1.本技术涉及矿山开采领域,具体而言,涉及一种确定金刚石串珠绳锯机切割作业时最优夹角的方法。
背景技术:
2.露天开采是固体矿物开采的主要方法,在金属、化工、建材等矿产开采中占主导地位。为了切实树立和践行“绿水青山就是金山银山”的理念,需要不断增强生态环境保护的自觉性,把绿色发展的理念贯穿于矿产资源规划勘察开发利用的全过程,持续推进绿色矿山建设,提升矿产资源开发利用水平,进一步改善矿山自然生态环境。
3.目前在露天矿山非爆开采预松动过程中,对台阶进行绳锯机切割时没有确定在对称切割或非对称切割情况下切割效率最大时的切割夹角,导致绳锯机切割具有盲目性,同时切割时没有具体考虑金刚石串珠绳的磨损情况,导致绳锯机不能结合切割效率和金刚石串珠绳耐磨损率来确定切割时的最优夹角,从而不能实现绳锯机最大效益化地切割,降低了切割效率且增大了生产成本。
技术实现要素:
4.本技术的目的在于提供一种确定金刚石串珠绳锯机切割作业时最优夹角的方法,其能在矿山生产过程中大大提高生产效率,使得切割设计更加可靠,生产成本更低。
5.本技术的实施例是这样实现的:
6.本技术实施例提供一种确定金刚石串珠绳锯机切割作业时最优夹角的方法,包括以下步骤:
7.根据矿山地质情况选择规格适应的金刚石串珠绳,确定切割夹角范围,并在夹角范围之内确定夹角分级进行分组切割;
8.基于矿石切割路径是否对称的情况,分别在对称和不对称情况下制定多组钻孔路径长短相同但夹角不同的绳锯作业情况,并获取每一夹角下作业时所对应的切割时间和切割面积;
9.通过获取的切割面积和切割时间,计算出切割效率,切割效率=切割面积/切割时间;
10.基于切割效率,通过最小二乘法线性拟合得出矿石切割路径对称和不对称两种情况下夹角范围内每一夹角对应的切割效率,并建立切割效率模型;
11.使用绳锯机利用金刚石串珠绳切割矿体15min以上时,停机测量金刚石串珠的直径作为金刚石串珠的初始直径,随后继续切割直至切割完成后测量金刚石串珠的直径作为金刚石串珠的终末直径,根据初始直径和终末直径计算得到金刚石串珠绳的磨损消耗;
12.通过金刚石串珠绳的磨损消耗和切割面积得出金刚石串珠绳的耐磨损率;
13.根据矿石切割路径对称和不对称两种情况下不同夹角切割作业时的金刚石串珠绳耐磨损率,通过最小二乘法线性拟合得出夹角范围内每一夹角对应的金刚石串珠绳的耐
磨损率,建立金刚石串珠绳的耐磨损率模型;
14.通过对切割效率和金刚石串珠绳的耐磨损率进行加权计算构成评价系数,通过比较评价系数大小来确定矿石切割路径对称和不对称两种情况下金刚石串珠绳锯机切割作业时的最优夹角。
15.在一些可选的实施方案中,测量初始直径和终末直径时,使用千分尺对每个金刚石串珠的直径沿圆周的水平和垂直方向分别测量2~4次并取平均值。
16.在一些可选的实施方案中,测量终末直径时,将金刚石串珠绳划分为10~20段,每段随机选取1~2个金刚石串珠进行测量。
17.在一些可选的实施方案中,通过对切割效率和金刚石串珠绳的耐磨损率进行加权计算构成评价系数时,参照以下公式:式中,ξ
θ
为相应夹角的评价系数;i1为切割效率的加权系数;i2为耐磨损率的加权系数;η
θ
为相应夹角的切割效率;η
max
为夹角范围中最大的切割效率;c
θ
为相应夹角的金刚石串珠绳的耐磨损率;c
max
为夹角范围中金刚石串珠绳的耐磨损率的最大值。
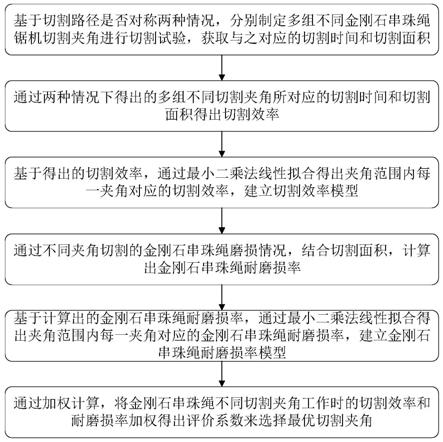
