1.本发明涉及成品烟检测领域,特别涉及一种成品烟综合质量检测设备。
背景技术:
2.在市场经济日益发达的今天,质量对于一个企业的重要性越来越重要,产品质量的高低是企业有没有核心竞争力的体现之一,提高产品质量是保证企业占有市场,从而能够持续经营的重要手段,一个企业想做大做强,在增强创新能力的基础上,努力提高产品和服务的质量水平是重要的手段。因此,注重产品的质量问题,也是当今企业发展必须考虑的问题。
3.卷烟作为一种快速消费品,其卷制质量的稳定性对消费者的感官感受具有较为直接和显著的影响。卷烟在卷制加工环节受控的物理指标众多,存在相互关联又相互制约的关系,共同对烟支的质量稳定发挥影响。而卷烟规格(滤嘴长度、烟支长度、卷烟圆周等参数)发生变化时,烟支的吸阻稀释作用、过滤作用均会发生变化,卷烟吸食质量随之发生变化,同时卷烟的烟气浓度也会发生变化,会影响到卷烟安全性指标的大小。因此当卷烟来料烟丝质量一定时,卷烟生产过程中的质量、圆周、吸阻、长度、硬度等物理指标的稳定控制尤为重要,它们影响到卷烟吸食质量与安全性指标的大小。
4.为了降低烟支的质量缺陷率,各个烟厂会装有一些烟支质量检测装置对烟支的长度、圆周、吸阻、重量、通风率进行检测,来保证成品烟的质量。目前烟厂车间安装的检测装置都是从不同的供应商采购,数据很难汇总进行整体分析。目前还没有能够整体检测烟支综合质量的设备。
5.因此,提供一种能够通过一台设备就能检测烟支的长度、圆周、吸阻、重量、通风率的成品烟综合质量检测设备。
技术实现要素:
6.本发明的目的在于克服现有技术的不足,提供一种能够通过一台设备就能检测烟支的长度、圆周、吸阻、重量、通风率的成品烟综合质量检测设备。本发明的成品烟综合质量检测设备可以直接将烟支放入检测设备进行检测,还能够通过设置条烟拆解设备和烟包拆解设备对烟条和烟包进行拆解后检测烟支的综合质量。
7.本发明提供的成品烟综合质量检测设备,其技术方案为:
8.一种成品烟综合质量检测设备,检测设备包括安装台,安装台上设置有烟支长度检测装置、烟支圆周检测装置、烟支吸阻检测装置、烟支重量检测装置或烟支通风率检测装置中的一种或任几种,安装台与烟包拆解装置连接和/或与直接放入烟支的烟支入口连接。
9.优选地,检测设备还包括计算机,烟支长度检测装置、烟支圆周检测装置、烟支吸阻检测装置、烟支重量检测装置或烟支通风率检测装置连接到计算机,实现数据传输和自动控制。
10.优选地,检测设备上还设置有烟支外观检测装置和烟支端面检测装置,烟支外观
检测装置和烟支端面检测装置与计算机连接,实现数据传输和自动控制。
11.优选地,烟支长度检测装置、烟支圆周检测装置、烟支吸阻检测装置、烟支重量检测装置或烟支通风率检测装置集中安装在一个立体安装台上;
12.或者烟支长度检测装置、烟支圆周检测装置、烟支吸阻检测装置、烟支重量检测装置或烟支通风率检测装置设置在烟支传送件周围,流水线式的进行检测。
13.优选地,烟包拆解装置包括烟包传送件、烟包限位件、烟包切割件和烟盒分离件;烟包传送件与烟包限位件连接,烟包限位件用于限定烟包的位置,烟包切割件设置在烟包传送件周围,用于切割烟包的油封纸和/或烟盒,烟盒分离件设置在烟包传送件周围,用于分离油封纸和/或烟盒,得到烟支,烟支经过烟支传送件依次经过烟支检测装置。
14.优选地,烟包传送件是由电机驱动的皮带传送或者通过链轮传送;
15.烟支传送件是机械手或吸盘,或者是气吸式的滚轮,或者是由电机带动的传送带。
16.优选地,烟盒分离件是机械手或者吸盘;
17.烟包切割件包括支架和设置在支架上的切割件;
18.烟包限位件是烟包模盒或者挡板。
19.优选地,检测设备还包括条烟拆解装置,条烟拆解装置包括条烟传送件、条烟限位件、条烟切割件和条盒分离件;条烟传送件与条烟限位件连接,条烟限位件用于限定条烟的位置,条烟切割件设置在条烟传送件周围,用于切割条烟的油封纸和/或条盒;条盒分离件设置在条烟传送件周围,用于分离油封纸和/或条盒,得到烟包,条烟传送件与烟包传送件连接。
