台接收对应传感网络平台的分平台发送的组态文件,并根据组态文件执行制造和/或发出采购提醒。
18.需要说明的是,作为双前分平台式工业物联网的物理架构,其具体为:用户平台,被配置为终端设备,且交互于用户;服务平台,被配置为第一服务器,接收所述用户平台的指令并发送至所述管理平台,且从所述管理平台中提取处理所述用户平台需要的信息,并发送至所述用户平台;管理平台,被配置为第二服务器,且控制所述对象平台运行,并接收所述对象平台的反馈数据;传感网络平台,被配置为通信网络和网关,用于所述对象平台和所述管理平台交互;对象平台,被配置为执行制造和/或发出采购提醒的生产线设备,和产品计量器。由于此部分属于现有技术中较为常见的架构,本实施例不再多余累述。
19.现有技术中,在智能制造技术领域中,产品及其配件在生产过程中,涉及到较多生产线设备,每个生产线设备在单位时间内均有一个最大产品制造量,每个生产线设备都会按照一个实际产品制造量进行作业,其中实际产品制造量是小于或者等于最大产品制造量的。当需要对某个生产线设备或者所有生产线设备进行制造量调整时,需要考虑每个生产线设备在调整后不超出其的最大产品制造量,并且单个生产线设备调整后,还需要考虑其在生产线上对其它生产线设备的影响,由于生产线设备较多,现有技术在调控时数据整合和分类不仅处理量大,且分类无规律,实施难度极大,从而导致在现有技术中无法实现对整个生产线设备进行统一调控,往往需要多个单独分类的物联网系统分别进行,这无疑增加了成本和系统复杂程度。
20.本实施例的双前分平台式工业物联网,首先利用独立式布置的服务平台对所有指令和上传的数据进行通过处理,便于数据的整合及对数据的操控,便于用户平台进行协调统一处理,使得服务平台和/或用户平台能更好的进行物联网的管控,而管理平台采用前分平台式布置,可以利用其总平台与服务平台进行数据交互,而利用其不同的分平台进行数据的传输和处理,充分分担管理平台整体的数据处理能力,并保证不同分平台的数据传输均能对应不同的对象平台,同理,传感网络平台采用前分平台式布置,可以利用传感网络平台的总平台将数据整合上传或将数据按照不同的对象分配分解至对应的分平台,利用分平台将采集的数据或者接收的数据进行处理,从而统一不同的对象平台数据格式,并与管理
平台数据一致,实现不同对象平台不同数据源的整合,可以简化不同对象平台的数据交互格式转换,减少数据处理量。
21.需要说明的是,本实施例中的用户平台可以是台式电脑、平板电脑、笔记本电脑、手机或者其他能够实现数据处理以及数据通信的电子设备,在此不作过多限定。在具体应用中,第一服务器和第二服务器可以采用单一服务器,也可以采用服务器集群,在此不作过多限定。应当理解的是,在本实施例中所提到的数据处理过程可以通过服务器的处理器进行处理,而存储在服务器的数据,都可以存储在服务器的存储设备上,如硬盘等存储器。在具体应用中,传感网络平台可以采用多组网关服务器,或者多组智能路由器,在此不作过多限定。应当理解的是,在本技术实施例中所提到的数据处理过程可以通过网关服务器的处理器进行处理,而存储在网关服务器的数据,都可以存储在网关服务器的存储设备上,如硬盘和ssd等存储器。
22.在一些实施例中,生产线设备为产品制造中流水线中所依托的各类生产线设备,以机械产品为例,所述生产线设备可以是零部件组装设备、总成组装设备、检测设备等,更进一步的,以汽车发动机装配流水线为例,所述生产线设备可以是缸体处理设备、缸体定位翻转设备、凸轮组件安装设备、螺栓组件安装设备、机滤器总成装配、涂油设备等等。相同的,产品计量器用于在相应生产线设备中计量单位时间内的工件完成量,其可以是各类机械或电子计数器。
