1.本发明涉及铝板加工技术领域,具体为一种弧形漫反射涂层铝板及其制造工艺。
背景技术:
2.反射涂层的使用多限于实验室、检测设备的标准板、led照明灯等领域。对于led灯具的反光面板其中铝板是一种常见材料,传统的方法是通过在铝板表面涂上反射材料。但是,现有加工方式的均是直接在铝板表面喷涂反射涂料层,做成预制构件。然后在根据灯具内部布局,对铝板进行一定角度的弯曲。但这样的方式存在一些弊端:铝板上反射涂层干硬后弯曲,容易导致漫反射涂层开裂甚至脱落。
3.且现有的弯曲方式较为简单,借助工具将铝板手动掰弯,费时费力,且不对称。借助模具设备又提高成本,十分占用空间。因此需要一种新型的装置。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种弧形漫反射涂层铝板及其制造工艺,解决了上述背景技术中提出的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种弧形漫反射涂层铝板的制造装置,包括两个滑轨,所述滑轨上滑动配合有两个滑道,所述滑轨与滑道相互垂直,两个滑轨之间设有连接板,连接板上设有电推杆,电推杆呈垂直状布置,电推杆顶部连接有垫片,所述滑道滑动配合有两个滑块,滑块顶部铰接有定位组件,定位组件用于将铝板固定住。
8.电推杆朝向滑道一侧设有牵引轮,垫片朝向滑道一侧连接有绳索,绳索穿过牵引轮与滑道连接,铝板水平放置在滑道上,定位组件夹住铝板边缘,垫片与铝板底部接触,当电推杆伸长时将铝板中央处顶起,将铝板弯曲呈弧形。
9.优选的,还包括有多个平行条杆和不锈钢刮棒,两个滑道上的滑块两两为一组,多个平行条杆与多组滑块一一对应,平行条杆端部与滑块上定位组件连接,平行条杆与铝板平行,所述不锈钢刮棒穿插在平行条杆和铝板之间。
10.优选的,所述定位组件包括夹片一、夹片二、螺杆、齿环和齿轮,所述夹片一下端与滑块顶部铰接,夹片二位于夹片一上方,夹片一顶部与螺杆枢接,螺杆螺纹贯穿夹片二,所述齿环枢接在夹片二顶部,齿环与螺杆螺纹套接,齿轮枢接在夹片二顶部,齿轮与齿环啮合。
11.优选的,所述齿轮带动齿环旋转,齿环带动螺杆旋转,令夹片二靠近夹片一,从而将铝板边缘夹住。
12.优选的,所述夹片二顶部开设有嵌孔,平行条杆端部设有卡柱,卡柱能够卡入嵌孔内。
13.优选的,所述滑块顶部刻有指示线,同一滑道上的相邻两个滑块之间设有连接杆,所述连接杆由两个镶嵌片和多个磁石棒组成,所述多个磁石棒头尾相吸,其中一个镶嵌片与位于首端磁石棒连接,另一个镶嵌片与位于尾端的磁石棒连接,镶嵌片用于和滑块侧面连接。
14.优选的,所述滑块侧面设有凸起,镶嵌片中央处向内凹陷,凸起嵌入镶嵌片凹陷内。
15.优选的,还包括有沙袋,沙袋顶部设有握把,沙袋内填充有细沙,沙袋表面包裹有气袋,气袋顶部有气孔,气孔处填塞有橡胶塞。
16.一种弧形漫反射涂层铝板的制造方法:
17.步骤一、先将整个装置放置在平坦水平的桌面上,将铝板水平放置在两个滑道上,铝板边缘与滑块对齐。
18.步骤二,转动夹片一使其水平放置,用手指顺时针拨动齿轮,齿轮带动齿环旋转,齿环带动螺杆旋转将夹片二抬升,令铝板边缘放入夹片一和夹片二之间。
19.步骤三,待铝板放置好后,用手指逆时针拨动齿轮,齿轮通过齿环、螺杆令夹片二靠近夹片一,从而将铝板夹紧。
20.步骤四,当铝板夹紧后对平行条杆进行固定,将平行条杆端部的卡柱扣入夹片二的嵌孔内,使得平行条杆与铝板平行,接着启动电推杆,电推杆伸长将铝板顶部撑起,与此同时垫片拉扯绳索,绳索拉扯两个滑道相互靠近。
