1.本发明涉及机械制造加工技术领域,更具体的说是涉及一种旋风铣削中螺纹工件表面形貌的预测方法。
背景技术:
2.金属切削加工过程中,对工件表面形貌的控制是机械加工中的一个重要问题,因为它会对被加工零件的最终服役性能,如抗疲劳、表面摩擦和磨损等产生重要的影响。此外,工件表面形貌还会影响螺纹零件在使用过程中与滚珠的接触性能和传动性能。因此,需要对螺纹干式旋铣加工过程中工件表面形貌进行研究。
3.目前对于切削加工工件表面形貌预测方法已有部分探索,但是研究主要集中在车削、铣削、磨削等方面,而螺纹干式旋风铣削过程与传统的加工方式有所不同,螺纹干式旋铣切削过程复杂,具有多刃断续成形等复杂动态切削特性,在对其加工的螺纹工件表面形貌建模时,需要考虑多刀具与工件接触的相对运动情况以及单把刀具切削所引起的未变形切屑厚度变化特性。目前用于评价工件表面形貌的指标比较广,主要包括残留高度、波纹度、粗糙度与表面纹理等。对工件表面形貌的分析比较直观的是工件表面残留高度与波纹度,两者能够直接的反应工件表面均匀分布的凹凸点的变化情况。此外,工件表面残留高度与波纹度会对工件在使用过程中的应力集中现象产生影响,进而会降低工件的服役性能与服役时间,甚至达到对工件直接破坏的程度。
4.因此,如何实现旋风铣削中螺纹工件表面形貌预测是本领域技术人员亟需解决的问题。
技术实现要素:
5.有鉴于此,本发明提供了一种旋风铣削中螺纹工件表面形貌的预测方法,通过工件表面残留高度与波纹度指标来反应螺纹工件表面形貌,可以预先对加工参数进行优化以达到最佳的加工方案,进而提高旋风铣削加工质量。
6.为了实现上述目的,本发明采用如下技术方案:
7.一种旋风铣削中螺纹工件表面形貌的预测方法,具体包括如下步骤:
8.步骤1:获取螺纹工件切削加工表面成形过程中若干刀具的切削过程,根据刀具和工件的接触点,并增加辅助线,构建刀具运动轨迹模型以及刀具-工件接触运动轨迹模型,分别得到用于描述刀具运动轨迹模型、刀具-工件接触运动轨迹模型的各个坐标点以及便于描述刀具运动轨迹而引入的辅助线的表示方程;
9.步骤11:构建所述刀具运动轨迹模型过程为:令工件位于坐标系(o,y,z)原点,中心坐标为(0,0);第n把刀具和第(n 1)把刀具的刀具运动轨迹中心分别为(mn,nn)和(m
n 1
,n
n 1
);辅助线与工件外圆或不同刀具运动轨迹的交点为pi;则第(n 1)把刀具和第n把刀具的刀具运动轨迹中心坐标点方程表示为:
[0010][0011][0012]
式中,e为工件中心到刀具运动轨迹中心的距离;δ为刀具切削工件的初始角;θi为从第n把刀具开始切入工件到第(n 1)把刀具开始切入工件时工件旋转的角度;η为第(n 1)把刀具的刀具运动轨迹中心到刀具插入工件初始点的连线与第(n 1)把刀具的刀具运动轨迹中心到工件中心点连线的夹角;其中夹角η通过切削过程中三角函数关系确定,表示为:
[0013][0014]
式中,r为刀具运动轨迹半径;
[0015]
步骤12:构建所述刀具-工件接触运动轨迹模型的过程为:引入辅助线用于描述第n把刀具和第(n 1)把刀具的刀具运动轨迹,引入的辅助线l
n 1
与ln表示如下:
[0016]zi-n
n 1
=tan(δ θ)
·
(y
i-m
n 1
)
ꢀꢀꢀ
(4)
[0017]zi-nn=tan(δ θn θi)
·
(y
i-mn)
ꢀꢀꢀ
(5)
[0018]
式中,(zi,yi)为辅助线上的坐标点;θn为第n把刀具切削过程中刀盘旋转角度;θi为第n把刀具开始切入工件到第(n 1)把刀具开始切入工件时工件旋转的角度;