23.在一些实施例中,产品制造量可修改数据集为最终产品制造量可修改数据的集合,其是综合考虑了所有生产线设备得出的在不影响所有生产线设备正常制造的制造量修改数据,具体可通过以下方法获得该数据集:多个所述传感网络平台的分平台对应不同的生产线设备,每个生产线设备均对应配置有产品计量器;所述生产线设备将设备单位时间内最大产品制造量数据和产品计量器实时获取的产品实时制造数据分类存储至对应的传感网络平台的分平台;所述传感网络平台的分平台基于最大产品制造量数据和产品实时制造数据获取对应生产线设备的可修改产品制造量数据,将该可修改产品制造量数据通过对应分平台传输至传感网络平台的总平台;所述可修改产品制造量数据为最大产品制造量数据和产品实时制造数据的差值;所述传感网络平台的总平台将所有可修改产品制造量数据编译并打包发送至管理平台中对应的分平台;所述管理平台的总平台接收各个分平台的可修改产品制造量数据并进行解析,将解析得到的所有生产线设备的可修改产品制造量数据进行比对,获得最小值的可修改产品制造量数据作为最终的可修改产品制造量数值,并将最终的可修改产品制造量数值进行编译后传输至服务平台;服务平台接收最终的可修改产品制造量数值并解析,将解析获得的可修改产品制造量数值按照运算规则进行分解,形成不同的子数据集或者数组,将子数据集或者数组映射至产品制造量可修改数据表中,形成产品制造量可修改数据集并编译后发送至用户平台;所述产品制造量可修改数据表为服务平台中按照运算规则制定的用于填入子数据集或者数组数据的数据表。
24.本实施例通过分别获取生产线设备单位时间内的最大产品制造量数据和产品实时制造数据,从而可以获得对应生产线设备的可修改产品制造量数据,进而将所有生产线设备的可修改产品制造量数据进行对比后,找出最小的可修改产品制造量数据,即可在此数据的产品制造量数值范围内形成不同的子数据集或者数组,从而选择合理数值进行调节。
25.进一步说明,汽车发动机装配流水线中,进行凸轮安装时,具体包括松瓦盖01、卸瓦盖02、安装上下轴瓦片03、安装活塞冷却喷嘴04、插入凸轮轴打入键05、安装凸轮轴止推片06、吊放曲轴07、打入键08共计八个子工序,每个工序假设设置一个生产线设备,按照01-08顺序对应工序编号,每个生产线设备具体参数如下表一所示:表一:生产线设备具体参数表通过表一可以看出,在01-08共八个生产线设备中,进行最小值比对后,所有的生产线设备的可修改产品制造量最小值为7,从而将7作为最终的可修改产品制造量数值,在对01-08中所有生产线设备进行制造量增加时,都不会超出所有生产线设备的最大产品制造量,从而可以保证安全调控,并且仅将该数据作为后续的数据处理源,也能减少不同生产线设备的多个参数带来的庞大数据处理量。
26.在一些实施例中,将解析获得的可修改产品制造量数值按照运算规则进行分解,形成不同的子数据集或者数组,其中的运算规则为:将小于等于可修改产品制造量数值的所有自然数均作为可修改数值,将所有可修改数值形成顺序排序的数组;或,服务平台预设有可允许修改单位量,将可允许修改单位量与从零开始的自然数进行乘法运算,将所有运算结果小于可修改产品制造量数值的数值均作为子数据集;所述可允许修改单位量为每次生产线设备可以允许的最小产品制造量修改数值。
27.以表一为例,当可修改产品制造量数值为7时,小于等于其的自然数为0;1;2;3;4;5;6;7,从而将以上数值均作为可修改数值,形成数组,用户平台可以在该数组范围内选择即可。同理,当可修改产品制造量数值为7时,设可允许修改单位量为2,则可以形成数据集:0;2;4;6,用户平台可以在该数据集内选择增加的产品制造量。
28.在一些实施例中,当修改所有生产线设备完成当前产品制造量任务后,在需要恢复开始的制造量时,可通过以下方法恢复:所述传感网络平台的分平台将生产线设备未根
据组态文件执行制造前的产品实时制造数据作为基本数据;当对象平台根据所述组态文件执行制造后,用户平台发出数据回滚指令后,所述服务平台对数据回滚指令进行数据处理后发送至管理平台的总平台,管理平台的总平台将数据回滚指令分别同时发送至管理平台的多个分平台,管理平台的多个分平台对数据回滚指令进行数据处理生成传感网络平台可识别的可识别数据,并发送至传感网络平台的总平台;传感网络平台的总平台接收数据回滚指令并将数据回滚指令数据处理后分别发送至传感网络平台的各个分平台;所述传感网络平台的分平台接收数据回滚指令并以各个分平台中的基本数据作为回滚数据进行回滚操作,将基本数据发送至生产线设备并更新覆盖现有的产品制造数量参数值。
