1.本实用新型涉及纺织中纤维性能评价领域,具体为一种纤维可织性测试装置。
背景技术:
2.纤维束的可织性通常是指纤维束在承受织机复合应力作用下所表现出的织造适应性即抗织造损伤能力。不论是二维织物还是三维立体织物,在织造过程中,纤维束会与陶瓷、不锈钢棍和钢筘片等接触,同时由于织机运动使纤维产生弯曲和勾接现象,造成纤维表面损伤,产生起毛和断丝现象,纤维束会受到不同程度的损伤,严重影响了织造效率和织物的力学性能。随着织机转速和生产效率的不断提高,对纤维束可织性的要求越来越高。
3.关于纤维束可织性的研究成果较少,目前缺乏系统的理论以及测试方法来描述纤维织造过程中的损伤行为,还没有建立起能够全面反映纤维可织性的评价体系。申请号201510479248.5的文献公开了一种织造过程中经纱可织性变化测试方法,其测试织造过程中经纱的磨损程度,该方法是待织机停机后采用记号笔将经纱分为三个区,分别测试三段经纱的断裂强力、断裂伸长以及毛羽,并对测试数据进行对比分析,确定经纱的可织性。但是该方法操作繁琐复杂,由于纤维束摩擦磨损过程中长丝运动的复杂性和测试阶段的局限性,上机实验很难准确提取纤维束摩擦力、摩擦系数和磨损状况等信息,实验误差大,不具有代表性。
4.因此,目前还没有分析高性能纤维束上机前评价可织性的装置和方法,可以在未经织造前初步筛选可织性好的纤维束型号。
技术实现要素:
5.针对现有技术的不足,本实用新型拟解决的技术问题是,提供一种纤维可织性测试装置。
6.本实用新型解决所述技术问题的技术方案是,提供一种纤维可织性测试装置,其特征在于,该装置包括沿纤维束的输送方向依次设置的退绕装置、陶瓷眼、第一定向轮、压辊、第二定向轮、至少五个光滑圆柱体、第一滚轮、光滑半圆体、第二滚轮、第三定向轮、钢筘片、第四定向轮和毛羽仪;
7.退绕装置设置于测试装置的始端,其上缠绕有纤维束,用于纤维束送纱;陶瓷眼用于确定纤维束的走向;陶瓷眼与纤维束之间平行摩擦;
8.纤维束从陶瓷眼水平输送至第一定向轮上;第一定向轮和第二定向轮的直径相同,轴心处于同一水平高度,用于控制纤维束的走向;压辊的轴心与第一定向轮和第二定向轮的轴心均不处于同一水平高度;
9.至少五个光滑圆柱体水平等距设置;所有光滑圆柱体的轴心均处于同一水平高度,底面直径相同;纤维束从第二定向轮水平输送至第一个光滑圆柱体上,并以上下交替的方式依次经过光滑圆柱体的侧面;
10.纤维束从最后一个光滑圆柱体水平输送至第一滚轮上;第一滚轮和第二滚轮的直
径相同,轴心处于同一水平高度,用于转移纤维束;光滑半圆体用于对纤维束产生弯折损伤;
11.纤维束从第二滚轮水平输送至第三定向轮上;第三定向轮和第四定向轮的直径相同,轴心处于同一水平高度,用于控制纤维束的走向;钢筘片与纤维束之间平行摩擦。
12.与现有技术相比,本实用新型有益效果在于:
13.(1)本实用新型综合考虑了纤维可织性能的影响因素,划分为多个功能区分别对应机织过程中不同的织造区域的织机运动工况对纤维束的损伤行为,并且采用连续化模拟,全面准确地反映了织造过程中纤维束的损伤情况,模拟全面准确,自动化程度高,保证了纤维束可织性的准确、高效评价。
