1.本实用新型属于压板插槽式快装蝶阀技术领域,尤其涉及一种压板插槽式密封结构。
背景技术:
2.本部分的陈述仅仅是提供了与本公开相关的背景技术信息,不必然构成在先技术。
3.在机械结构的阀门系统中,阀门密封圈装置是一个非常重要的组成部分,在很多情况下,阀门密封性能将直接影响整个管道系统的工作性能和产品质量,阀门密封不良将导致整个管道系统故障,甚至引发事故。
4.近几年来,随着蝶阀技术及密封圈装置研究的迅速发展,密封圈的结构形状和性能质量都有了很大提高,在众多的密封形式中,以橡胶为原材料的各种阀座密封件在实际工程中的应用占有很大的比例,其中以简单原始应用占比最大。
5.在各种弹性阀座密封圈的安装过程中,尤其是静密封连接件的安装,需要将阀座密封圈卡在压盘或者阀体的凹槽内,然后利用螺栓等连接部件将两部件连接,通过阀座密封圈的弹性变形达到密封效果。
6.但是,这种安装方式具有不可忽视的缺陷:
7.其一,阀座密封圈在挤压过程中,由于挤压过紧容易使密封圈产生永久弹性变形,进而造成密封圈的密封失效。
8.其二,阀体内部高压时,由于密封圈的弹性结构,容易在压力作用下产生结构变形及位移并最终迸出。
9.其三,在密封圈安装时,容易导致密封圈从凹槽中脱出等情况。
10.综上所述,上述状况给阀门的组装和使用带来了很多麻烦和经济损失。
技术实现要素:
11.为了解决上述问题,本实用新型旨在提供一种压板插槽式快装蝶阀,使该蝶阀便于密封圈的安装,且在后期使用过程中,即使遇到高温高压等特殊状况,密封圈也不会迸出。
12.为了实现上述目的,本实用新型采用如下技术方案:
13.本实用新型提供了一种压板插槽式快装蝶阀,其特征在于,包括:阀体,所述阀体顶部设有阀门压盖座,阀门压盖座中心位置处设有竖直方向的深孔,用于安装阀杆。
14.所述阀杆上套设有蝶板;所述蝶板右侧设有压板和密封圈。
15.所述密封圈采用插槽式结构,固定安装于阀体、蝶板和压板之间,所述压板通过弹性压缩杆卡接在阀体上,压住密封圈。
16.所述密封圈利用承插式结构或相互吻合的榫卯结构,套设在压板左侧面的凸台上。
17.所述密封圈与压板左侧面连接的边缘处还设有锯齿状的止口台。
18.所述蝶板位于阀杆左侧的部分通过圆柱销与阀杆固定连接,所述蝶板位于阀杆右侧的部分设有过定位装置,所述蝶板呈现偏心结构。
19.所述圆柱销与阀杆垂直设置,固定于蝶板和阀杆组合装配的圆柱销孔中。
20.所述阀杆从上至下依次套设有填料压板、填料压套、填料、衬套、挡圈、蝶板、挡圈、衬套。
21.所述填料压板上设有螺纹孔,螺纹孔内安装有双头螺栓。
22.所述阀体的阀门压盖座上设有与填料压板上的螺纹孔对应的光孔。
23.所述填料压板上的双头螺栓穿过阀门压盖座上的光孔后,利用六角螺母将填料压板与阀体固定连接。
24.所述六角螺母裸露在阀体外。
25.本实用新型的有益效果:
26.(1)本实用新型所述压板插槽式快装蝶阀的偏心结构和压板上的凸台凹槽结构可以有效减少对密封圈的磨损以及密封圈的老化所产生的变形。
27.(2)本实用新型所述压板插槽式快装蝶阀的压板上设计有锯齿状止口台,通过止口台将密封圈牢牢固定在压板和阀体之间,使密封圈和压板采用插槽式结构设计,有效消除高压时,蝶阀内介质将密封圈吹出阀体的现象;且也可以有效防止密封圈由于温度变化引起的热胀冷缩而产生的形变;将密封圈牢固的固定在阀体上。
28.(3)本实用新型所述压板插槽式快装蝶阀的阀体和压板之间通过弹性压缩杆限位连接,与利用螺丝连接的方式相比,安装过程简便、效率高,且大大降低了加工成本。
