1.本发明涉及制造装备技术领域,具体地说,涉及一种加工设备用的图形用户界面的生成方法及生成装置、计算机可读存储介质,及基于该图形用户界面进行交互的管件加工设备的控制方法与控制系统。
背景技术:
2.随着加工设备自动化程度的提高,通常会在加工设备上配置led屏幕、oled屏幕等触控屏,例如公告号为cn210305263u或公开号为cn110064693a等的专利文献所公开安装在机架上且用于与操作人员进行人机交互的显示屏,以向操作人员展示用于输入和/或输出信息的图形用户界面,以在使用过程中,该图形用户界面不仅用于显示信息,还可借助于触控屏的触摸功能而接收操作人员的输入,还可借助于键盘、拾音器等输入设备而接收操作人员的输入,以便用户与设备进行实时交互,例如显示当前加工进度的数据或进度条,显示用于对当前加工进度进行控制的控制按键,或对将要进行的加工工序进行显示等;以基于输入内容而控制设备对目标坯件进行加工处理。
3.对于弯管机、旋压机等管件加工设备及其他加工设备而言,在使用过程中不仅要求能按照预设步骤对胚料进行加工,以获取所期望的部件,还期望能在加工对象产生更改或改进时,能够现场对加工相关工序的数控程序进行插入、替换、删除等修改操作,从而适配于当前加工对象;或者能对设备基于目标管件的几何信息及加工条件,以自动编制方式所编制出的初始数控程序进行完善性修改。例如,公开号为cn110531693a的专利文献公开了一种绳锯机数控系统的图形编辑界面设计方案,该设计方案为将显示屏分设为左右两块大致等大的界面区域,以在加工过程中,能在其中一块界面上以g代码的形式按加工工序显示数控程序,而在另一块界面上以简图方式显示加工动作;从而便于操作人员对加工数控程序的理解,其对于绳锯机这种加工动作较为简单的设备能够很好的进行显示,但是其左右对应设置的界面结构,对原本显示空间较为有限的显示屏产生较大的占用而不利于显示内容观看,且对于弯管、墩头等加工过程较为复杂的设备难以进行形象的显示,且较为复杂的图形显示需要人为预先进行绘制与导入;此外,数控程序的完善性或适应性修改对操作人员的要求较高。
技术实现要素:
4.本发明的主要目的是提供一种管件加工设备的控制方法、控制系统及计算机可读存储介质,以便于对数控程序的编辑修改的同时,降低操作人员的经验要求,而便于其对数控程序的理解;
5.本发明的另一目的是提供一种用于加工设备的图形用户界面的生成方法、生成装置及计算机可读存储介质,以便于对数控程序的编辑修改的同时,降低操作人员的经验要求,而便于其对数控程序的理解。
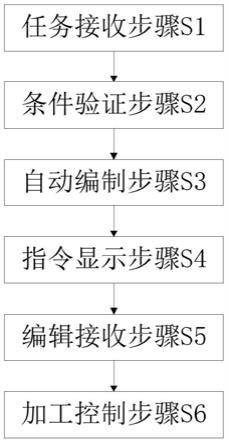
6.为了实现上述主要目的,本发明提供的管件加工设备的控制方法包括以下步骤:
7.任务接收步骤,接收加工任务,加工任务包括待加工出的目标管件的几何信息与加工条件;
8.条件验证步骤,基于加工条件,验证管件加工处理单元在加工目标管件的过程中是否存在干涉,并通过显示屏输出验证结果;
9.自动编制步骤,经验证无干涉后,基于加工任务,以自动编制方式编制出初始数控程序;
10.指令显示步骤,在显示屏上以加工动作的文字说明形式按加工工序逐行地显示初始数控程序;加工动作的文字说明形式为按照加工工序内容,由初始数控程序的代码逐行所译成的加工工序文字说明;
11.编辑接收步骤,在接收到编辑初始数控程序的编辑指令时,在显示屏上以加工工序文字说明逐行地显示初始数控程序的同时,在显示屏上以不妨碍初始数控程序的内容查看的方式显示指令编辑键盘,在指令编辑键盘上以按键形式表征指令编辑方式及预存数控指令;用于表征指令编辑方式的按键包括独立使用的指令修改按键与指令删除按键,及用于与预存数控指令配合使用的指令插入按键与指令替换按键;并在出现前述按键被触发的事件后,对光标所在位置处的数控程序内容进行与前述按键触发事件相适配的修改操作;
