1.本发明属于产品性能测试技术领域,特别是涉及一种基于工业互联网的产品性能测试系统。
背景技术:
2.通常情况下,由于产品进行性能测试后是不能继续使用的,加上产品的数量很大,在对产品性能进行测试时就只能采取抽取很少一部分的样品进行测试来反映整个批次产品的性能。
3.抽样通常是对生产批的产品进行充分混合或打乱后,用专门的抽样器具或人工随机抽样对在产品按规定的抽样部位进行性能测试。取样的份数量的多少由批次产量决定,如2011年06月15日公开的中国专利cn102095572a一种基于标杆产品比对的产品性能测试方法,通过产品测试平台获得被测产品的性能参数;根据记录的性能参数确定记分下限,并根据记录的性能参数最优值确定记分上限;根据所述记分上限和记分下限、以所述记分上限为最高分,对性能参数做归一化处理得对应测试分数;根据测试分数与标杆产品所测得测试分数比对后输出产品等级测试结果。这种测试方法,根据记录的数据、参数进行分析,但是并未能保证所检产品的多样性和代表性。
4.还如中国专利cn112732555a公开了一种基于互联网大数据的产品性能测试系统及测试方法,产品高低温状态检测模块对产品进行高低温运行检测,获取到产品高低温运行数据,产品耐受检测模块对产品进行长时间运行的耐受检测,获取到产品的耐受数据,产品软件检测模块对产品的软件系统进行检测,能够更好更加全面的对产品的性能进行测试,满足了使用者的不同需求,但是,也并未涉及抽检产品的选取。
5.因此,提供一种基于工业互联网的产品性能测试系。
技术实现要素:
6.本发明的目的在于提供一种基于工业互联网的产品性能测试系统,通过数据采集单元、密调单元、抽样分析单元、常规抽样单元、综分单元对产品进行抽样送检并根据随机抽样合格率、常规抽样合格率计算产品的合格率,解决了现有的抽检方式单一以及采用人工抽检样品的多样性得不到保证的问题。
7.为解决上述技术问题,本发明是通过以下技术方案实现的:
8.本发明为一种基于工业互联网的产品性能测试系统,包括:数据采集单元,其采集产品的生产批次、编号、生产日期并上传至处理器;密调单元,其根据产品的生产批次、编号、生产日期进行计算,获取抽样码s;抽样分析单元,其结合抽样码对产品进行抽样检测,获取随机抽样合格率;常规抽样单元,其根据生产批次进行抽样检测,获取常规抽样合格率;综分单元,其根据随机抽样合格率、常规抽样合格率计算产品的合格率。
9.进一步地,所述密调单元根据产品的生产批次、编号、生产日期进行计算获取抽样码的算法为:
10.s1:从数据库中调取当前批次每一件产品对应的生产批号,并将生产批号标记为:x-i-j,其中,x为产品名称的首字母在26个字母中对应的序号,i-j表示第i批的第j件产品;
11.s2:从生产批号中调取产品对应的编号,编号即为j,并将最大的编号标记为j
max
;按照生产时间顺序依次编号;
12.s3:从数据库中调取产品对应的距离当前最近的生产日期,生产日期标记为:x1月x2日x3时x4分;
13.s4:抽样码其中k=1、2、3、4;
14.其中,[α]表示取α个位上的数值;
[0015]
所述密调单元将抽样码上传至处理器。
[0016]
进一步地,抽样分析单元结合抽样码对产品进行抽样检测时执行以下操作:
[0017]
c001:从处理器获取抽样码s;
[0018]
c002:调取产品对应的编号,将最大的编号标记为j
max
;
[0019]
c003:调取同一产品其余批次对应的最大的编号,分别标记为:jf
max
;jf
max
表示第f批产品对应的最大的编号,除j
max
对应的批次外该产品还有f个批次,f=1、2、
…
、m;
[0020]
c004:计算抽检次数f:
[0021]
c005:从待检批次中挑选β*s个产品进行第一次检测,再隔预设t时间后,从待检批次中挑选β*s个产品进行第二次检测,共检测f次;
[0022]
其中,β为预设值,β≧1。
[0023]
进一步地,第一次检测时,挑选的β*s个产品为:编号为d*s的产品,d为正整数;
[0024]
第二次检测时,挑选的β*s个产品为:编号为(d 1)*s的产品;
[0025]
第f次检测时,挑选的β*s个产品为:编号为(d f-1)*s的产品。
[0026]
进一步地,所述抽样分析单元结合抽样码对产品进行抽样检测,获取随机抽样合格率的方式为:
[0027]
获取第一次检测的β*s个产品的合格率;
[0028]
获取第二次检测的β*s个产品的合格率;
[0029]
直至获取第f次检测的β*s个产品的合格率;
[0030]
求取f次检测产品合格率的均值,标记为随机抽样合格率。
[0031]
进一步地,所述常规抽样单元根据生产批次进行抽样检测,获取常规抽样合格率时执行以下算法:
[0032]
s1:从数据库中调取当前批次每一件产品对应的生产批号x-i-j;
[0033]
s2:从生产批号中调取产品对应的编号,并将最大的编号标记为j
max
;
[0034]