29.在一些实施例中,所述传感网络平台的多个分平台将第三指令与产品实时制造量数据进行数据整合,形成不同类型的组态文件,并将所述组态文件发送至对应的对象平台中;具体为:传感网络平台的多个分平台将第三指令中提取产品制造量修改指令的数据,并将该数据中产品制造数量修改数值与产品实时制造量数据进行数值相加,获得产品实时制造数量参数值;将产品实时制造数量参数值对应不同生产线设备的运算规则形成不同类型的组态文件,并将所述组态文件发送至对应的对象平台中。通过以上操作,传感网络平台的多个分平台即可将第三指令转换成产品实时制造数量参数值,从而生产线设备即可直接读取和使用的组态文件,进一步简化生产线设备数据交互的难度。
30.在一些实施例中,所述对象平台接收对应传感网络平台的分平台发送的组态文件,并根据组态文件执行制造,具体为:所述对象平台的生产线设备接收对应传感网络平台的分平台发送的组态文件,将组态文件作为更新文件,利用组态文件中的产品实时制造数量参数值更新迭代生产线设备中现有的产品制造数量参数值,所述生产线设备即控制单位时间内的产品制造数量。
31.在一些实施例中,不同的生产线设备其单位时间内制造的工件有多有少,为了所有生产线设备能够尽量减少修改后的制造量影响,最好先执行制造量小的生产线设备进行制造量修改,因此,需要不同生产线设备按照不同的执行时刻进行制造量修改,此时可通过以下方法执行:当所述第一指令对应不同的执行时刻时,所述管理平台的分平台将所述执行时刻写入对应的第三指令中;所述传感网络平台的分平台数据库接收并存储所述第三指令时,所述传感网络平台的分平台利用分平台处理器提取所述执行时刻;当所述第三指令与产品实时制造量数据进行数据整合并形成组态文件后,将所述执行时刻写入组态文件中,所述对象平台接收对应传感网络平台的分平台发送的组态文件后,对象平台提取执行时刻并在执行时刻根据组态文件执行制造;所述分平台处理器设置于传感网络平台的分平台的网关中。
32.如图2所示,本发明第二个实施例旨在提供一种双前分平台式工业物联网控制方法,所述双前分平台式工业物联网包括依次交互的用户平台、服务平台、管理平台、传感网络平台和对象平台;其中,所述服务平台采用集中式布置,所述管理平台和传感网络平台均采用前分平台式布置;所述集中式布置指服务平台统一接收数据、统一处理数据和统一发送数据;所述前分平台式布置是指对应平台设置有一个总平台和多个分平台,多个分平台分别存储和处理下层平台发送的不同类型或不同接收对象的数据,一个总平台对多个分平台的数据进行汇总后存储和处理,并传输数据至上层平台;所述控制方法包括:用户根据生产需要发送产品制造量修改指令;所述用户平台接收用户的指令修改生产线产品制造量,
生成第一指令并将所述第一指令发送至服务平台;所述服务平台接收第一指令并进行处理,生成管理平台可识别的第二指令并发送至管理平台的总平台;管理平台的总平台接收第二指令,并将第二指令分别同时发送至管理平台的多个分平台;管理平台的多个分平台对第二指令进行数据处理生成传感网络平台可识别的第三指令,第三指令分别通过管理平台的分平台传输至传感网络平台的总平台;传感网络平台的总平台接收第三指令,并将第三指令分别同时发送至传感网络平台的多个分平台;传感网络平台的多个分平台将第三指令与产品实时制造量数据进行数据整合,形成不同类型的组态文件,并将所述组态文件发送至对应的对象平台中;所述传感网络平台的分平台均设置有独立的分平台数据库,所述产品实时制造数据为对应对象平台存储于对应分平台数据库中的实时数据,该实时数据由产品计量器获取;所述对象平台接收对应传感网络平台的分平台发送的组态文件,并根据组态文件执行制造。
33.下面以汽车生产工序通过物料需求计划系统确定生产线产品制造参数为例来描述双前分平台式工业物联网及其控制方法。
34.汽车生产工序可以包括冲压工序、焊接工序、涂装工序以及总装工序。
35.物料需求计划(material requirement planning, mrp)是指根据产品结构各层次物品的从属和数量关系,以每个物品为计划对象,以完工时期为时间基准倒排计划,按提前期长短区别各个物品下达计划时间的先后顺序,是一种工业制造企业内物资计划管理模式。物料需求计划系统是基于物流需求计划形成的管理信息系统。通过将基础数据输入物料需求计划系统,可以确定生产计划和采购计划。
36.生产计划是企业对生产任务作出统筹安排,具体拟定生产产品的品种、数量、质量和进度的计划。采购计划是指对计划期内物料采购管理活动所做的预见性的安排和部署。