12.加工控制步骤,对完成编辑后的数控程序进行加载,并在接收到加工指令后,控制管件加工处理单元对管件胚料进行加工处理。
13.在上述技术方案中,通过对操作人员输入的加工任务进行自动编制而生成初始数控程序,与现有技术中直接对g代码进行显示的方式不同,本技术方案按照预设的转换规则,先将初始数控程序逐行地转换成加工工序文字说明,以便于操作人员对初始数控程序的理解,从便于其判断所自动编制出的数控程序是否需要进行编辑修改,例如行删除、行替换及行插入等编辑操作;并在采用加工工序文字说明逐行显示初始数控程序的基础上,增设基于指令编辑键盘的编辑界面,在该边界面内,将常用指令用按键进行表征,从而便于操作人员对初始数控程序进行行编辑操作,从而降低对操作人员的相关知识储备要求,有效地提高操作人员的工作效率。
14.具体的方案为对光标所在位置处的整行加工工序文字说明进行着色显示。该技术方案能有效地便于操作人员找到光标所在的位置,尤其是操作人员长时间工作而导致注意力不集中时,效果更佳。
15.优选的方案为在显示屏上以不妨碍初始数控程序的内容查看的方式显示指令编辑键盘的步骤包括以下步骤:以不遮挡光标所在位置处的整行加工工序文字说明的方式显示指令编辑键盘。该技术方案能根据操作人员的光标所在位置而自动调整数控程序的显示位置或者指令编辑键盘的显示位置,从而有效提高操作人员的工作效率。
16.优选的方案为在显示屏上以不妨碍初始数控程序的内容查看的方式显示指令编辑键盘的步骤包括以下步骤:显示指令编辑键盘可移动且位于最上层地显示于显示屏上。该技术方案便于操作人员根据其所需阅读区域,而调整指令编辑键盘的显示区域。
17.优选的方案为指令编辑键盘上布设有编辑模式切换按键,在编辑模式切换按键被触发时,将指令编辑键盘切换成自定义编辑窗口,且自定义代码编辑窗口以不妨碍初始数控程序的内容查看的方式位于最上层;自定义编辑窗口上布设有自定义编辑区域及行替换按键;管件加工设备用于对管件进行弯管处理,自定义编辑区域包括定位方式定义区域,及
多个轴参数定义区域与针对该轴参数的数值输入区域;行读取按键用于读取光标所在位置处的数控程序内容,并将其所定义的定位方式、轴参数及周参数的数值对应地填充至定位方式定义区域、轴参数定义区域与数值输入区域。该技术方案便于操作人员根据需要,自定义控制指令,以弥补预存控制指令的不足,例如一些不是常用的控制指令;行替换按键用于将光标所指的指令行替换成自定义编辑窗口所定义的数控程序内容;行删除按键用于删除光标所指的指令行。该技术方案便于操作人员根据需要,自定义控制指令,以弥补预存控制指令的不足,例如一些不是常用的控制指令。
18.优选的方案为指令编辑键盘上布设有编辑模式切换按键,在编辑模式切换按键被触发时,将指令编辑键盘切换成自定义编辑窗口,且自定义代码编辑窗口以不妨碍初始数控程序的内容查看的方式位于最上层;自定义编辑窗口上布设有行读取按键、行插入按键、行替换按键、行删除按键及自定义编辑区域;管件加工设备用于对管件进行弯管处理,自定义编辑区域包括定位方式定义区域,及多个轴参数定义区域与针对该轴参数的数值输入区域;行读取按键用于读取光标所在位置处的数控程序内容,并将其所定义的定位方式、轴参数及周参数的数值对应地填充至定位方式定义区域、轴参数定义区域与数值输入区域;行插入按键用于在光标所指指令行的邻行处,插入自定义编辑窗口所定义的数控程序内容;行替换按键用于将光标所指的指令行替换成自定义编辑窗口所定义的数控程序内容;行删除按键用于删除光标所指的指令行。该技术方案便于操作人员根据需要,自定义控制指令,以弥补预存控制指令的不足,例如一些不是常用的控制指令。