21.步骤五,平行条杆始终与铝板同步弯曲,待弯曲成型后,将不锈钢刮棒插入平行条杆和铝板之间,在不锈钢刮棒表面倒有漫反射涂料,反复移动不锈钢刮棒将漫反射涂料涂抹在弯曲铝板表面。
22.步骤六,将弯曲铝板表面的漫反射涂料烘干。
23.(三)有益效果
24.本发明提供了一种弧形漫反射涂层铝板及其制造工艺。具备以下有益效果:
25.1、该弧形漫反射涂层铝板及其制造工艺,通过滑道、电推杆、绳索和牵引轮配合,在电推杆伸长时牵扯绳索,绳索拉扯两个滑道相互靠拢,将铝板顶成弧形。代替传统手工弯曲,省时省力,且铝板受力点对称,以此避免弯曲时造成铝板不对称。通过平行条杆、不锈钢刮棒与定位组件配合在铝板弯曲后涂上漫反射涂料。防止先喷涂后弯曲造成反射涂层脱落。
附图说明
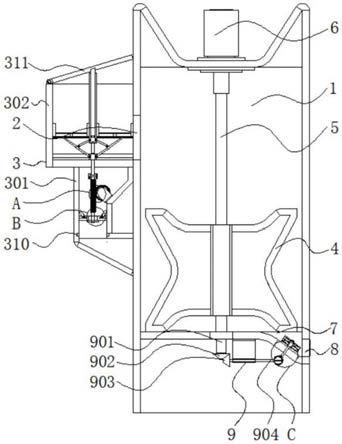
26.图1为本发明结构示意图;
27.图2为本发明结构工作参考图;
28.图3为本发明图2中a处结构放大图;
29.图4为本发明结构工作参考侧视图;
30.图5为本发明连接杆结构示意图;
31.图6为本发明滑块结构示意图;
32.图7为本发明滑块结构另一角度示意图;
33.图8为本发明平行条杆结构局部示意图;
34.图9为本发明沙袋结构示意图。
35.图中:1滑轨、2滑道、3连接板、4电推杆、5垫片、6牵引轮、7绳索、8滑块、81指示线、82凸起、9平行条杆、91卡柱、10不锈钢刮棒、11连接杆、111镶嵌片、112磁石棒、12夹片一、13夹片二、131嵌孔、14螺杆、15齿环、16齿轮、17沙袋、171握把、172气袋。
具体实施方式
36.本发明实施例提供一种弧形漫反射涂层铝板的制造装置,如图1-9所示,包括两个滑轨1,滑轨1上滑动配合有两个滑道2,滑轨1与滑道2相互垂直。两个滑轨1之间焊接有连接板3,连接板3正中央处固定安装有电推杆4。电推杆4呈垂直状布置,电推杆4顶部焊接有垫片5,垫片5根据铝板大小有不同宽度的尺寸。滑道2滑动配合有两个滑块8,滑块8顶部铰接有定位组件,定位组件用于将铝板固定住。
37.电推杆4朝向滑道2一侧固定安装有牵引轮6,垫片5朝向滑道2一侧固定捆绑有绳索7,绳索7穿过牵引轮6与滑道2固定捆绑。当电推杆2伸长时通过绳索7拉动两个滑道2相互靠近,以此增加铝板受力点,加快铝板变型速度。
38.工作时,铝板水平放置在滑道2上,定位组件夹住铝板边缘,垫片5与铝板底部接触,当电推杆4伸长时铝板中央处施力,同时两个滑道2相互靠拢对铝板两侧施力,将铝板弯曲呈弧形。
39.由于定型组件2在滑块8顶部能够转动,使得滑道2相互靠拢时,令定位组件朝向偏转,跟随铝板边缘同步活动。避免对铝板弯曲过程中若定位组件固定,导致铝板两侧弯折而不对称的可能。避免在弯曲过程中铝板边缘脱离定位组件。
40.还包括有多个平行条杆9和不锈钢刮棒10。平行条杆9为韧性的铁制金属杆。根据涂膜厚度不同不锈钢刮棒10配备有不同型号。
41.初始状态,平行条杆9呈直线状。两个滑道2上的滑块8两两为一组,多个平行条杆9与多组滑块8一一对应,平行条杆9端部与滑块8上定位组件固定,平行条杆9与铝板平行,不锈钢刮棒10穿插在平行条杆9和铝板之间。
42.由于定型组件8跟随铝板活动,故弯曲时平行条杆9与铝板同步弯曲。
43.定位组件包括夹片一12、夹片二13、螺杆14、齿环15和齿轮16。夹片一12下端与滑块8顶部铰接,夹片二13位于夹片一12上方,夹片一12顶部与螺杆14枢接,螺杆14螺纹贯穿夹片二13,齿环15枢接在夹片二13顶部,齿环15与螺杆14螺纹套接。齿轮16枢接在夹片二13顶部,齿轮16与齿环15啮合。