s3:常规抽样码其中λ为预设正整数的数值;
[0035]
计算起始码其中,[α]表示取α个位上的数值;
[0036]
s4:在待检批次中,从编号为第r个产品起,每隔λ-r个产品抽取一个,共抽取s个产品;
[0037]
s5:获取s各产品的合格率,标记为常规抽样合格率;
[0038]
所述常规抽样单元将常规抽样合格率上传至处理器。
[0039]
进一步地,所述综分单元根据随机抽样合格率、常规抽样合格率计算产品的合格率:
[0040]
调取待检批次的随机抽样合格率、常规抽样合格率、历史常规抽样合格率;
[0041]
产品的合格率=随机抽样合格率*0.862 常规抽样合格率*0.12 历史常规抽样合格率*0.018;
[0042]
0.862、0.12、0.018为预设权值;
[0043]
其中,历史常规抽样合格率为在此之前所有常规抽样合格率的均值。
[0044]
进一步地,还包括显示单元,所述显示单元用于显示每一批次产品的合格率、随机抽样合格率、常规抽样合格率、历史常规抽样合格率及合格率趋势曲线;
[0045]
所述合格率趋势曲线由综分单元形成,合格率趋势曲线共四条:
[0046]
合格率趋势曲线的横坐标为批次;
[0047]
纵坐标分别为对应批次的合格率、随机抽样合格率、常规抽样合格率、历史常规抽样合格率。
[0048]
进一步地,所述数据库中存储有产品对应的生产批号、每件产品的生产时间、对应批次的合格率、随机抽样合格率、常规抽样合格率、历史常规抽样合格率。
[0049]
进一步地,所述数据库中还存储有每一批次、每一不合格产品的不合格原因。
[0050]
本发明具有以下有益效果:
[0051]
本发明通过数据采集单元采集产品的生产批次、编号、生产日期并上传至处理器;密调单元根据产品的生产批次、编号、生产日期进行计算,获取抽样码s;抽样分析单元结合抽样码对产品进行抽样检测,获取随机抽样合格率;常规抽样单元根据生产批次进行抽样检测,获取常规抽样合格率;综分单元根据随机抽样合格率、常规抽样合格率计算产品的合格率,在对当前批次产品进行分析时,随动态的抽样码进行取样,保证了产品抽检的多样性,样品更具代表性;
[0052]
在对当前批次产品合格率进行分析时,还结合了常规抽样合格率以及历史常规抽样合格率进行计算分析,数据更具参考意义。
[0053]
当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
[0054]
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0055]
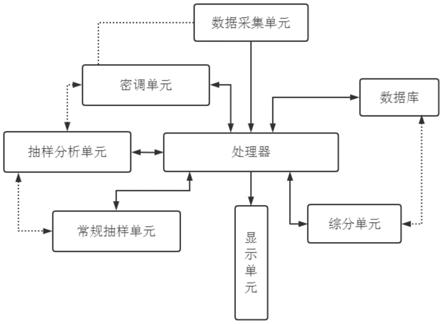
图1为本发明的结构示意图。
具体实施方式
[0056]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0057]
请参阅图1所示,本发明为一种基于工业互联网的产品性能测试系统,包括:数据采集单元,其采集产品的生产批次、编号、生产日期并上传至处理器;密调单元,其根据产品的生产批次、编号、生产日期进行计算,获取抽样码s;抽样分析单元,其结合抽样码对产品进行抽样检测,获取随机抽样合格率;常规抽样单元,其根据生产批次进行抽样检测,获取常规抽样合格率;综分单元,其根据随机抽样合格率、常规抽样合格率计算产品的合格率,能够更好更加全面的对产品的性能进行测试,满足了使用者的抽样时的不同需求的同时,大大提升了产品性能测试的代表性。
[0058]
公知的,对于有些产品批次代表性性能的测试只是在产品混合后,抽取部分试样进行性能测试,然后以这部分的性能试样的测试结果代表产品批次的性能,反应该批产品的合格率。这种测试的结果将是一个偶然性的结果,这个结果将会与产品批代表性的性能差别很大。因为一次测试的数量通常是很小的,即使是经过均匀性混合或人工随机抽检,基本上不可能在一个测试份中均匀地包含了产品批代表性的性能组合作为,而本发明采用动态的抽样码进行抽样,因为生产批次、编号、生产日期均与产品的生产质量有着关联,因此根据当前批次每一件产品对应的生产批号获取抽样码,使抽样更具代表性,本发明提供的一个实施例,优选的,所述密调单元根据产品的生产批次、编号、生产日期进行计算获取抽样码的算法为:
[0059]
s1:从数据库中调取当前批次每一件产品对应的生产批号,并将生产批号标记为:x-i-j,其中,x为产品名称的首字母在26个字母中对应的序号,i-j表示第i批的第j件产品;如对“螺钉”进行检测,则用:12-3-006表示第3批的第006件螺钉,x=12;还如对“玻片”进行检测,则用:2-10-346表示第10批的第346件玻片,x=2;
[0060]
s2:从生产批号中调取产品对应的编号,编号即为j,并将最大的编号标记为j
max
;按照生产时间顺序依次编号;
[0061]
s3:从数据库中调取产品对应的距离当前最近的生产日期,生产日期标记为:x1月x2日x3时x4分;