19.优选的方案为显示屏为触控屏,前述按键触发事件为基于对触控屏的点击完成。该技术方案与基于键盘、鼠标等输入方式相比,便于操作人员进行操作。
20.优选的方案为管件加工设备用于对管件进行弯管处理,加工条件包括所选模具、导模长度、机械干涉位置、拉伸系数、每次弯管方式、前后管端及拔孔工序选择、上下料方式、待料方式、卸料方式、模位信息及加工数量中的至少一者。
21.优选的方案为在指令显示步骤中,位于加工工序文字说明的显示区域外,布设有键盘图标,在接收到编辑初始数控程序的编辑指令时的步骤为键盘图标被触发时。该技术方案便于操作人员在确认初始数控程序有问题时,切换至编辑界面,而对数控程序进行编辑操作。
22.优选的方案为在接收到以g代码的形式对数控程序进行显示时,在显示界面上以g代码形式显示经编辑之后的控制程序,并在显示屏上以不妨碍当前数控程序的内容查看的方式显示代码编辑键盘;代码编辑键盘包括数字按键与字母按键。该技术方案能满足操作人员需要检查对应g代码时的操作。
23.为了实现上述主要目的,本发明提供的管件加工设备的控制系统包括处理器与存储器,存储器存储有计算机程序,且该计算机程序被处理器执行时,能实现权利要求上述任一技术方案所描述的控制方法。
24.为了实现上述主要目的,本发明提供的计算机可读存储介质用于对管件加工设备进行控制的计算机程序,当该计算机程序被执行时,能实现上述任一技术方案所描述的控制方法。
25.为了实现上述另一目的,本发明提供的图形用户界面生成方法用于加工设备,该图形用户界面生成方法包括以下步骤:
26.在接收到显示目标数控程序的显示指令时,在显示界面上以加工动作的文字说明形式按加工工序逐行地显示目标数控程序;加工动作的文字说明形式为按照加工工序内容,由目标数控程序的代码逐行所译成的加工工序文字说明;
27.在接收到针对目标数控程序的编辑指令时,在显示屏上以加工工序文字说明逐行地显示目标数控程序的同时,在显示屏上以不妨碍目标数控程序的内容查看的方式显示指令编辑键盘,在指令编辑键盘上以按键形式表征指令编辑方式及预存数控指令;用于表征指令编辑方式的按键包括独立使用的指令修改按键与指令删除按键,及用于与预存数控指令配合使用的指令插入按键与指令替换按键;并在出现指令编辑键盘上的按键被触发的事件后,对光标所在位置处的数控程序内容进行与前述按键触发事件相适配的修改操作。
28.在上述技术方案中,与现有技术中直接对g代码进行显示的方式不同,本技术方案按照预设的转换规则,先将初始数控程序逐行地转换成加工工序文字说明,以便于操作人员对初始数控程序的理解,从便于其判断所自动编制出的数控程序是否需要进行编辑修改,例如行删除、行替换及行插入等编辑操作;并在采用加工工序文字说明逐行显示初始数控程序的基础上,增设基于指令编辑键盘的编辑界面,在该边界面内,将常用指令用按键进行表征,从而便于操作人员对初始数控程序进行行编辑操作,从而降低对操作人员的相关知识储备要求,有效地提高操作人员的工作效率。
29.具体的方案为对光标所在位置处的整行加工工序文字说明进行着色显示。
30.优选的方案为在指令显示步骤中,位于加工工序文字说明的显示区域外,布设有键盘图标,在接收到针对目标数控程序的编辑指令时的步骤为键盘图标被触发时。
31.优选的方案为在显示屏上以不妨碍初始数控程序的内容查看的方式显示指令编辑键盘的步骤包括以下步骤:以不遮挡光标所在位置处的整行加工工序文字说明的方式显示指令编辑键盘。