37.在一些实施例中,用户可以根据生产需要发送产品制造参数修改指令;用户平台接收用户的指令修改生产线产品制造参数,生成第一指令并将第一指令发送至服务平台。生产需要可以根据主生产计划确定。其中,主生产计划是指在某一计划时间段内应生产出的各种产品和备件。
38.服务平台可以接收第一指令并进行处理,生成管理平台可识别的第二指令并发送至管理平台的总平台。
39.管理平台的总平台可以接收第二指令,并将第二指令分别同时发送至管理平台的多个分平台;管理平台的多个分平台可以对第二指令进行数据处理生成传感网络平台可识别的第三指令,第三指令分别通过管理平台的分平台传输至传感网络平台的总平台。
40.管理平台的多个分平台可以被配置为冲压管理平台、焊接管理平台、涂装管理平台以及总装管理平台。管理平台的多个分平台可以分别预测各个汽车生产工序的单个车辆的物料损耗、单位时间产能以及各个物料的安全库存。管理平台的多个分平台可以将各个汽车生产工序的单位时间产能、单个车辆的物料损耗、各个物料的安全库存、主生产计划以及实际库存作为物料需求计划系统的基础数据,确定生产计划和采购计划。管理平台的多个分平台可以基于生产计划和采购计划生成传感网络平台可识别的第三指令。
41.管理平台的多个分平台可以根据未来时刻实际库存与安全库存的关系,发出物料采购提醒。管理平台的多个分平台可以基于物料采购提醒生成传感网络平台可识别的第三指令。
42.传感网络平台的总平台可以接收第三指令,并将第三指令分别同时发送至传感网络平台的多个分平台。
43.传感网络平台的多个分平台可以将第三指令与产品实时制造量数据进行数据整合,形成不同类型的组态文件,并将组态文件发送至对应的对象平台中;传感网络平台的分平台可以均设置有独立的分平台数据库,产品实时制造数据为对应对象平台存储于对应分平台数据库中的实时数据,该实时数据由产品计量器获取;对象平台可以接收对应传感网络平台的分平台发送的组态文件,并根据组态文件执行制造和/或发出采购提醒。对象平台可以被配置为冲压机床及机器人、自动化焊装设备及机器人、重工喷涂机器人、总装设备、终端设备以及采集设备,为管理平台的多个分平台提供所需数据。
44.图3是根据本说明书一些实施例所示的管理平台的多个分平台对第二指令进行数据处理生成传感网络平台可识别的第三指令的示例性流程图。如图3所示,流程300包括下述步骤。在一些实施例中,流程300可以由处理器执行。
45.步骤310,基于汽车生产工序中的冲压工序、焊接工序、涂装工序以及总装工序,管理平台的多个分平台被配置为冲压管理平台、焊接管理平台、涂装管理平台以及总装管理平台。
46.在一些实施例中,以汽车生产工序为例,汽车生产工序可以包括冲压工序、焊接工序、涂装工序以及总装工序。相应的,管理平台的多个分平台可以被配置为冲压管理平台、焊接管理平台、涂装管理平台以及总装管理平台。对象平台可以被配置为冲压机床及机器人、自动化焊装设备及机器人、重工喷涂机器人、总装设备、终端设备以及采集设备。
47.步骤320,管理平台的多个分平台分别预测各个汽车生产工序的单个车辆的物料损耗、单位时间产能以及各个物料的安全库存。
48.单个车辆的物料损耗是指生产单个车辆的过程中,各个汽车生产工序损耗的物料。例如,冲压工序的物料损耗可以包括金属材料损耗;焊接工序的物料损耗可以包括焊接材料损耗;涂装工序的物料损耗可以包括涂料损耗;总装工序的物料损耗可以包括零部件、连接件损耗。
49.单位时间产能是指单位时间各个汽车生产工序完成的件数。例如,涂装工序的单位时间产能可以为1天可以喷涂100辆汽车。
50.物料的安全库存是指保障整个生产线能够正常有序进行的物料库存。例如,涂装工序中涂料的安全库存可以为2000l。
51.在一些实施例中,以涂装工序为例,当涂装工序为重工喷涂机器人全自动操作,无需人工参与时,涂装管理平台可以基于产品规格、涂装工序的单位面积的涂料损耗、涂装设备的情况,通过涂料损耗预测模型,确定单个车辆的涂料损耗。当涂装工序为非重工喷涂机器人全自动操作,需要人工参与时,涂料损耗预测模型的输入还可以包括人工熟练程度。
52.产品规格是指产品的体积、大小等。例如,产品的规格可以指产品的长*宽*高等。在一些实施例中,产品规格可以基于对象平台中的终端设备获得。
53.涂装工序的单位面积的涂料损耗是指喷涂单位面积汽车损耗的涂料量。在一些实施例中,涂装工序的单位面积的涂料损耗可以基于对象平台中的重工喷涂机器人获得。例如,可以将重工喷涂机器人历史喷涂单位面积汽车损耗的涂料量的平均值作为单位面积的