[0019]
辅助线l
n 1
与工件外圆的交点为p1,辅助线l
n 1
与第(n 1)把刀具的运动轨迹交点为p2,辅助线l
n 1
与第n把刀具的刀具运动轨迹交点为p3,辅助线ln与工件外圆的交点为p4,辅助线ln与第n把刀具的刀具运动轨迹交点为p5;
[0020]
p1在坐标系(o,y,z)中坐标表示为:
[0021][0022]
p2在坐标系(o,y,z)中坐标表示为:
[0023][0024]
p3在坐标系(o,y,z)中坐标表示为:
[0025][0026]
p4在坐标系(o,y,z)中坐标表示为:
[0027][0028]
p5在坐标系(o,y,z)中坐标表示为:
[0029]
[0030]
式中,θn为第n把刀具切削过程中刀盘旋转角度,表示为:
[0031][0032]
式中,为第n把刀具的刀具运动轨迹中心(mn,nn)到点p1的距离,表示为:
[0033][0034]
步骤2:根据刀具运动轨迹模型、刀具-工件接触运动轨迹模型和刀具之间的耦合建立螺纹工件表面形貌预测模型,根据螺纹工件表面形貌预测模型预测旋风铣削中螺纹工件表面形貌;
[0035]
步骤21:根据螺纹干式旋铣加工过程螺纹工件表面轮廓成形机理,并结合切削过程中刀具运动轨迹模型,计算当前刀具与下一把刀具的刀具运动轨迹的交点,计算公式如下:
[0036][0037]
其中,第n把刀具与第(n 1)把刀具的刀具运动轨迹的交点为(mn,nn)和(m
n 1
,n
n 1
)分别为第n把刀具和第(n 1)把刀具的刀具运动轨迹中心;
[0038]
步骤22:通过计算当前刀具与下一把刀具的刀具运动轨迹的交点到螺纹工件的螺纹滚道表面的距离获得计算工件表面残留高度的表面残留高度预测模型,表达式为:
[0039][0040]
其中,r
th
为工件表面残留高度;r为螺纹滚道内径;
[0041]
步骤23:基于切削成形运动机理计算刀具运动轨迹中心,利用刀具运动轨迹中心并根据刀具运动轨迹模型计算两把刀具的刀具运动轨迹交点,根据相邻工作的三把刀具产生的两个刀具运动轨迹交点的距离计算螺纹工件的螺纹滚道表面的波纹度,表面波纹度预测模型表示为:
[0042][0043][0044][0045]
其中,s
h2
(y
sh2
,z
sh2
)是第(n 1)把刀具和第(n 2)把刀具的刀具运动轨迹的交点;(m
n 2
,n
n 2
)为第(n 2)把刀具的刀具运动轨迹的中心;w
sh
为波纹度;ψ为螺纹工件的螺旋角。
工件表面形貌从工件表面波纹度和残留高度两个方面进行描述,故表面形貌预测模型由表面波纹度预测模型和表面残留高度预测模型组成。
[0046]
经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种旋风铣削中螺纹工件表面形貌的预测方法,获得螺纹干式旋铣加工过程中第n把刀具和第(n 1)把刀具与螺纹工件的相对运动关系,完成了不同刀具走刀路径分析。根据螺纹工件表面形貌成形机理,分别建立了螺纹滚道表面残留高度预测模型与表面波纹度预测模型,考虑了切削参数、未变形切屑厚度、螺纹内外径与螺旋角、刀具个数与几何尺寸以及工件-刀具偏心距等参数对螺纹滚道表面形貌的影响,实现旋风铣削中螺纹工件表面形貌的精确预测。
附图说明
[0047]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
[0048]
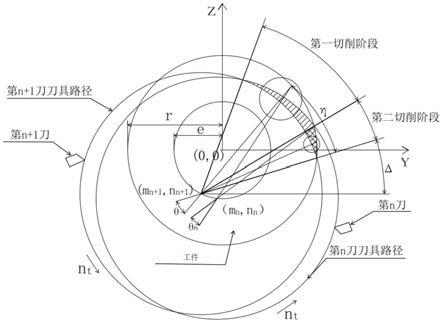