18.本技术的有益效果是:本技术提供的确定金刚石串珠绳锯机切割作业时最优夹角的方法包括以下步骤:控制钻孔的路径长短相同,针对切割路径是否对称制定两种情况下多组不同绳锯夹角的切割试验,获取每组切割夹角对应的切割时间和切割面积,得出切割效率;基于得出的切割效率创建两种情况下不同切割夹角的切割效率模型,再结合两种情况下不同夹角切割工作时金刚石串珠绳的磨损情况,通过加权计算构建最优切割夹角计算模型,得出评价系数,根据评价系数大小来确定绳锯切割时的最优夹角。确定金刚石串珠绳锯机切割作业时最优夹角的方法能在矿山生产过程中大大提高生产效率,使得切割设计更加可靠,生产成本更低。
附图说明
19.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
20.图1为本技术实施例提供的确定金刚石串珠绳锯机切割作业时最优夹角的方法的工艺流程图;
21.图2为本技术实施例提供的确定金刚石串珠绳锯机切割作业时最优夹角的方法中对称切割时钻孔长度相同夹角不同时金刚石串珠绳和绳锯机的布置图;
22.图3为本技术实施例提供的确定金刚石串珠绳锯机切割作业时最优夹角的方法中不对称切割时钻孔长度相同夹角不同时金刚石串珠绳的布置图;
23.图4为本技术实施例提供的确定金刚石串珠绳锯机切割作业时最优夹角的方法中使用千分尺测量金刚石串珠直径的示意图。
24.图中:100、钻孔外壁;110、钻孔口;120、金刚石串珠绳;130、钻孔内壁;140、圈定矿体;150、矿体;160、导向轮;170、绳锯机;180、铁轨;190、金刚石串珠;200、千分尺。
具体实施方式
25.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。
26.因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
27.以下结合实施例对本技术的确定金刚石串珠绳锯机切割作业时最优夹角的方法的特征和性能作进一步的详细描述。
28.某石灰石露天矿开采深度为295m至110m标高,矿山生产规模为2.0mt/a,岩层走向25~35
°
,倾向南东,倾角56~80
°
不等,开采台阶平均厚度15m,矿石莫氏强度为3.5。本技术实施例提供的确定金刚石串珠绳锯机切割作业时最优夹角的方法应用于此矿山开采时,如图1所示,包括以下步骤:
29.根据矿山地质情况选择金刚石串珠绳,选用每米40个直径为11.5mm的金刚石串珠通过弹簧和橡胶串联组成的金刚石串珠绳120,并选取40
°
~90
°
夹角范围,此夹角范围方便操作且可行性高确定,在夹角范围之内确定每10
°
夹角作为一个分级进行分组切割,分级度数过小时对接穿孔时不易掌握,分级度数过大时分组过少会导致缺乏样本降低样本代表性;
30.基于矿石切割路径是否对称的情况,控制金刚石串珠绳120切割长度不变,分别在对称和不对称情况下制定多组钻孔路径长短相同但夹角不同的绳锯作业情况,并获取每一夹角下作业时所对应的切割时间和切割面积;如图2所示,在对称切割情况下,控制住钻孔的路径长短一样,保证金刚石串珠绳120的总长度2a不变,进而保证初始金刚石串珠绳120与矿体150接触面积一样,将金刚石串珠绳120通过钻孔口110穿入钻孔内,经过钻孔交汇处穿出并通过导向轮160的引导通向绳锯机170,在绳锯机170施加张紧力的情况下,保证金刚石串珠绳120与背离钻孔外壁100的钻孔内壁130紧紧接触并开始切割,随着切割进行绳锯机170会沿着铁轨180渐渐往后移动直至切割完毕,金刚石串珠绳120夹角将按照10度为一个分级进行切割圈定矿体140,图中仅为40