涂料损耗。
54.涂装设备的情况是指涂装工序所使用的设备的基本情况。在一些实施例中,涂装设备的情况可以包括设备属性信息(例如,设备型号等)、设备工作参数(例如,整形空气量、喷涂距离、旋杯转速、喷涂流量等)、设备的维修和更换信息(例如,设备使用时长、是否维修过)。在一些实施例中,涂装设备的情况可以基于对象平台中的重工喷涂机器人获得。
55.涂料损耗预测模型可以是一个多分类模型。关于涂料损耗预测模型的更多内容可以参见本说明书其他部分(例如,图4及其相关描述),在此不再赘述。
56.在一些实施例中,当涂装工序为重工喷涂机器人全自动操作,无需人工参与时,单个车辆的涂料损耗可以基于采集到的历史单个车辆的涂料损耗数据获得。例如,可以将历史单个车辆的涂料损耗数据的平均值作为单个车辆的涂料损耗。
57.对于其他汽车生产工序的单个车辆的物料损耗与涂装工序的单个车辆的涂料损耗的预测方法相似,在此不再赘述。其中,冲压工序的设备工作参数可以包括压机闭合高度、拉伸垫高度、压力、气源角度、传感器数量、行程等。焊接工序的设备工作参数可以包括预压时间、焊接时间、焊接压力、焊接电流、预热电流、预热时间、冷却保持时间、休止时间等。总装工序的设备工作参数可以包括总装设备工作参数。
58.在一些实施例中,管理平台的多个分平台可以基于各个汽车生产工序的人工情况、各个汽车生产工序的预设单位时间产能,通过产能预测模型,确定各个汽车生产工序的单位时间产能的调整值;接着基于各个汽车生产工序的预设单位时间产能与各个汽车生产工序的单位时间产能的调整值,确定各个汽车生产工序的单位时间产能。
59.在一些实施例中,处理器可以将各个汽车生产工序的人工情况、各个汽车生产工序的预设单位时间产能输入产能预测模型后,由产能预测模型输出各个汽车生产工序的单位时间产能的调整值。
60.产能预测模型可以是深度学习模型,例如,深度神经网络(deep neural networks, dnn)、循环神经网络(recurrent neural network, rnn)、卷积神经网络(convolutional neural networks, cnn)等。关于产能预测模型的更多内容可以参见本说明书其他部分(例如,图5及其相关描述),在此不再赘述。
61.在一些实施例中,管理平台的多个分平台可以判断通过产能预测模型确定的各个汽车生产工序的单位时间产能的调整值,是否大于各个汽车生产工序的预设单位时间产能;响应于是,将各个汽车生产工序的预设单位时间产能作为最终的各个汽车生产工序的单位时间产能;响应于否,将通过产能预测模型确定的各个汽车生产工序的单位时间产能的调整值作为最终的各个汽车生产工序的单位时间产能。例如,某品牌车辆涂装工序的预设单位时间产能为50辆/小时,若涂装工序的单位时间产能的调整值大于50辆,则将50辆/小时确定为涂装工序的单位时间产能;若涂装工序的单位时间产能的调整值为40辆/小时,小于涂装工序的预设单位时间产能50辆/小时,则将40辆/小时作为涂装工序的单位时间产能。
62.在一些实施例中,物料的安全库存可以基于单个车辆的物料损耗确定。
63.在一些实施例中,以涂装工序为例,涂料的安全库存可以基于单个车辆物料损耗确定当前时刻至未来时刻对应的生产时间段内的物料需求,确定安全库存。例如:单个车辆的涂料损耗为2l,当前时刻至未来时刻的生产时间段为1天,涂装工序1天产能为1000辆车,
则当前时刻至未来时刻的生产时间段的物料需求为2
×1×
1000=2000l,则可以将2000l直接作为涂料的安全库存,也可适当增加(例如,2100l)后作为涂料的安全库存。
64.在一些实施例中,可以基于涂料损耗预测模型确定的置信度,对涂料的安全库存进行调整。例如,置信度高,确定的单个车辆的涂料损耗的准确高,涂料的安全库存可以设置低一些;置信度低,确定的单个车辆的涂料损耗的准确度相对较低,涂料的安全库存可以设置高一些。关于涂料损耗预测模型确定的置信度的更多内容可以参见本说明书其他部分(例如,图4及其相关描述),在此不再赘述。
65.步骤330,将各个汽车生产工序的单个车辆的物料损耗、单位时间产能以及各个物料的安全库存作为物料需求计划系统的基础数据,确定生产计划和采购计划。