14.(2)综合考虑了多种因素对纤维束造成的损伤,包括纤维束与陶瓷、不锈钢材质的弯曲摩擦和平行摩擦这两种摩擦行为以及纤维束的展宽性能、勾接性能和拉伸性能等,将纤维束损伤累加,进而能够确定纤维束的可织性范围,指导实际织造工艺的设计,减少机织过程损伤,节约成本,提高织物产品质量,并为纤维生产企业提出纤维性能指标要求。
附图说明
15.图1为本实用新型的测试装置整体结构图;
16.图2为本实用新型的退绕功能区示意图;
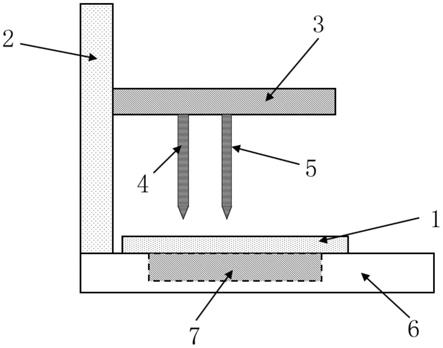
17.图3为本实用新型的展宽功能区示意图;
18.图4为本实用新型的弯曲摩擦功能区示意图;
19.图5为本实用新型的勾接功能区示意图;
20.图6为本实用新型的平行摩擦功能区示意图;
21.图7为本实用新型的毛羽仪示意图。
22.图中,退绕装置1、陶瓷眼2、第一定向轮3、压辊4、第二定向轮5、光滑圆柱体一6、光滑圆柱体二7、光滑圆柱体三8、光滑圆柱体四9、光滑圆柱体五10、第一滚轮11、光滑半圆体12、第二滚轮13、第三定向轮14、钢筘片15、第四定向轮16、第三滚轮17、第四滚轮18、第五定向轮19、红外线检测装置20、第六定向轮21、第五滚轮22、第六滚轮23、卷绕装置24、电脑25、纤维束26。
具体实施方式
23.下面给出本实用新型的具体实施例。具体实施例仅用于进一步详细说明本实用新型,不限制本技术权利要求的保护范围。
24.本实用新型提供了一种纤维可织性测试装置(简称装置),其特征在于,该装置包括沿纤维束26的输送方向依次设置的退绕装置1、陶瓷眼2、第一定向轮3、压辊4、第二定向轮5、至少五个光滑圆柱体、第一滚轮11、光滑半圆体12、第二滚轮13、第三定向轮14、钢筘片15、第四定向轮16和毛羽仪;
25.退绕装置1设置于测试装置的始端,其上缠绕有纤维束26,用于纤维束26送纱;陶瓷眼2用于确定纤维束的走向;陶瓷眼2与纤维束26之间平行摩擦;
26.纤维束26从陶瓷眼2水平输送至第一定向轮3上;第一定向轮3和第二定向轮5的直径相同,轴心处于同一水平高度,用于控制纤维束26的走向,防止横向无序摆动;压辊4的轴
心与第一定向轮3和第二定向轮5的轴心均不处于同一水平高度;纤维束26经过压辊4时,在张力作用下在压辊4表面产生明显的展宽现象,经过压辊4后纤维束从展宽状态进入到集束状态;
27.至少五个光滑圆柱体水平等距设置;所有光滑圆柱体的轴心均处于同一水平高度,底面直径相同;沿纤维束26的输送方向,第一个光滑圆柱体位于第二定向轮5的后方;纤维束26从第二定向轮5水平输送至第一个光滑圆柱体上,并以上下交替的方式依次经过光滑圆柱体的侧面,所有光滑圆柱体共同作用使纤维束26产生弯曲摩擦现象;
28.沿纤维束26的输送方向,第一滚轮11设置于最后一个光滑圆柱体的后方;纤维束26从最后一个光滑圆柱体水平输送至第一滚轮11上;第一滚轮11和第二滚轮13的直径相同,轴心处于同一水平高度,用于转移纤维束26;光滑半圆体12用于对纤维束26产生弯折损伤,模拟勾接性能;
29.纤维束26从第二滚轮13水平输送至第三定向轮14上;第三定向轮14和第四定向轮16的直径相同,轴心处于同一水平高度,用于控制纤维束26的走向,防止横向无序摆动;钢筘片15与纤维束26滑动接触,用于模拟纤维束26与钢筘片15的平行摩擦。