44.齿轮16带动齿环15旋转,齿轮带动螺杆14旋转,以此驱动夹片二13靠近或者远离夹片一12。齿轮16带动齿环15旋转,齿环15带动螺杆14旋转,令夹片二13靠近夹片一12,从而将铝板边缘夹住。
45.夹片二13顶部开设有嵌孔131,平行条杆9端部焊接卡柱91,卡柱91能够卡入嵌孔131内。以此将平行条杆9固定在定位组件上。
46.滑块8顶部刻有指示线81,指示线81用于指示铝板弯曲程度。同一滑道2上的相邻两个滑块8之间固定安装有连接杆11。连接杆11由两个镶嵌片111和多个磁石棒112组成,多个磁石棒112头尾相吸,其中一个镶嵌片111与位于首端磁石棒112固定粘接,另一个镶嵌片111与位于尾端的磁石棒112固定粘接。镶嵌片111用于和滑块8侧面连接。
47.滑块8侧面焊接有凸起82,镶嵌片111中央处向内凹陷,凸起82嵌入镶嵌片111凹陷内。
48.还包括有沙袋17,沙袋17顶部固定安装有握把171,沙袋17内填充有细沙,沙袋17表面包裹有气袋172,气袋172顶部有气孔,气孔处填塞有橡胶塞。将沙袋17放入滑道2内,且将沙袋17与滑块8抵触,往气袋172内注入空气,气袋172膨胀堵住滑道2,在配合自身重量从而阻碍滑道8移动,以此起到对滑块8进行定位的效果。避免滑块8随意移动。
49.结合上述可知,改变垫片5长度,在滑道2上放置多个滑块8,可同时对2~3块铝板进行弯曲处理。从而能够在同一时间制作同等弯曲弧度的铝板。进一步提高工作效率。且方便由于两个滑道2高度相对,因此只需移动滑块8,就能使多个铝板9对齐接触,方便进行焊接处理。不需要将铝板转移至起到设备上。
50.一种弧形漫反射涂层铝板的制造方法:
51.步骤一、先将整个装置放置在平坦水平的桌面上,将铝板水平放置在两个滑道2上,铝板边缘与滑块8对齐,同侧滑道2上两个滑块8之间固定安装上连接杆11。
52.步骤二,转动夹片一12使其水平放置,用手指顺时针拨动齿轮16,齿轮16带动齿环15旋转,齿环15带动螺杆14旋转将夹片二13抬升,令铝板边缘放入夹片一12和夹片二13之间。
53.步骤三,待铝板放置好后,用手指逆时针拨动齿轮16,齿轮16通过齿环15、螺杆14令夹片二13靠近夹片一12,从而将铝板夹紧。
54.步骤四,当铝板夹紧后对平行条杆9进行固定,将平行条杆9端部的卡柱91扣入夹片二13的嵌孔131内,使得平行条杆9与铝板平行,接着启动电推杆4,电推杆4伸长将铝板顶部撑起,与此同时垫片5拉扯绳索7,绳索7拉扯两个滑道2相互靠近。
55.步骤五,平行条杆9始终与铝板同步弯曲,待弯曲成型后,将不锈钢刮棒10插入平行条杆9和铝板之间,在不锈钢刮棒10表面倒有漫反射涂料,反复移动不锈钢刮棒10将漫反射涂料涂抹在弯曲铝板表面。
56.步骤六,将弯曲铝板表面的漫反射涂料烘干。
57.综上所述,该弧形漫反射涂层铝板及其制造工艺,通过滑道2、电推杆4、绳索4和牵引轮6配合,在电推杆4伸长时牵扯绳索7,绳索7拉扯两个滑道2相互靠拢,将铝板顶成弧形。代替传统手工弯曲,省时省力,且铝板受力点对称,以此避免弯曲时造成铝板不对称。通过平行条杆9、不锈钢刮棒10与定位组件配合在铝板弯曲后涂上漫反射涂料。防止先喷涂后弯曲造成反射涂层脱落。
58.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。