66.基础数据是指一些基本资料的数据。在一些实施例中,基础数据可以包括各个汽车生产工序的单位时间产能、单个车辆的物料损耗以及各个物料的安全库存。
67.在一些实施例中,基础数据还包括主生产计划和当前库存。主生产计划是指在某一计划时间段内应生产出的各种产品和备件,可以由对象平台中的终端设备获得。当前库存是指当前时刻的库存,可以由对象平台中的采集设备获得。
68.在一些实施例中,管理平台的多个分平台可以将各个汽车生产工序的单位时间产能、单个车辆的物料损耗、各个物料的安全库存、主生产计划以及实际库存作为物料需求计划系统的基础数据,确定生产计划和采购计划。
69.步骤340,基于生产计划和采购计划生成传感网络平台可识别的第三指令。
70.在一些实施例中,管理平台的多个分平台可以基于生产计划和采购计划生成传感网络平台可识别的第三指令。
71.步骤350,管理平台的多个分平台根据未来时刻实际库存与安全库存的关系,发出物料采购提醒。
72.未来时刻实际库存是指当前时刻之后的某时刻的预测库存实际值。例如,当前时刻为2030年1月1日,则未来时刻实际库存可以为2030年3月1日的预测库存实际值。
73.在一些实施例中,未来时刻实际库存=当前时刻实际库存-当前时刻至未来时刻对应的生产时间段内的物料需求 该时间段内的计划入库量。例如,以涂料库存为例,当前时刻至未来时刻对应的生产时间段内的长度为1天,设当前时刻涂料实际库存为3000l,1天的涂料需求为2000l,1天内计划入库涂料1000l,则未来时刻涂料实际库存为3000-2000 1000=2000l。
74.在一些实施例中,当前时刻至未来时刻对应的生产时间段内的物料需求可以基于当前时刻至未来时刻对应的生产时间段内的长度、整个车单位时间的产能、单个车辆的物料损耗确定。在一些实施例中,当前时刻至未来时刻对应的生产时间段内的物料需求=当前时刻至未来时刻对应的生产时间段内的长度
×
整个车单位时间的产能
×
单个车辆的物料损耗确定。例如,以涂料库存为例,当前时刻至未来时刻对应的生产时间段内的长度1天,整个车1天的产能为1000量,单个车辆的涂料损耗为2l,则当前时刻至未来时刻对应的生产时间段内的涂料需求为1
×
1000
×
2=2000l。
75.在一些实施例中,整个车单位时间的产能可以为最后一道工序的单位时间产能。例如,最后一道工序为总装工序,则以总装工序的单位时间产能作为整个车单位时间的产能。
76.在一些实施例中,当未来时刻实际库存小于安全库存时,可以发出物料采购提醒。例如,以涂装工序为例,假设涂料安全库存为120l,而未来时刻实际库存小于120l,则发出物料采购提醒。在一些实施例中,可以基于每天的物料需求情况及未来时刻实际库存情况发出物料采购提醒。例如,以涂装工序为例,未来时刻实际库存涂料400l,而每天生产所需涂料预计为100l,此时未来时刻实际库存是大于安全库存的,但可以发出提示:库存将在4天内消耗完,请及时补充库存等。
77.步骤360,基于物料采购提醒生成传感网络平台可识别的第三指令。
78.在一些实施例中,管理平台的多个分平台可以基于物料采购提醒生成传感网络平台可识别的第三指令。
79.通过将多个分平台分别预测的各个汽车生产工序的单位时间产能、单个车辆的物料损耗以及各个物料的安全库存,作为mrp的基础数据,确定生产计划和采购计划,可以采购恰当数量和品种的物料,选择恰当的时间订货,尽可能维持最低的库存水平,并且可以及时取得生产所需的各种物料,保证按时供应用户所需产品。
80.图4是根据本说明书一些实施例所示的涂料损耗预测模型结构400的示意图。
81.在一些实施例中,如图4所示,涂料损耗预测模型420是一个多分类模型,该模型可以包括神经网络模型(例如,cnn、rnn、dnn等模型)。
82.在一些实施例中,如图4所示,当涂装工序为重工喷涂机器人全自动操作时,无需人工参与时,涂料损耗预测模型420的输入可以包括产品规格410-1、涂装工序的单位面积的涂料损耗410-2、涂装设备的情况410-3,输出为单个车辆的涂料损耗430。当涂装工序为非重工喷涂机器人全自动操作,需要人工参与时,涂料损耗预测模型的输入还可以包括人工熟练程度410-4。