32.优选的方案为在显示屏上以不妨碍初始数控程序的内容查看的方式显示指令编辑键盘的步骤包括以下步骤:显示指令编辑键盘可移动且位于最上层地显示于显示屏上。
33.为了实现上述另一目的,本发明提供的图形用户界面生成方法用于加工设备,该图形用户界面生成方法包括以下步骤:
34.在接收到显示目标数控程序的显示指令时,在显示界面上以加工动作的文字说明形式按加工工序逐行地显示目标数控程序的同时,在显示屏上以不妨碍目标数控程序的内容查看的方式显示指令编辑键盘;加工动作的文字说明形式为按照加工工序内容,由目标数控程序的代码逐行所译成的加工工序文字说明;在指令编辑键盘上以按键形式表征指令编辑方式及预存数控指令;用于表征指令编辑方式的按键包括独立使用的指令修改按键与指令删除按键,及用于与预存数控指令配合使用的指令插入按键与指令替换按键;
35.在出现指令编辑键盘上的按键被触发的事件后,对光标所在位置处的数控程序内容进行与前述按键触发事件相适配的修改操作。
36.具体的方案为在显示屏上以不妨碍初始数控程序的内容查看的方式显示指令编辑键盘的步骤包括以下步骤:以不遮挡光标所在位置处的整行加工工序文字说明的方式显示指令编辑键盘。
37.具体的方案为在显示屏上以不妨碍初始数控程序的内容查看的方式显示指令编辑键盘的步骤包括以下步骤:显示指令编辑键盘可移动且位于最上层地显示于显示屏上。
38.优选的方案为指令编辑键盘上布设有编辑模式切换按键,在编辑模式切换按键被触发时,将指令编辑键盘切换成自定义编辑窗口,且自定义代码编辑窗口以不妨碍初始数控程序的内容查看的方式位于最上层;自定义编辑窗口上布设有自定义编辑区域,及行替换按键;管件加工设备用于对管件进行弯管处理,自定义编辑区域包括定位方式定义区域,及多个轴参数定义区域与针对该轴参数的数值输入区域;行替换按键用于将光标所指的指令行替换成自定义编辑窗口所定义的数控程序内容。
39.进一步的方案为,在自定义编辑窗口上布设有行读取按键;行读取按键用于读取光标所在位置处的数控程序内容,并将其所定义的定位方式、轴参数及周参数的数值对应地填充至定位方式定义区域、轴参数定义区域与数值输入区域。
40.为了实现上述另一目的,本发明提供的图形用户界面生成装置用于加工设备,其包括处理器与存储器,存储器存储有计算机程序,其特征在于,该计算机程序被处理器执行时,能实现上述任一技术方案所描述的图形用户界面的生成方法。
附图说明
41.图1为本发明实施例中控制方法的工作流程图;
42.图2为本发明实施例中图形用户界面生成装置的电路原理结构框图;
43.图3为本发明实施例中加工条件的输入界面示意图;
44.图4为本发明实施例中以加工工序文字说明逐行像是初始数控程序的显示界面示意图;
45.图5为本发明实施例中具有指令编辑键盘的程序内容编辑界面示意图;
46.图6为本发明实施例中具有自定义编辑窗口的程序内容编辑界面示意图;
47.图7为本发明实施例中具有代码编辑键盘的程序内容编辑界面示意图。
具体实施方式
48.以下结合实施例及其附图对本发明作进一步说明。
49.本发明主要对加工设备的图形用户界面的生成方法进行改进,进而改变其在加工零部件过程中与操作人员的交互过程,从而其的控制方法进行改进,以降低该加工设备在使用过程中对操作人员能力要求,及便于操作人员对数控程序进行修正操作,从而能更好地进行零部件的加工操作;在下述实施例中以管件加工设备为例,具体为以弯管机为例进行示例性说明书,但该技术方案并不局限于弯管机等管件加工设备,对于加工设备的具体结构可参照现有设备进行。
50.控制方法与生成方法实施例