30.优选地,陶瓷眼2的内孔直径为6~9mm。
31.优选地,压辊4的直径小于第一定向轮3和第二定向轮5的直径,为2~5mm,宽度大于纤维束26的宽度,大于10mm;第一定向轮3和第二定向轮5的槽宽大于纤维束26的宽度。
32.优选地,本实施例是五个光滑圆柱体,沿纤维束26的输送方向,水平等距设置有光滑圆柱体一6、光滑圆柱体二7、光滑圆柱体三8、光滑圆柱体四9和光滑圆柱体五10,光滑圆柱体一6位于第二定向轮5的后方。
33.优选地,光滑圆柱体的直径为15~20mm,采用不锈钢材质;纤维束26与光滑圆柱体侧面接触形成的圆弧的度数θ1均相同,处于90
°
~180
°
之间(优选110
°
~180
°
)(弧度是指这段圆弧所对圆心角的度数)。
34.优选地,光滑半圆体12的一端为半圆状,采用不锈钢材质,与纤维束26接触,半圆直径为0.5~2.5mm,另一端为长方体形状;光滑半圆体12两侧的纤维束26所成的夹角θ2为0
°
~30
°
(优选,接近平行)。
35.优选地,第三定向轮14和第四定向轮16的槽宽大于纤维束26的宽度;钢筘片15的宽度大于纤维束26的宽度。
36.优选地,钢筘片15具有倒角,避免棱角损伤纤维;倒角处的直径大于1mm(优选1-2mm)。
37.所述毛羽仪包括沿纤维束26的输送方向依次设置的第三滚轮17、第五定向轮19、红外线检测装置20、第六定向轮21、第五滚轮22、第六滚轮23、卷绕装置24和电脑25;红外线检测装置20与电脑25通讯连接;所述卷绕装置24提供动力,用于控制纤维束26的收集速度;电脑25用于处理并显示测试结果。毛羽仪的型号为lfy-171l。
38.优选地,退绕装置1上纤维束26的引出位置、陶瓷眼2内孔的上表面、第一定向轮3的上表面、第二定向轮5的上表面、所有光滑圆柱体的上侧面、第一滚轮11的下表面、第二滚轮13的下表面、第三定向轮14的上表面、钢筘片15的下表面以及第四定向轮16的上表面均位于同一水平高度。
39.退绕装置1和陶瓷眼2组成退绕功能区;退绕功能区用于模拟实际机织的纤维束退
绕过程,即纤维束26从筒纱退绕后送纱,纤维束由陶瓷眼2进行定位并送入到织造过程中;
40.第一定向轮3、压辊4和第二定向轮5组成展宽功能区;展宽功能区用于模拟实际机织过程中纤维束存在的展宽和集束现象,即纤维束26在与织机部件接触后产生展宽现象,经过织机部件后的集束现象;
41.至少五个光滑圆柱体组成弯曲摩擦功能区;弯曲摩擦功能区用于模拟实际机织过程中纤维束经过光滑圆柱体时产生的弯曲摩擦现象;
42.第一滚轮11、光滑半圆体12和第二滚轮13组成勾接功能区;勾接功能区用于模拟实际机织过程的综框提综时综丝对纤维束产生的弯折作用,实现纤维束26的勾接力学性能;
43.第三定向轮14、钢筘片15和第四定向轮16组成平行摩擦功能区;平行摩擦功能区用于模拟实际机织的钢筘打纬过程,即钢筘片15与纤维束的平行摩擦现象;
44.毛羽仪用于测试处理后的纤维束的毛羽指数,利用毛羽指数作为指标定量分析纤维束26的可织性。
45.优选地,纤维束26在各个功能区之间水平输入和输出。
46.本实用新型的工作流程是:
47.(1)纤维束26依次经过退绕功能区、展宽功能区、弯曲摩擦功能区、勾接功能区、平行摩擦功能区,并缠绕于毛羽仪的卷绕装置24上;纤维束26在各个功能区之间水平输入和输出;