83.人工熟练程度是指人工操作的熟练程度。在一些实施例中,人工熟练程度可以是能够反映人工熟练程度的数值或字母等。例如,人工熟练程度可以用1-10之间的数值、字母a-f或星级来表示,值越大、字母排序越靠后或星级越高表示人工熟练程度越高。
84.在一些实施例中,可以基于工人单位时间喷涂汽车的数量、喷涂汽车的合格率,通过熟练程度预测模型,确定人工熟练程度。在一些实施例中,熟练程度预测模型的类型可以包括神经网络模型(例如,cnn、rnn、dnn等模型)。
85.在一些实施例中,可以使用熟练程度预测模型处理工人单位时间喷涂汽车的数量、喷涂汽车的合格率,以确定人工熟练程度。例如,可以将工人单位时间喷涂汽车的数量、喷涂汽车的合格率输入熟练程度预测模型,由熟练程度预测模型输出人工熟练程度。
86.在一些实施例中,熟练程度预测模型可以基于历史数据训练获取。所述历史数据包括历史工人单位时间喷涂汽车的数量和历史喷涂汽车的合格率。可以将历史工人单位时间喷涂汽车的数量和历史喷涂汽车的合格率作为训练样本。训练样本的标识可以是历史人工熟练程度。所述历史人工熟练程度可以基于人工确定。可以将带有标识的训练样本输入初始熟练程度预测模型,通过训练更新初始熟练程度预测模型的参数,当训练的模型满足预设条件时,训练结束,获取训练好的熟练程度预测模型。
87.在一些实施例中,如图4所示,涂料损耗预测模型420的参数可以通过多组有标签的第一训练样本440训练得到。在一些实施例中,可以获得多组第一训练样本440,每组第一训练样本440可以包括多个训练数据及训练数据对应的标签,训练数据可以包括历史产品
规格、历史涂装工序的单位面积的涂料损耗、历史涂装设备的情况,训练数据的标签可以是历史单个车辆的涂料损耗的实际值。
88.涂料损耗预测模型420训练时,可以将单个车辆的涂料损耗量分成几个区段(例如,0l~20l,20l~40l,40l~60l,60l~80l,80l~100l),然后基于实际值所处的区段构建标签。示例的,如果历史单个车辆的涂料损耗的实际值处于20l-40l,则标签为[0,1,0,0,0],即所在区段对应位置的标签为1,其他位置是0。对应的,涂料损耗预测模型420输出的单个车辆的涂料损耗430是一个向量,向量中的值代表属于各个区段的可能性,将向量中的值最大的那个区段作为模型预测的结果,对应那段的输出值为置信度。例如,涂料损耗预测模型420可以输出5个单个车辆的涂料损耗的概率值,其可以表示为[0.1,0.69,0.05,0.06,0.1],最高概率值0.69对应的单个车辆的涂料损耗20l~40l即为单个车辆的涂料损耗。其中,最高概率值0.69为单个车辆的涂料损耗的置信度。
[0089]
通过多组第一训练样本440可以更新初始涂料损耗预测模型450的参数,得到训练好的涂料损耗预测模型420。在一些实施例中,可以基于多个第一训练样本迭代更新初始涂料损耗预测模型450的参数,以使模型的损失函数满足预设条件。例如,损失函数收敛,或损失函数值小于预设值。当损失函数满足预设条件时模型训练完成,得到训练好的初始涂料损耗预测模型450。其中,涂料损耗预测模型420和训练好的初始涂料损耗预测模型450具备相同的模型结构。
[0090]
在一些实施例中,当涂料损耗预测模型420的输入还包括人工熟练程度410-4时,对应的,训练样本还可以包括历史人工熟练程度。
[0091]
通过涂料损耗预测模型对单个车辆的涂料损耗预测,可以将产品规格、涂装工序的单位面积的涂料损耗、涂装设备的情况作为涂料损耗预测模型的输入,并结合人工熟练程度的相互关联的预测结果,使涂料损耗预测模型预测单个车辆的涂料损耗更加准确。
[0092]
图5是根据本说明书一些实施例所示的产能预测模型结构500的示意图。
[0093]
在一些实施例中,如图5所示,产能预测模型520的输入可以包括各个汽车生产工序的人工情况510-1和各个汽车生产工序的预设单位时间产能510-2,输出为各个汽车生产工序的单位时间产能的调整值530。
[0094]
在一些实施例中,人工情况可以包括人工数量和人工熟练程度。其中,关于人工熟练程度的更多内容可以参见本说明书其他部分(例如,图4及其相关描述),在此不再赘述。
[0095]