51.本发明加工设备具体为管件加工设备,常见结构有弯管机、折弯设备等,机械结构可参照申请人申请且公开号为cn207357854u、cn107202157a、cn210305223u等专利文献所公开的弯管机,及公开号为cn109985941a等专利文献所公开的折弯设备;如图2所示,该管件加工设备1通常包括控制单元10及耦合至该控制单元10的管件加工处理单元11与显示屏12,其中,控制单元10包括相互通信连接的存储器100与处理器101,处理器101通过有线或无线通信线路与显示屏屏11进行通信连接;在本实施例中,管件加工处理单元11为用于对管件进行弯管处理的弯管机,而显示屏11为可进行输入的触控屏。
52.其中,显示屏12受处理器101控制地用于显示图形用户界面,并接收操作人员的输入操作,例如在预定区域处输入数值或文字,或对相关虚拟按键进行触发操作,即被配置为输入与输出信息,从而实现人机交互操作。在显示屏11上所显示的图形用户界面具有菜单视图的构造;因此,在本实施例中的管件加工设备的控制方法基于该交互过程而完成,即在控制方法中集成了本发明实施例中的图形用户界面的生成方法。
53.如图1所示,本发明管件加工设备的控制方法包括任务接收步骤s1、条件验证步骤s2、自动编制步骤s3、指令显示步骤s4、编辑接收步骤s5及加工控制步骤s6;具体工作过程如下:
54.任务接收步骤s1,接收加工任务,该加工任务包括待加工出的目标管件的几何信息与加工条件。
55.其中,目标管件的几何信息是指完成加工之后的管件的结构与相关尺寸,包括弯管半径、圆心角,管内外径等。
56.对于加工条件,可以参照现有相关加工设备的加工条件,对于弯管设备而言,其加工条件通常包括所选模具、导模长度、机械干涉位置、拉伸系数、每次弯管方式、前后管端及拔孔工序选择、上下料方式、待料方式、卸料方式、模位信息及加工数量中的至少一者;如图3所示,为三个弯管加工示例的加工条件的设置界面示意图,从中可以看出该三个弯管加工示例的加工条件包括送料轴y、旋转轴b、弯管轴c、送料补偿、弯管补偿、轮模号及弯后暂停等进行设置。
57.条件验证步骤s2,基于加工条件,验证管件加工处理单元在加工目标管件的过程中是否存在干涉,并通过显示屏输出验证结果。
58.在该步骤中,由于不同设备的尺寸存在差异,通常在具体弯管操作前,均需对弯管过程进行验证,主要为基于当前加工条件,利用当前设备加工目标管件的过程是否会存在干涉问题,以防止操作人员由于加工条件设置出现差错而使实际加工过程会出现干涉。
59.自动编制步骤s3,经验证无干涉后,基于加工任务,以自动编制方式编制出初始数控程序。
60.在该步骤中,基于自动编制方式编制初始数控程序,该初始数控程序作为用于控制管件加工处理设备加工处理出目标管件的初始文本,其若经操作人员检查无问题则直接作为数控程序而用于加工处理出目标管件,若经操作人员检查有问题或需要改进,则经后续修正操作之后,再用于控制管件加工处理设备加工处理出目标管件。基于自动编制方法,能有效地减少操作人员的工作耗时,提高工作效率。
61.指令显示步骤s4,在显示屏上以加工动作的文字说明形式按加工工序逐行地显示初始数控程序;加工动作的文字说明形式为按照加工工序内容,由初始数控程序的代码逐行所译成的加工工序文字说明。
62.通常经设备制动编制出的初始数控程序为g代码,其具体内容可参照如图7中的界面所示,其不便于操作人员查验是否存在问题或需要改进,且要求操作人员具有相当的知识储备;因此,本实施例为通过g代码的具体加工工序含义,将该g代码翻译成加工工序文字说明的形式,对初始数控程序的内容进行显示,即用于与操作人员进行人机交互;从而更加直观,且便于理解,有效地降低对操作人员的知识储备要求。