29.(4)本实用新型所述压板插槽式快装蝶阀的填料压板采用压板攻丝吊装六角螺母的形式,提高安装速度,六角螺母设置在阀体外面,便于使用过程中填料位置产生泄露时,通过拧紧六角螺母进行紧固密封,从而无需将阀体上的驱动装置拆卸,即可有效解决阀门压盖处的外漏问题。
30.(5)本实用新型所述压板插槽式快装蝶阀的阀体上设置有蝶板过定位装置,可以有效防止阀体过开现象。
附图说明
31.构成本实用新型的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
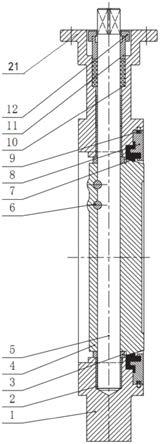
32.图1是本实用新型实施例提供的一种压板插槽式快装蝶阀的纵向剖面结构示意图;
33.图2是本实用新型实施例提供的一种压板插槽式快装蝶阀的外部结构示意图;
34.图3是本实用新型实施例提供的一种压板插槽式快装蝶阀的过定位装置结构示意图;
35.图4是本实用新型实施例提供的一种压板插槽式快装蝶阀图3中局部一结构示意图;
36.其中,1、阀体,2、衬套,3、挡圈,4、蝶板,5、阀杆,6、圆柱销,7、密封圈,8、压板,9、弹
性压缩杆,10、填料,11、填料压套,12、填料压板,13、六角螺母,14、双头螺栓,15、第一凹槽,16、第二凹槽,17、第一凸起,18、第三凹槽,19、第二凸起,20、压板左侧面,21、阀门压盖座,23、局部一,24、过定位装置。
具体实施方式
37.应该指出,以下详细说明都是例示性的,旨在对本实用新型提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本实用新型所属技术领域的普通技术人员通常理解的相同含义。
38.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本实用新型的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
39.本实用新型中的术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或是一体式连接;可以是直接连接,也可以是通过中间媒介间接相连,还可以是两个元件内部连接,或是两个元件的相互作用关系;对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型的具体含义,不能理解为对本实用新型的限制。
40.实施例一:
41.下面结合附图和具体实施方式,对本实用新型进行详细说明,具体的结构如下:
42.如图1所示,本实施例提供了一种压板插槽式快装蝶阀,其特征在于,包括:阀体1、蝶板4、阀杆5。
43.所述阀体1顶端设为阀门压盖座21,用于连接固定阀门压盖;所述阀门压盖座21中心位置处设有竖直方向的深孔,用于安装阀杆5。
44.所述阀杆5从上至下依次套设有填料压板12、填料压套11、填料10、衬套2、挡圈3、蝶板4、挡圈3、衬套2。
45.所述填料压板12、填料压套11、填料10,用于密封连接阀门压盖座21与阀杆5之间的缝隙。
46.所述阀体1腹部设有贯穿左右两侧的通孔,用于固定蝶板4;所述蝶板4通过设置于阀杆5左侧的圆柱销6与阀杆5实现固定连接,通过阀杆5的转动带动蝶板4转动,进而实现蝶阀的开合状态。
47.所述圆柱销6与阀杆5垂直设置,固定于蝶板4和阀杆5组合装配的圆柱销孔中。
48.如图3所示,所述蝶板4呈现偏心结构,套设在阀杆5右侧的部分与阀杆5的接触面上设有过定位装置,有效防止阀体产生过开现象。
49.阀杆5上套设在蝶板4上下两端的挡圈3和衬套2配合,实现对蝶板4的上下限位和密封。
50.所述蝶板4右侧设有压板8和密封圈7。
51.所述密封圈7采用插槽式结构,固定安装于阀体1、蝶板4和压板8之间,所述压板8通过弹性压缩杆9卡接在阀体1上,压住密封圈7。