在一些实施例中,如图5所示,产能预测模型520的参数可以通过多组有标签的第二训练样本540训练得到。在一些实施例中,可以获得多组第二训练样本540,每组第二训练样本540可以包括多个训练数据及训练数据对应的标签,训练数据可以包括各个汽车生产工序的历史人工情况和各个汽车生产工序的历史预设单位时间产能,其中,各个汽车生产工序的历史人工情况和各个汽车生产工序的历史预设单位时间产能是历史时间段内的人工情况和预设单位时间产能,训练数据的标签可以是各个汽车生产工序的历史单位时间产能的实际值。
[0096]
在一些实施例中,可以基于多个第二训练样本迭代更新初始产能预测模型550的参数,以使模型的损失函数满足预设条件。例如,损失函数收敛,或损失函数值小于预设值。当损失函数满足预设条件时模型训练完成,得到训练好的初始产能预测模型550。其中,产能预测模型520和训练好的初始产能预测模型550具备相同的模型结构。
[0097]
通过产能预测模型对各个汽车生产工序的单位时间产能的调整值进行预测,可以将各个汽车生产工序的人工情况、各个汽车生产工序的预设单位时间产能作为产能预测模型的输入,使产能预测模型预测各个汽车生产工序的单位时间产能的调整值更加准确。接着,基于各个汽车生产工序的预设单位时间产能与各个汽车生产工序的单位时间产能的调整值的大小关系,确定各个汽车生产工序的单位时间产能,使确定的各个汽车生产工序的单位时间产能更加准确。
[0098]
本领域普通技术人员可以意识到,结合本文中所公开的实施例描述的各示例的单元及算法步骤,能够以电子硬件、计算机软件或者二者的结合来实现,为了清楚地说明硬件和软件的可互换性,在上述说明中已经按照功能一般性地描述了各示例的组成及步骤。这些功能究竟以硬件还是软件方式来执行,取决于技术方案的特定应用和设计约束条件。专业技术人员可以对每个特定的应用来使用不同方法来实现所描述的功能,但是这种实现不应认为超出本发明的范围。
[0099]
在本技术所提供的几个实施例中,应该理解到,所揭露的装置和方法,可以通过其它的方式实现。例如,以上所描述的装置实施例仅仅是示意性的,例如,所述单元的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,例如多个单元或组件可以结合或者可以集成到另一个系统,或一些特征可以忽略,或不执行。另外,所显示或讨论的相互之间的耦合或直接耦合或通信连接可以是通过一些接口、装置或单元的间接耦合或通信连接,也可以是电的,机械的或其它的形式连接。
[0100]
所述作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显本领域普通技术人员可以意识到,结合本文中所公开的实施例描述的各示例的单元及算法步骤,能够以电子硬件、计算机软件或者二者的结合来实现,为了清楚地说明硬件和软件的可互换性,在上述说明中已经按照功能一般性地描述了各示例的组成及步骤。这些功能究竟以硬件还是软件方式来执行,取决于技术方案的特定应用和设计约束条件。专业技术人员可以对每个特定的应用来使用不同方法来实现所描述的功能,但是这种实现不应认为超出本发明的范围。
[0101]
另外,在本发明各个实施例中的各功能单元可以集成在一个处理单元中,也可以是各个单元单独物理存在,也可以是两个或两个以上单元集成在一个单元中。上述集成的单元既可以采用硬件的形式实现,也可以采用软件功能单元的形式实现。
[0102]
所述集成的单元如果以软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分,或者该技术方案的全部或部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网格设备等)执行本发明各个实施例所述方法的全部或部分步骤。而前述的存储介质包括:u盘、移动硬盘、只读存储器(rom,read-onlymemory)、随机存取存储器(ram,random access memory)、磁碟或者光盘等各种可以存储程序代码的介质。
[0103]
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含
在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。