20.优选地,条烟传送件是由电机驱动的皮带传送或者通过链轮传送;
21.条盒分离件是机械手、吸盘或者滚轮分离装置;
22.条烟切割件包括支架和设置在支架上的切割件;条烟限位件是条烟模盒或者挡板。
23.优选地,滚轮分离装置包括多个滚轮和带动滚轮转动的电机,多个滚轮设置在条烟传送件的侧面,当已经被切除端面的条烟通过时,多个滚轮与条盒接触,通过滚轮与条盒之间的摩擦力带动条盒移动将条盒与烟包分离。
24.本发明的实施包括以下技术效果:
25.本发明的成品烟综合质量检测设备可以首先将烟包拆解后,对烟支的综合质量进行检测,也可以将成品烟支通过烟支入口把烟支放入设备进行检测,烟支在检测设备中完成烟支长度、圆周、吸阻、重量、通风率、外观(刺破、污点等)和端面(空头、落丝等)的检测。本发明的检测设备使得成品烟支的综合质量检测结果量化、数据全面化,检测数据自动存储,计算机可以分析烟支的综合质量,快速发现烟支质量缺陷的问题所在,提高质量管理水平。该设备的使用能够保证烟支质量的稳定;能够有效降低企业用工成本;降低管理难度,实现标准化作业,实现烟草行业的智能制造。
26.计算机可以用于统计烟支的缺陷类型,并生成报告。根据检测报告,维修人员可以反推卷烟机中的哪些部件或者装置有可能出现问题,导致缺陷的产生。采用本发明的设备,可以根据成品烟的质量检测结果反推前端设备的运行情况。
附图说明
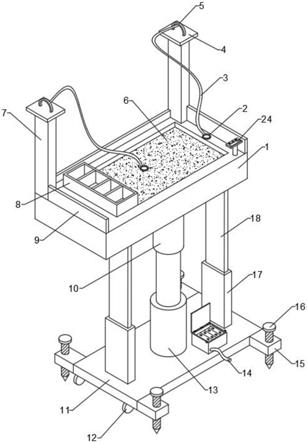
27.图1为本发明实施例1的一种成品烟综合质量检测设备结构示意图。
28.图2为本发明实施例的一种成品烟综合质量检测设备模块示意图。
29.图3为本发明实施例2的一种成品烟综合质量检测设备结构示意图。
30.图中:1、烟支入口;2、烟支;3、烟包;4、条烟;5、烟包拆解装置;50、烟包传送件;51、烟包限位件;52、烟包切割件;53、烟盒分离件;6、条烟拆解装置;60、条烟传送件;61、条烟限位件;62、条烟切割件;63、条盒分离件;7、安装台。
具体实施方式
31.下面将结合实施例以及附图对本发明加以详细说明,需要指出的是,所描述的实施例仅旨在便于对本发明的理解,而对其不起任何限定作用。
32.参见图1和图2所示,本实施例的一种成品烟综合质量检测设备,检测设备包括安装台7,安装台7上设置有烟支长度检测装置、烟支圆周检测装置、烟支吸阻检测装置、烟支重量检测装置或烟支通风率检测装置中的一种或任几种,烟支2在检测设备中完成烟支长度、圆周、吸阻、重量、通风率、外观(刺破、污点等)和端面(空头、落丝等)的检测;安装台7与烟包拆解装置5连接和/或与直接放入烟支2的烟支入口1连接。检测设备还包括计算机,烟支长度检测装置、烟支圆周检测装置、烟支吸阻检测装置、烟支重量检测装置或烟支通风率检测装置连接到计算机,实现数据传输和自动控制。计算机可以用于统计烟支2的缺陷类型,并生成报告。根据检测报告,维修人员可以反推卷烟机中的哪些部件或者装置有可能出现问题,导致缺陷的产生。采用本实施例的设备,可以根据成品烟的质量检测结果反推前端设备的运行情况。可选地,检测设备上还设置有烟支外观检测装置和烟支端面检测装置,烟支外观检测装置和烟支端面检测装置与计算机连接,实现数据传输和自动控制。烟支长度检测装置、烟支圆周检测装置、烟支吸阻检测装置、烟支重量检测装置、烟支通风率检测装置、烟支外观检测装置和烟支端面检测装置可以选用现有的检测装置,本实施例中不再赘述。
33.本实施例的成品烟综合质量检测设备可以首先将烟包3拆解后,对烟支2的综合质量进行检测,也可以将成品烟支2通过烟支入口1把烟支2放入设备进行检测。本实施例的检测设备使得成品烟支的综合质量检测结果量化、数据全面化,检测数据自动存储,计算机可以分析烟支的综合质量,快速发现烟支质量缺陷的问题所在,提高质量管理水平。该设备的使用能够保证烟支质量的稳定;能够有效降低企业用工成本;降低管理难度,实现标准化作业,实现烟草行业的智能制造。