63.例如,图7中第n0001行的程序内容为“g90 g00 y0 c0.000 m09”表示的加工工序
为,如图4所示,将其表征成加工工序文字说明为“[abs][快速定位][送料0][旋转0.0000][弯管0.000][抽芯后抽]”,对于加工工序文字说明具体表征形式有多种多样,在本实施例弯管设备中为采用“定位方式、送料动作、三轴参数及芯棒动作参数”的结构进行表征,即弯管过程中各个配合单元的动作方式及动作数值,只需其能将g代码的加工工序含义给表征完整即可;而对于管件加工中的墩旋等处理方式,可以采用表征具体加工步骤中各个单元的配合单元的动作方式及动作数值,从而便于操作人员理解具体形式。
[0064]
编辑接收步骤s5,在接收到编辑初始数控程序的编辑指令时,在显示屏上以加工工序文字说明逐行地显示初始数控程序的同时,在显示屏上以不妨碍初始数控程序的内容查看的方式显示指令编辑键盘,在指令编辑键盘上以按键形式表征指令编辑方式及预存数控指令;用于表征指令编辑方式的按键包括独立使用的指令修改按键与指令删除按键,及用于与预存数控指令配合使用的指令插入按键与指令替换按键;并在出现前述按键被触发的事件后,对光标所在位置处的数控程序内容进行与前述按键触发事件相适配的修改操作。
[0065]
如图4所示,位于加工工序文字说明的显示区域外,布设有键盘图标,在本实施例中为位于右上角处的键盘图标,在接收到编辑初始数控程序的编辑指令时的步骤为键盘图标被触发时。此外,还可采用其他方式触发编辑指令,例如双击需要进行编辑的指令行处,也可以通过设置其他按键进行点击触发。
[0066]
如图5所示,当编辑指令被触发之后,即图4中“键盘图标”被点击触发之后,将在初始数控程序的内容显示界面的上层显示指令编辑键盘,即图中分布有四列按键的键盘,该四列按键用于表征预存的常用指令,并底任务栏上布设有由“g代码按键”表征的“编辑模式切换按键”,由“插入按键”表征的“行插入按键”,由“替换按键”表征的“行替换按键”,由“行删除按键”表征的“行删除按键”,即在指令编辑键盘上至少布设有以按键形式表征指令编辑方式及预存数控指令,而用于表征指令编辑方式的按键包括独立使用的行指令修改按键与行指令删除按键,及用于与预存数控指令配合使用的行指令插入按键与行指令替换按键。
[0067]
并在出现前述按键被触发的事件后,对光标所在位置处的数控程序内容进行与前述按键触发事件相适配的修改操作,例如,将光标指向[n0000x]行,如按下图中白色按键“m03夹模夹紧”,再按下“行替换按键”,则将[n0000x]行当前的程序内容替换成“m03夹模夹紧”所预存的程序内容;若选择[n0000x]行之后再按下“行删除按键”,则将[n0000x]行删除;将光标指向[n0000x]行,如按下图中白色按键“m03夹模夹紧”,再按下“行插入按键”,则将[n0000x]行相邻上行或下行插入“m03夹模夹紧”所预存的程序内容。在本实施例中,通过对预存程序内容进行概要之后,将该概要标识于对应预存数控指令的按键上,从而便于操作人员直接理解该按键所表征的预存数控指令,即在按键上以文字说明的形式标识该按键的功能。
[0068]
对于布设在指令编辑键盘上的编辑模式切换按键,为图5中为“g代码按键”,当编辑模式切换按键被触发时,将指令编辑键盘切换成自定义编辑窗口,如图6所示,且自定义代码编辑窗口以不妨碍初始数控程序的内容查看的方式位于最上层。
[0069]
在自定义编辑窗口上布设有由“读取行”按键表征的“行读取按键”,由“插入”按键表征的“行插入按键”,由“替换”按键表征的“行替换按键”,由“删除行”按键表征的“行删除