48.步骤1具体是:纤维束26经过退绕功能区时,从退绕装置1上引出,接触陶瓷眼2的内孔;经过展宽功能区时,以上下交替的正弦曲线的形式接触第一定向轮3、压辊4和第二定向轮5的表面;经过弯曲摩擦功能区时,以上下交替的正弦曲线的形式接触所有光滑圆柱体一6的侧面;经过勾接功能区时,接触第一滚轮11的表面、光滑半圆体12的半圆状端部和第二滚轮13的表面;经过平行摩擦功能区时,接触第三定向轮14、钢筘片15和第四定向轮16的表面;最后进入到毛羽仪,纤维束26采用从第三滚轮17到卷绕装置24的引纱方式穿过红外线检测装置20,最终缠绕于卷绕装置24上。
49.本实施例是:纤维束26经过退绕功能区时,从退绕装置1上引出,接触陶瓷眼2内孔的上表面;经过展宽功能区时,以上下交替的正弦曲线的形式接触第一定向轮3的上表面、压辊4的下表面和第二定向轮5的上表面;经过弯曲摩擦功能区时,以上下交替的正弦曲线的形式接触光滑圆柱体一6的上表面、光滑圆柱体二7的下表面、光滑圆柱体三8的上表面、光滑圆柱体四9的下表面和光滑圆柱体五10的上表面;经过勾接功能区时,接触第一滚轮11的下表面、光滑半圆体12的上端的半圆状端部和第二滚轮13的下表面;经过平行摩擦功能区时,接触第三定向轮14的上表面、钢筘片15的下表面和第四定向轮16的上表面;最后进入到毛羽仪,纤维束26采用从第三滚轮17到卷绕装置24的引纱方式穿过红外线检测装置20,最终缠绕于卷绕装置24上。
50.(2)设定各个功能区的实验参数:
51.在退绕功能区,调整退绕装置1的初始张力,使得纤维束退绕过程平顺;陶瓷眼2与纤维束26之间平行摩擦;
52.在展宽功能区,相对纤维束26的原先宽度,展宽比例要大于10%;纤维束26经过压辊4时,在压辊4表面产生展宽现象,经过压辊4后纤维束从展宽状态进入到集束状态;
53.在弯曲摩擦功能区,根据需要调整光滑圆柱体之间的水平距离,使得纤维束26与光滑圆柱体侧面接触形成的圆弧的度数θ1均相同,处于90
°
~180
°
之间,所有光滑圆柱体共同作用使纤维束26产生弯曲摩擦现象;
54.在勾接功能区,光滑半圆体12两侧的纤维束26所成的夹角θ2为0
°
~30
°
;光滑半圆体12的半圆端部对纤维束26产生弯折损伤;
55.在平行摩擦功能区,纤维束26与钢筘片15之间平行摩擦;倒角处的直径大于1mm;
56.在毛羽仪,设置卷绕装置24的转速即纤维束26的输送速度;
57.(3)毛羽仪的卷绕装置24和红外线检测装置20启动,经过退绕功能区、展宽功能区、弯曲摩擦功能区、勾接功能区和平行摩擦功能区处理后的纤维束通过红外线检测装置20在线测试毛羽指数,并将测试值显示在电脑25上,利用毛羽指数作为指标定量分析纤维束的可织性。
58.实施例1
59.使用上浆浓度为1%的tg800碳纤维,碳纤维束宽度为3.5mm。
60.在退绕功能区,陶瓷眼2的内径为7mm。在展宽功能区,第一定向轮3和第二定向轮5的槽宽为5mm,压辊4的直径为3mm。在弯曲摩擦功能区,光滑圆柱体的直径为15mm;根据需要调整光滑圆柱体之间的水平距离,纤维束26与光滑圆柱体侧面接触形成的圆弧的度数θ1为110
°