图1附图为本发明提供的第(n 1)刀切削过程中刀具与工件相对运动分析示意图;
[0049]
图2附图为本发明提供的第(n 1)刀切削过程中刀具与工件相对运动分析局部a放大示意图;
[0050]
图3附图为本发明提供的第(n 1)刀切削过程中刀具与工件相对运动分析局部b放大示意图;
[0051]
图4附图为本发明提供的螺纹干式旋铣加工过程中表面形貌机理示意图;
[0052]
图5附图为本发明提供的螺纹干式旋铣加工过程中表面形貌机理局部放大示意图;
[0053]
图6附图为本发明提供的主视图中工件表面廓形示意图;
[0054]
图7附图为本发明提供的工件表面波纹度与残留高度示意图;
[0055]
图8附图为本发明提供的螺纹工件示意图;
[0056]
图9附图为本发明提供的切削速度对工件表面形貌的影响示意图;
[0057]
图10附图为本发明提供的最大切深对工件表面形貌的影响示意图;
[0058]
图11附图为本发明提供的刀具个数对工件表面形貌的影响示意图。
具体实施方式
[0059]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0060]
本发明实施例公开了一种旋风铣削中螺纹工件表面形貌的预测方法,具体步骤如下:
[0061]
s1:对表面形貌成形过程进行分析,建立螺纹工件表面形貌模型;表面形貌成形过程中刀具与工件的相对运动分析是螺纹工件表面形貌建模的基础;
[0062]
图1所示为螺纹工件切削加工表面成形过程中刀具与工件接触分析示意图,为了
便于对刀具和工件接触点的分析,图1将第一切削阶段与第二切削阶段切削过程进行合并;图1中,坐标(0,0)为工件坐标系原点;(mn,nn)和(m
n 1
,n
n 1
)分别为第n把刀具和第(n 1)把刀具的刀具运动轨迹圆心;点pi为辅助线与工件外圆或不同刀具轨迹的交点;工件表面形貌的形成主要由多刀具断续切削以及刀具-工件相对运动共同作用所导致,因此,需要对刀具运动轨迹以及刀具-工件接触运动进行建模;
[0063]
第(n 1)把刀具和第n把刀具的刀具运动轨迹中心坐标点方程如下所示:
[0064][0065][0066]
式中,e为工件中心到刀具轨迹中心的距离(偏心距);δ为刀具切削工件的初始角;θi为从第n把刀具开始切入工件到第(n 1)把刀具开始切入工件时工件旋转的角度;η为第(n 1)把刀具的刀具运动轨迹中心到刀具插入工件初始点的连线与第(n 1)把刀具的刀具运动轨迹中心到工件中心点连线的夹角,其中夹角η可通过切削过程中三角函数关系确定,满足以下方程:
[0067][0068]
图1中引入的辅助线l
n 1
与ln表示如下:
[0069]zi-n
n 1
=tan(δ θ)
·
(y
i-m
n 1
)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0070]zi-nn=tan(δ θn θi)
·
(y
i-mn)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5)
[0071]
图2中点p1(y1,z1)为辅助线l
n 1
与工件外圆的交点,在坐标系(o,y,z)中,该交点可通过方程组(6)求出:
[0072][0073]
图2中点p2(y2,z2)为辅助线l
n 1
与第(n 1)把刀具的刀具运动轨迹的交点,可由方程组(7)进行求解:
[0074][0075]
图3中点p3(y3,z3)为辅助线l
n 1