按键”,及由“定位方式”、“轴参数”等标识的自定义编辑区域,在本实施例中,自定义编辑区域以下拉方式陈列可选内容,即将全部可行内容或常用内容以下拉方式进行呈现,从而有效地降低对操作人员的要求;例如,对于图6中的定位方式,通常有g90绝对变成与g91增量编程两种模式,对每种模式下拉均有g01、g00、g11三种方式。
[0070]
在本实施例中,以管件加工设备用于对管件进行弯管处理为例,自定义编辑区域包括定位方式定义区域,及多个轴参数定义区域与针对该轴参数的数值输入区域;行读取按键用于读取光标所在位置处的数控程序内容,并将其所定义的定位方式、轴参数及周参数的数值对应地填充至定位方式定义区域、轴参数定义区域与数值输入区域;从而便于操作人员直接理解当前行程序内用的同时,便于直接修改,对于只需修改相关参数值,而无需进行整体替换或删除的行指令尤为方便。行插入按键用于在光标所指指令行的邻行处,插入自定义编辑窗口所定义的数控程序内容;行替换按键用于将光标所指的指令行替换成自定义编辑窗口所定义的数控程序内容;从而便于插入或替换成上述指令编辑键盘上所不存在的预存行指令的程序内容。行删除按键用于删除光标所指的指令行。
[0071]
在该步骤中,在显示屏上以不妨碍初始数控程序的内容查看的方式显示指令编辑键盘的形式有多种,在本实施例中具体有:(1)以不遮挡光标所在位置处的整行加工工序文字说明的方式显示指令编辑键盘,即可以根据光标所选择行指令的位置,自动调整光标所指指令行的位置或指令编辑键盘的位置,以避免遮挡光标所选择行指令的程序内容;(2)显示指令编辑键盘可移动且位于最上层地显示于显示屏上,即指令编辑键盘可移动地位于数控程序显示区域的上层。
[0072]
此外,如图7所示,为了便于操作人员的操作与对控制指令的检查,在接收到以g代码的形式对数控程序进行显示时,具体为点击触发如图5中的“m代码操作”按键,在显示界面上以g代码形式显示经编辑之后的控制程序,并在显示屏上以不妨碍当前数控程序的内容查看的方式显示代码编辑键盘;代码编辑键盘包括数字按键与字母按键。
[0073]
加工控制步骤s6,对完成编辑后的数控程序进行加载,并在接收到加工指令后,控制管件加工处理单元对管件胚料进行加工处理。
[0074]
其中,指令显示步骤s4与编辑接收步骤s5一起而构成本实施例中的图形用户界面的生成方法的具体示例;在此,不在对图形用户界面的生成方法进行赘述。
[0075]
此外,在上述操作步骤中,由于显示屏12为触控屏,前述按键触发事件为基于对触控屏的点击完成;对于不是触控屏的显示屏,可以基于鼠标等移动光标而对虚拟按键进行点击触控。
[0076]
在人机交互过程中,为了便于操作人员识别出光标所处位置处的指令行,对光标所在位置处的整行加工工序文字说明或g代码进行着色显示。
[0077]
生成装置、控制系统与可读计算机存储介质实施例
[0078]
本发明生成装置包括处理器与存储器,存储器内存储有计算机程序,该计算机程序被处理器执行时,能实现上述图形用户界面生成方法实施例中的各个步骤;而控制系统也包括处理器与存储器,存储器内存储有计算机程序,该计算机程序被处理器执行时,能实现如图1所示任务接收步骤s1、条件验证步骤s2、自动编制步骤s3、指令显示步骤s4、编辑接收步骤s5及加工控制步骤s6的具体内容,在生成方法与控制方法实施例中已经进行示例性描述,在此不再赘述。对于计算机可读存储介质实施例内容,其为存有上述所对应的计算机
程序,且该计算机程序用于控制管件加工设备或用于控制显示屏进行图形用户界面的生成,其具体内容在此也不进行赘述。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。