。在勾接功能区,第一滚轮11和第二滚轮13的直径为8mm,光滑半圆体12的半圆端部的直径为2mm,光滑半圆体12两侧的纤维束26所成的夹角θ2为10
°
。在平行摩擦功能区,钢筘片15的宽度为5mm,大于碳纤维束的宽度,倒角处的直径为2mm;第三定向轮14和第四定向轮16的槽宽为5mm。在毛羽仪,设置卷绕装置24的转速即纤维束26的输送速度为30m/min。张力由退绕装置1、光滑半圆体两侧的纤维束所成的夹角θ2、光滑圆柱体的数量和间距、卷绕装置24的卷绕速度共同控制,测试张力为320~360cn。
61.可织性评价运用的原理是投影计数法,测试指标是毛羽指数。纤维束表面损伤程度越高,产生的毛羽数量越多,同时纤维束力学性能下降越明显。根据毛羽数量与可织性的关系,在允许织造条件下为毛羽指数越高,可织性能越差。经测试,处理后的纤维束的毛羽指数如表1所示:
62.表1
63.毛羽长度0-1mm1-2mm2-3mm3-4mm4-5mm5-6mm6-7mm7-8mm根/1m8.61.20.500000
64.由表1可以看出,纤维束的毛羽长度主要集中在3mm以内,毛羽长度为0-1mm的毛羽数量最多(每米8.6根),毛羽长度为1-2mm的毛羽数量次之,然后是毛羽长度为2-3mm的毛羽数量。测试结果显示处理后的纤维束的毛羽长度不超过3mm。
65.实施例2
66.使用上浆浓度为1.5%的tg800碳纤维,碳纤维束宽度为3.2mm。其他与实施例1相同。
67.经测试,处理后的纤维束的毛羽指数如表2所示:
68.表2
69.毛羽长度0-1mm1-2mm2-3mm3-4mm4-5mm5-6mm6-7mm7-8mm根/1m4.50.30.200000
70.由表2可以看出,纤维束的毛羽长度主要集中在3mm以内,毛羽长度为0-1mm的毛羽数量最多(每米4.5根),毛羽长度为1-2mm的毛羽数量次之,然后是毛羽长度为2-3mm的毛羽数量。测试结果显示处理后的纤维束的毛羽长度不超过3mm。
71.实施例3
72.使用上浆浓度为2%的tg800碳纤维,碳纤维束宽度为3mm。其他与实施例1相同。
73.经测试,处理后的纤维束的毛羽指数如表3所示:
74.表3
75.毛羽长度0-1mm1-2mm2-3mm3-4mm4-5mm5-6mm6-7mm7-8mm根/1m2.50.20.200000
76.由表3可以看出,纤维束的毛羽长度主要集中在3mm以内,毛羽长度为0-1mm的毛羽数量最多(每米2.5根),毛羽长度为1-2mm的毛羽数量次之,然后是毛羽长度为2-3mm的毛羽数量。测试结果显示处理后的纤维束的毛羽长度不超过3mm。
77.从表1-3可以发现,经过测试装置后,处理后的纤维束的毛羽长度主要集中在3mm以内,三种型号的毛羽数量有所差异,上浆浓度为1%的tg800碳纤维毛羽指数最大,上浆浓度为1.5%的tg800碳纤维毛羽指数其次,上浆浓度为2%的tg800碳纤维毛羽指数最小。根据毛羽指数与可织性的相关性,在允许织造条件下规律为毛羽指数越高,可织性越差,可以认为上浆浓度为2%的tg800碳纤维具备相对良好的可织性。
78.本实用新型未述及之处适用于现有技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。