与第n把刀具的刀具运动轨迹的交点,可由方程组(8)进行求出:
[0076][0077]
图3中点p4(y4,z4)为辅助线ln与工件外圆的交点,可由方程组(9)求出:
[0078][0079]
图3中点p5(y5,z5)为辅助线ln与第n把刀具的刀具运动轨迹的交点,可由方程组
(10)求出:
[0080][0081]
上述方程组中,θn为第n把刀具切削过程中刀盘旋转角度,可表示为:
[0082][0083]
式中,为第n把刀具的刀具运动轨迹中心(mn,nn)到点p1的距离,通过以下方程表示:
[0084][0085]
s2:进行表面形貌预测建模;
[0086]
在金属切削加工过程中,工件表面形貌受切削加工过程中材料去除几何运动机理引起的表面成形误差、刀具几何廓形引起的齿形误差、工件材料属性引起的材料回弹误差以及刀具磨损和切削振动引起的其它随机误差等影响,但在切削加工过程中,由材料去除过程刀具-工件相对几何成形运动引起的误差是工件表面形貌最主要与最基本的因素,必须先对材料去除过程引起的几何成形误差进行分析,因此,建立的螺纹干式旋铣形成的螺纹工件表面形貌预测模型仅考虑工件材料成形过程中刀具工件相对几何运动的影响;对由刀具振动和工件材料所发生的挤压变形等其它因素造成的影响暂不考虑;
[0087]
在螺纹干式旋铣加工过程中,由于工件上的凸起部分(构成螺纹工件表面形貌)是由多刃切削所导致,因此,在螺纹工件表面形貌预测模型建模过程中需要考虑刀具与工件的相对接触运动以及多刀具之间的耦合;图4所示为螺纹工件的螺纹滚道表面形貌成形过程,螺纹滚道表面形貌成形过程主要在第二切削阶段快结束的时候产生,图中虚线圆周表示第(n-1)、n、(n 1)和(n 2)把刀具的刀具运动轨迹,工件毛坯在多把刀具的切削加工过程中最终形成螺纹零件,同时也产生了工件表面形貌;当前刀具与下一把刀具在切削完成后,会在工件表面产生一个凸起的尖点,这些尖点的产生是由不同刀具走刀路径与未变形切屑几何特性所引起的,图4中,点s
h1
和s
h2
为不同刀具运动轨迹的交点,其中,点s
h1
为第n把刀具与第(n 1)把刀具的刀具运动轨迹的交点,点s
h2
为第(n 1)把刀具与第(n 2)把刀具的刀具运动轨迹的交点,点s
h1
或s
h2
到螺纹滚道表面的距离为工件表面残留高度;工件残留高度的值取决于刀具即将退出工件时未变形切屑厚度的大小;
[0088]
螺纹工件螺纹滚道表面形貌的分布如图6所示,图6所示为螺纹工件螺纹滚道内圈主视图,该图为螺纹在工件轴向上的投影,螺纹滚道表面轮廓由许多尖点组成,这些凸起的尖点为螺纹工件由于两把相邻刀具的运动轨迹而产生的多余部分;在理想状态下,螺纹工件螺纹滚道表面在工件轴向上的投影为一个圆形;螺纹滚道表面上这些凸起的尖点在圆周上均匀分布;
[0089]
根据螺纹干式旋铣加工过程螺纹工件表面轮廓成形机理,并结合切削过程中刀具运动轨迹;第n把刀具与第(n 1)把刀具的刀具运动轨迹交点可以通过以下方程组获取:
[0090][0091]
因此,工件残留高度r
th
可以通过计算点s
h1
到工件表面在工件径向方向上的距离获取,计算方程如下:
[0092][0093]
式中,r为螺纹滚道内径;
[0094]
螺纹工件的螺纹滚道表面波纹度示意图如图7所示;波纹度w
sh
为从点s
h1
到点s
h2
的距离。点s
h2
(y
sh2
,z
sh2
)是第(n 1)把刀具和第(n 2)把刀具的刀具运动轨迹的交点,可通过以下方程组获得:
[0095][0096]
式中,坐标点(m