52.如图4所示,所述压板8与密封圈7连接的部位设置有连续起伏的第二凹槽16、第一
凸起17、第三凹槽18、第二凸起19;其中第一凸起17高出压板左侧面20,第二凸起低于压板左侧面20,第三凹槽凹进距离大于第一凹槽凹进距离。
53.所述密封圈7右侧设置有分别与压板8连接部位第二凹槽和第三凹槽配合的第一台阶和第二台阶,以及与压板8连接部位第一凸起配合的第四凹槽。
54.所述密封圈7采用ptfe材质,并且所述密封圈7为一体成型加工工艺制成。
55.所述压板8弧形立面上设有第一凹槽,用来安装弹性压缩杆9,利用弹性压缩杆9的上半部分卡入阀体1弧形立面上设置的第五凹槽内,将压板8快速安装在阀体1上;使弹性压缩杆9卡接在阀体1和压板8之间。
56.如图2所示,所述填料压板12与阀体1采用双头螺栓连接的吊装式安装结构。
57.所述填料压板12上设有两个螺纹孔,安装有双头螺栓14;所述阀体1的阀门压盖座21上设有与填料压板12上的螺纹孔对应的光孔;将填料压板12放置在阀体1的阀门压盖座21内,固定于填料压板12上的双头螺栓14穿过阀门压盖座21上的光孔后,利用六角螺母13将填料压板与阀体1固定连接。
58.所述六角螺母13裸露在阀体外,便于后期维护调整;如果阀门压盖处发生外漏,可以通过紧固六角螺母13压缩填料压板12与阀体1之间的距离,进而通过填料压套11压缩填料10,加强密封效果;而无需将阀体上的驱动装置拆卸,即可有效解决阀门压盖处的外漏问题。
59.所述压板8左侧的凹槽和凸台有效限制了密封圈7的迸出和密封圈的刚度;而且压板8弧形立面上的凹槽限制了弹性压缩杆9的移动。
60.实施例二:
61.下面结合附图和具体实施方式,对本实用新型进行详细说明,具体的结构如下:
62.本实施例提供了一种压板插槽式快装蝶阀,其特征在于,安装过程中,将蝶板4和阀杆5及阀杆5套接的多个组件安装好以后,将密封圈7和弹性压缩杆9分别安装在压板8上对应位置处的凹槽中,再将附带密封圈7和弹性压缩杆9的压板卡接在阀体1上,即可实现对蝶板4的密封安装。
63.压板8上的凸台和凹槽为密封圈7提供了定位和限位作用,可有效避免安装时密封圈7的错位、移位。
64.弹性压缩杆9的卡接装配方式,有效避免了压板在沿蝶阀厚度的水平轴线方向上的左右位移,保证了密封圈7的压缩高度,同时,在蝶阀内部高压时,也能有效防止密封圈7由于产生结构变形进而迸出的情况发生。
65.实施例三:
66.下面结合附图和具体实施方式,对本实用新型进行详细说明,具体的结构如下:
67.本实施例提供了一种压板插槽式快装蝶阀,其特征在于,包括:阀体1、蝶板4、压板8和密封圈7。
68.所述密封圈7利用承插式结构或相互吻合的榫卯结构,套设在压板左侧面的凸台上,并利用凸台的顶面、内侧面、外侧面形成对密封圈水平方向及竖直方向的定位和限位作用;并且所述密封圈7与压板左侧面连接的边缘处还设有锯齿状的凸台和凹槽,进一步限定密封圈7的位移及结构变形,有限防止密封圈7由于产生结构变形进而迸出的情况发生。
69.所述密封圈7为一体成型加工工艺制成。
70.所述密封圈采用ptfe材质。
71.所述阀体1设有过定位装置,限制蝶板4过开现象。
72.所述阀体1与压板8配合位置各设置有配合的凹槽,用于安装弹性压缩杆9。
73.所述压板和阀体上没有螺丝孔,大大减少了加工成本和组装成本。
74.所述密封圈7两侧分别设有圆台状凸台,一侧的凸台对应的卡在压板8的槽内,另一侧的凸台卡在阀体1及蝶板4组合形成的槽内。
75.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。