°
~90
°
中40
°
、90
°
时的示意图。如图3所示,在不对称切割情况下,控制住钻孔的路径长短一样,图中a b=c d=2a,保证金刚石串珠绳120长短一样,进而保证金刚石串珠绳120和矿体150接触面积一样,将金刚石串珠绳120通过钻孔口110穿入钻孔内,经过钻孔交汇处穿出通过导向轮160引导通向绳锯机170,在绳锯机170施加张紧力的情况下,保证金刚石串珠绳120与背离钻孔外壁100的钻孔内壁130紧紧接触并开始切割,随着切割进行绳锯机170会沿着铁轨180渐渐往后移动直至切割完毕。金刚石串珠绳120夹角将按照10度为一个分级进行切割圈定矿体140,图中仅为40
°
~90
°
中40
°
、90
°
的示意图。
31.基于上述对称和不对称切割两种情况下获取的切割面积δs和切割时间δt,计算出切割效率η
θ
,即切割效率=切割面积/切割时间;
32.基于得到的切割效率,通过最小二乘法线性拟合得出矿石切割路径对称和不对称两种情况下夹角范围内每一夹角对应的切割效率,并建立切割效率模型;
33.记录矿石切割路径对称和不对称两种情况下不同夹角切割作业时的金刚石串珠绳120磨损情况:使用绳锯机170利用金刚石串珠绳120切割矿体150直至15min后,新的金刚石串珠190表面的薄层塑料被磨损掉,停机测量金刚石串珠190的直径作为金刚石串珠190的初始直径。进行切割作业直至切割完成后,将金刚石串珠绳120划分为10段,每段随机选取2个金刚石串珠190来分析金刚石串珠190的磨损情况。如图4所示使用千分尺200对金刚石串珠190直径进行测量,对每个金刚石串珠190的直径沿圆周的水平和垂直方向分别测量2次,取其平均值为该次的测量值作为金刚石串珠190的终末直径,取抽取的20个金刚石串珠190的终末直径的平均值与金刚石串珠190的初始直径对比得到金刚石串珠绳120的磨损消耗。通过金刚石串珠绳120的磨损消耗和切割面积得出金刚石串珠绳的耐磨损率;式中,c为金刚石串珠绳的耐磨损率,mm2/mm,δs为切割面积,m2,δn为金刚石串珠绳的磨损消耗,mm;
34.基于计算出来的金刚石串珠绳的耐磨损率,通过最小二乘法线性拟合得出夹角范围内每一夹角对应的金刚石串珠绳的耐磨损率,建立金刚石串珠绳的耐磨损率模型;
35.通过加权计算,将金刚石串珠绳不同切割夹角工作时的切割效率和耐磨损率加权得出评价系数,通过比较评价系数大小来判断选择两种情况下最优切割夹角;式中:ξ
θ
为相应夹角的评价系数;i1为切割效率的加权系数;i2为耐磨损率的加权系数;η
θ
为相应夹角的切割效率;η
max
为40
°
~90
°
中最大的切割效率;c
θ
为相应夹角的金刚石串珠绳的耐磨损率;c
max
为40
°
~90
°
中金刚石串珠绳的耐磨损率的最大值。其中,i1,i2随着待切割矿石的价值利润高低和硬度等因素不同综合考虑进行相应调整,价值利润高或硬度较低的矿石侧重切割效率加权系数i1,价值利润不高或硬度较高的矿石需多兼顾耐磨损率加权系数i2。
36.以上所描述的实施例是本技术一部分实施例,而不是全部的实施例。本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。