n 2
,n
n 2
)表示第(n 2)把刀具的刀具运动轨迹的中心;基于切削成形运动机理的分析,(m
n 2
,n
n 2
)可表示为:
[0097][0098]
工件表面波纹度w
sh
可以表示为:
[0099][0100]
式中,ψ为螺纹工件的螺旋角。
[0101]
实施例
[0102]
试验验证不同工艺参数下螺纹干式旋铣加工过程中工件螺纹滚道表面形貌(包括残留高度和波纹度)预测值与实验值有较好的一致性。
[0103]
螺纹工件螺纹滚道残留高度的实验值与理论值相比偏大,波纹度的实验值比理论值小。出现这种现象的主要原因是新生成的工件表面在刀具的切削力作用下发生塑性变形。因此,螺纹工件上凸起部分经过干式旋铣加工处理后,在工件径向方向上增加(残留高度增加)而在工件切向方向上减小(波纹度减小)。通过理论值与实验值的对比结果与误差分析结果,能够验证建立的螺纹干式旋铣加工过程中表面形貌模型的有效性与准确性。
[0104]
不同工艺参数下螺纹工件表面形貌的实验验证在“hj092
×
80”型数控旋铣机床上进行,实验所采用工件材料为aisi52100,硬度范围为63~65hrc;螺纹工件几何参数如表1所示;
[0105]
表1工件几何参数
[0106]
螺纹工件几何参数数值轴向节距10.00mm
5000型多功能摩擦仪进行测量。该测量设备集成了三维光学轮廓仪,可用于测量物体表面轮廓。在测量螺纹工件螺纹滚道形貌时,用白光干涉物镜将螺纹工件螺纹滚道观察区域放大10倍。对螺纹工件沿周向3个等间距位置进行测量,并将3次测量值的平均值作为工件残留高度和波纹度的最终实验结果。通过mft-5000型多功能摩擦仪测量的结果为图片信息,需要采用gwyddion分析软件将图片信息转化为数字信息,最终获取残留高度与波纹度的具体测量数值。
[0116]
螺纹工件沿周向3个等间距位置的残留高度测量值上偏差在0.10以内,下偏差在0.08以内;标准差保持在0.07以内。由残留高度测量值的偏差与标准差和螺纹工件残留高度测量值误差分析可知,残留高度的多次测量值波动较小。
[0117]
螺纹工件沿周向3个等间距位置的波纹度测量值上偏差在0.45以内,下偏差在0.37以内;标准差保持在0.32以内。由波纹度测量值的偏差与标准差和螺纹工件波纹度测量值误差分析可知,波纹度的多次测量值波动较小。
[0118]
通过对3个测量点的残留高度与波纹度分别取平均值,最终获得工件表面形貌实验值。不同工艺参数下螺纹干式旋铣加工过程中工件螺纹滚道表面形貌(包括残留高度和波纹度)预测值与实验值如表4所示。
[0119]
表4工件表面残留高度与波纹度的理论值与实验值
[0120][0121]
螺纹工件螺纹滚道残留高度和波纹度的预测误差可以通过以下公式进行计算。其中,ηr与ηw分别为残留高度与波纹度的相对误差;r
th-experimental
与分别为残留高度与波纹度的实验值r
th-theoretical
与分别为残留高度与波纹度的理论计算值。
[0122][0123][0124]
通过相对误差计算结果表明(如表4所示),残留高度和波纹度的理论预测值与实验值有较好的一致性。在12组切削加工参数下,残留高度理论预测值的相对误差最小为0.86%,最大为10.73%;波纹度理论预测值的相对误差最小为1.70%,最大为6.54%。残留高度与波纹度理论预测值的相对误差分别控制在11%与7%以内。理论值与实验值的对比结果与误差分析结果,验证了建立的螺纹干式旋铣加工过程中的螺纹工件表面形貌预测模型的有效性与准确性。由表4可知,螺纹工件螺纹滚道残留高度的实验值与理论值相比偏大,波纹度的实验值比理论值小。出现这种现象的主要原因是新生成的工件表面在刀具的切削力作用下发生塑性变形。因此,螺纹工件上凸起部分经过干式旋铣加工处理后,在工件径向方向上增加(残留高度增加)而在工件切向方向上减小(波纹度减小)。