[0062]
s4:抽样码其中k=1、2、3、4;
[0063]
其中,[α]表示取α个位上的数值;
[0064]
所述密调单元将抽样码上传至处理器。
[0065]
作为本发明提供的一个实施例,优选的,抽样分析单元结合抽样码对产品进行抽样检测时执行以下操作:
[0066]
c001:从处理器获取抽样码s;
[0067]
c002:调取产品对应的编号,将最大的编号标记为j
max
;
[0068]
c003:调取同一产品其余批次对应的最大的编号,分别标记为:jf
max
;jf
max
表示第f
批产品对应的最大的编号,除j
max
对应的批次外该产品还有f个批次,f=1、2、
…
、m;
[0069]
c004:计算抽检次数f:
[0070]
c005:从待检批次中挑选β*s个产品进行第一次检测,再隔预设t时间后,从待检批次中挑选β*s个产品进行第二次检测,共检测f次;
[0071]
其中,β为预设值,β≧1。
[0072]
作为本发明提供的一个实施例,优选的,第一次检测时,挑选的β*s个产品为:编号为d*s的产品,d为正整数;
[0073]
第二次检测时,挑选的β*s个产品为:编号为(d 1)*s的产品;
[0074]
第f次检测时,挑选的β*s个产品为:编号为(d f-1)*s的产品。
[0075]
作为本发明提供的一个实施例,优选的,所述抽样分析单元结合抽样码对产品进行抽样检测,获取随机抽样合格率的方式为:
[0076]
获取第一次检测的β*s个产品的合格率;
[0077]
获取第二次检测的β*s个产品的合格率;
[0078]
直至获取第f次检测的β*s个产品的合格率;
[0079]
求取f次检测产品合格率的均值,标记为随机抽样合格率。
[0080]
产品的样品抽样份数量确定的科学性和有效性是样品测试结果是否能正确代表产品批性能和避免不必要经济损失的关键,作为本发明提供的一个实施例,优选的,所述常规抽样单元根据生产批次进行抽样检测,获取常规抽样合格率时执行以下算法:
[0081]
s1:从数据库中调取当前批次每一件产品对应的生产批号x-i-j;
[0082]
s2:从生产批号中调取产品对应的编号,并将最大的编号标记为j
max
;
[0083]
s3:常规抽样码其中λ为预设正整数的数值;
[0084]
计算起始码其中,[α]表示取α个位上的数值;
[0085]
s4:在待检批次中,从编号为第r个产品起,每隔λ-r个产品抽取一个,共抽取s个产品;
[0086]
s5:获取s各产品的合格率,标记为常规抽样合格率;
[0087]
所述常规抽样单元将常规抽样合格率上传至处理器。
[0088]
作为本发明提供的一个实施例,优选的,所述综分单元根据随机抽样合格率、常规抽样合格率计算产品的合格率:
[0089]
调取待检批次的随机抽样合格率、常规抽样合格率、历史常规抽样合格率;
[0090]
产品的合格率=随机抽样合格率*0.862 常规抽样合格率*0.12 历史常规抽样合格率*0.018;
[0091]
0.862、0.12、0.018为预设权值;
[0092]
其中,历史常规抽样合格率为在此之前所有常规抽样合格率的均值。
[0093]
作为本发明提供的一个实施例,优选的,还包括显示单元,所述显示单元用于显示
每一批次产品的合格率、随机抽样合格率、常规抽样合格率、历史常规抽样合格率及合格率趋势曲线;
[0094]
所述合格率趋势曲线由综分单元形成,合格率趋势曲线共四条:
[0095]
合格率趋势曲线的横坐标为批次;
[0096]
纵坐标分别为对应批次的合格率、随机抽样合格率、常规抽样合格率、历史常规抽样合格率。
[0097]
作为本发明提供的一个实施例,优选的,所述数据库中存储有产品对应的生产批号、每件产品的生产时间、对应批次的合格率、随机抽样合格率、常规抽样合格率、历史常规抽样合格率。
[0098]
作为本发明提供的一个实施例,优选的,所述数据库中还存储有每一批次、每一不合格产品的不合格原因。
[0099]
本发明具有以下有益效果:
[0100]
一种基于工业互联网的产品性能测试系统,本发明通过数据采集单元采集产品的生产批次、编号、生产日期并上传至处理器;密调单元根据产品的生产批次、编号、生产日期进行计算,获取抽样码s;抽样分析单元结合抽样码对产品进行抽样检测,获取随机抽样合格率;常规抽样单元根据生产批次进行抽样检测,获取常规抽样合格率;综分单元根据随机抽样合格率、常规抽样合格率计算产品的合格率,在对当前批次产品进行分析时,随动态的抽样码进行取样,保证了产品抽检的多样性,样品更具代表性;在对当前批次产品合格率进行分析时,还结合了常规抽样合格率以及历史常规抽样合格率进行计算分析,数据更具参考意义。
[0101]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0102]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