34.作为一种结构,本实施例的检测设备可以将烟支长度检测装置、烟支圆周检测装置、烟支吸阻检测装置、烟支重量检测装置或烟支通风率检测装置集中安装在一个立体安装台7上。作为另一种结构,也可以将烟支长度检测装置、烟支圆周检测装置、烟支吸阻检测装置、烟支重量检测装置或烟支通风率检测装置设置在烟支传送件周围,流水线式的进行检测。附图1和附图3中的安装台只是一种示例结构,本领域普通技术人员可以根据需要对结构进行调整。
35.本实施例中,参见图1所示,烟包拆解装置5包括烟包传送件50、烟包限位件51、烟包切割件52和烟盒分离件53;烟包传送件50与烟包限位件51连接,烟包限位件51用于限定
烟包3的位置,烟包3在烟包传送件50的带动下移动,烟包切割件52设置在烟包传送件50周围,用于切割烟包3的油封纸和/或烟盒,烟盒分离件53设置在烟包传送件50周围,用于分离油封纸和/或烟盒,得到烟支2,烟支2经过烟支传送件依次经过烟支检测装置。
36.作为示例,烟包传送件50是由电机驱动的皮带传送或者通过链轮传送;由控制器控制烟包3移动。烟支传送件是烟支提取装置(机械手或吸盘等)和放置烟支的烟槽,或者是气吸式的滚轮,或者是由电机带动的传送带。烟盒分离件53是机械手或者吸盘。烟包切割件52包括支架和设置在支架上的切割件(例如刀片);烟包限位件51是烟包模盒或者挡板。
37.实施例2
38.本实施例将条烟4通过条烟拆解装置6拆解为烟包3后进入烟包拆解装置5,烟包拆解装置5将烟包3拆解后得到烟支2,其它部分与实施例1相同,不再赘述。
39.具体地,参见图2所示,本实施例的条烟拆解装置6包括条烟传送件60、条烟限位件61、条烟切割件62和条盒分离件63;条烟传送件60与条烟限位件61连接,条烟限位件61用于限定条烟4的位置,条烟4在条烟传送件60的带动下移动;条烟切割件62设置在条烟传送件60周围,用于切割条烟4的油封纸和/或条盒;条盒分离件63设置在条烟传送件60周围,用于分离油封纸和/或条盒,得到烟包3,烟包传送件50与条烟传送件60连接。
40.作为示例,条烟传送件60是由电机驱动的皮带传送或者通过链轮传送;由控制器控制条烟4移动。条盒分离件63是机械手、吸盘或者滚轮分离装置。滚轮分离装置包括多个滚轮和带动滚轮转动的电机,多个滚轮设置在条烟传送件60的侧面,当已经被切除端面的条烟4通过时,多个滚轮与条盒接触,通过滚轮与条盒之间的摩擦力带动条盒移动将条盒与烟包3分离。条烟切割件62包括支架和设置在支架上的切割件(例如刀片);条烟限位件61是条烟模盒或者挡板。众所周知,条烟4内的烟包3排列是有规律的,上下两层烟包3之间有一条深度和宽度达2mm左右的缝隙,作为一种示例,拆解条烟4时将条烟4固定在条烟模盒或者挡板上,在条烟模盒或者挡板的两侧分别装有两个刀片,刀片的刚好位于上下两层烟包3的缝隙处,条烟4在条烟模盒或者挡板中相对刀片运动时,条烟4的长边便被这两个刀片划开,之后条烟4被推入另一个模盒,在相同原理下切开条烟4的短边,之后用条盒分离件63将条烟4包装与烟包3分离,烟包3便被分离出来。为了适应不同尺寸的条烟4,条烟拆解装置6可以包括多个不同尺寸的模盒或者可调节位置的挡板,多个模盒可以安装在旋转机构上,对于不同条烟4的尺寸,使用相应的条烟限位件61,完成拆解。
41.最后应当说明的是,以上实施例仅用以说明本发明的技术方案,而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细地说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。