[0125]
表面形貌影响因素分析:
[0126]
螺纹干式旋铣加工过程切削速度对工件表面形貌(包括残留高度与波纹度)影响分析如图9所示。由图9可知,切削速度对工件表面残留高度与波纹度影响不大;随着切削速度的变化,工件表面残留高度与波纹度基本保持不变。由螺纹工件表面形貌预测模型可知,工件表面残留高度是刀具运动轨迹与工件半径相交坐标的函数,工件表面波纹度是刀具运动轨迹与螺纹螺旋角相交坐标的函数。在工件半径与螺纹螺旋角为固定值的情况下,唯一变化的参数是刀具运动轨迹的交点坐标。此时,切削速度和刀具个数对刀具运动轨迹的影响较小,解释了工件表面残留高度与波纹度只是产生了微小的变化。
[0127]
工件表面残留高度与波纹度随着最大切深的变化情况如图10所示。由图10所示,工件表面形貌基本上随着最大切深的增加呈线性增加的趋势。这种现象的主要原因是在较低的最大切削深度下,工件表面由刀具运动轨迹相交引起的连续刻痕彼此非常接近;随着最大切削深度的增加,连续刻痕之间的距离开始增大,在工件表面上产生的刻痕会越来越少。从图10可以看出,当最大切深为0.04mm时,工件表面残留高度和波纹度的值分别为10.26
×
10-4mm和13.36
×
10-2mm;而当最大切深为0.1mm时,这些值分别达到了13.17
×
10-4mm和46.96
×
10-2mm。这种现象表明随着最大切深的增加,工件表面波纹度的增长率高于工件表面波纹度的增长率。
[0128]
螺纹干式旋铣加工过程刀具个数对工件表面残留高度与波纹度的影响如图11所示。刀具个数对工件表面形貌的影响规律与图10中切削速度对工件表面形貌的影响规律类似。随着刀具个数的改变,工件表面残留高度与波纹度基本不发生变化。工件表面残留高度与波纹度主要是刀具运动轨迹的函数,刀具个数发生变化对刀具运动轨迹影响较小。因此,工件表面残留高度与波纹度只产生微小的变化。
[0129]
由上述分析可知,在螺纹干式旋铣加工过程中,切削速度、最大切深与刀具个数对工件表面形貌与工件表面残余应力的影响程度是不同的。通过主效应分析方式对工件表面残留高度与波纹度进行灵敏度分析,探寻影响工件表面形貌的敏感因素。
[0130]
由工件表面残留高度主效应影响分析可以得出,最大切深是影响工件表面残留高
度的敏感参数;切削速度对工件表面残留高度的影响不显著;当刀具个数较少时,刀具个数对工件表面残留高度的影响较为显著,随着刀具个数的增加,显著程度降低。工艺参数对工件表面残留高度影响程度大小排序依次为:最大切深最大,刀具个数较小,切削速度最小。
[0131]
工件表面波纹度主效应影响分析与工件表面残留高度主效应影响分析类似,最大切深为影响工件表面波纹度的敏感参数。此外,刀具个数与切削深度对工件表面波纹度的影响不显著。工艺参数对工件表面波纹度影响程度大小排序依次为:最大切深最大,刀具个数与切削速度较小。综上,最大切削深度为表面形貌的主要影响因素。
[0132]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
[0133]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
