1.本实用新型涉及橡胶复合材料产品制备领域,尤其涉及一种短纤维径向取向增强条状橡胶制品制造装备。
背景技术:
2.当前,随着橡胶轮胎产业的高速发展,我国对轮胎产品的质量开始有着越来越高的要求,向轮胎中添加短纤维可以有效的提高轮胎产品的整体性能,但如何制造短纤维定向取向橡胶复合材料是我们国内外学者一直研究的内容,。
3.中国专利cn201110372338.6具体涉及一种轮胎胎面胶中短纤维径向取向成型装置,由机头压力调整螺栓、机头压力调整阀和虑胶板组成机头入口段,由取向间隙调节块、取向间隙调整螺钉、分流型块和取向间隙支撑板组成径向取向段,由定型间隙调整块、定型间隙调整螺钉和定型间隙支撑板组成定型段;法兰盘上均匀布置八个通孔,分别用八个螺栓将法兰盘与挤出机机身固连,机头入口段与法兰盘相连并用加强筋板固定,在机头入口段内制有加热冷却水循环通道,其入口端制有虑胶板,机头压力调节阀分别与机头压力调节螺栓和机头入口段相联;其体积小,结构简单,更换部件方便,成本低,效率高,产品质量好,易于操作。
4.cn201610172823.1涉及纤维增强再制造轮胎胎面径向取向挤出成型方法及装置,含有短纤维的橡胶熔融体加入挤出机中,挤出后经过滤板使短纤维轴向取向,之后胶料被分成两流,调节两流流动间隙,使胶料在各自的流动过程中分别取向,经取向的两流胶料汇聚对冲共挤,一流的胶料将另一流的胶料推出挤出机机头,实现短纤维的径向取向。本发明可以在现有的再制造轮胎胎面成型装备中实现纤维的径向取向过程,不改变成熟的再制造轮胎胎面成型工艺;该装置体积小、结构简单、对操作人员技术水平要求较低,从而保证挤出胎面胶料的质量稳定性好。但现有技术中挤出短纤维胶料时取向机头也有挤出压力过大,水平挤出方向胶料速度对短纤维径向取向程度影响较大,降低短纤维径向取向程度的问题,并且,使用挤出机头挤出橡胶时,由于胶片厚度较厚(至少1cm左右),胶料经过径向取向机头后,水平方向剪切力较大,使胶料中的短纤维沿水平轴线方向取向,破坏径向取向程度,但胶片胶片较薄时挤出压力过大,从而破坏挤出机头的结构,造成漏胶现象。
技术实现要素:
5.有鉴于此,本实用新型针对上述问题,提出一种短纤维径向取向增强条状橡胶制品制造装备,从而提高短纤维在复合胶料中的径向取向。
6.为了实现上述目的,本实用新型采用如下技术方案实现:
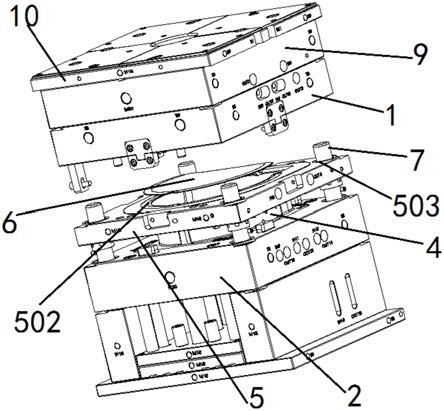
7.一种短纤维径向取向增强条状橡胶制品制造装备,其在右方与橡胶挤出机连接,包括通过连接件连接的挤出机机头部分、导向装置12、切胶装置4、吹风机装置、输送装置;
8.具体为机头1、支架3、切胶装置4、吹风机一5、橡胶输送带6、电机7、电机支架8、橡胶输送带支架9、吹风机二10、吹风机支架11、导向装置12;
9.优选的,所述挤出机机头部分包括机头1,橡胶复合材料在挤出机机头后能挤出橡胶体2;
10.所述吹风机装置包括吹风机一5、吹风机二10和作为支撑结构的吹风机支架11,吹风机支架11与支架3在上部固定连接;挤出机机头部分与导向装置12固定连接;
11.进一步的,支架3与切胶装置4固定连接;
12.进一步的,输送装置包括橡胶输送带6、电机7、电机支架8、橡胶输送带支架9,橡胶输送带6固定在橡胶输送带支架9上,电机支架8通过固定支撑电机7,电机7通过减速器与橡胶输送带6连接;
13.优选的,所述机头1的功能主要是实现短纤维在橡胶中的径向取向,并且挤出一个圆筒型短纤维增强橡胶复合材料;
14.所述机头1具体包括法兰装置1-1、机头主体1-2、卡块1-3、第一套筒1-4、第二套筒 1-5、螺栓1-6、螺母1-7、垫片1-8;
15.法兰装置1-1上均匀的分布着6个螺栓孔,使得机头1与橡胶挤出机机身采用螺纹螺栓连接,机头主体1-2和法兰装置1-1采用加强筋板进行固定连接,卡块1-3与机头主体1-2 中左侧的凹槽采用固定式卡扣连接;
16.优选的,机头主体1-2中左侧的凹槽为十字花状。
17.进一步的,第一套筒1-4和第二套筒1-5与机头主体1-2通过螺栓1-6、螺母1-7、垫片 1-8进行螺纹螺栓连接。
18.优选地,在机头1的出口侧设置一个导向装置12;
19.所述导向装置12与机头1采用双头螺柱进行固定连接,且橡胶体2套在导向装置12上,导向装置12为圆柱形,其可以保证橡胶体2在圆周方向上没有应力松弛,即无收缩现象。
20.优选地,导向装置12内部为空心,且导向装置12前后两侧旁设有吹风机装置的吹风机二10,使得短纤维橡胶复合材料在导向装置12上快速冷却,从而使切割装置在切割后应力松弛变得非常小。因此,防止了与不均匀收缩相关的短纤维的取向的扰动,并且稳定了短纤维的取向状态。
21.优选地,在导向装置12的出口处设有圆形叶片状的切胶装置4,其与支架3采用焊接式固定连接,其位于橡胶体2的垂直方向上。但是切胶装置在切割的时候难以在低温的时候切割短纤维橡胶复合材料,所以需要对刀具进行加热。
22.优选地,在橡胶体2被切割后,其被输送到橡胶输送带6上,橡胶输送带6在橡胶体2 的下方,且橡胶输送带6在橡胶输送带支架9的上方,橡胶输送带6与橡胶输送带支架9采用焊接方式进行固定连接。
23.同时,橡胶输送带6相对于短纤维橡胶复合材料挤出方向倾斜,并且在由切胶装置4对橡胶体2进行切割后,橡胶体2的两个侧边缘部分通向橡胶输送带6的左端和右端。
24.优选地,电机7在电机支架的上方并与橡胶输送带采用传送带连接并为其输送动力。
25.进一步的,电机7通过联轴器与减速器连接,减速器输出轴与橡胶输送带带连接;
26.优选的,吹风机一5位于支架3上采用固定式连接,吹风机二10位于吹风机支架11前后面的两侧,吹风机二10采用固定式连接。
27.进一步的,吹风机一5位于支架3前后面的中间位置;
28.优选地,吹风机一5位于橡胶体2的内侧,即在切开的胶片内,吹风机一5靠近切胶装置4右侧;
29.优选地,吹风机一5共两个,分别置于分开的橡胶体2两个切面内部两侧;其作用是在胶料切割完毕后能立即进行冷却,减少热应力;
30.优选地,其中吹风机电机10-1与风轮10-4采用固定式连接,前盖10-2与后盖10-3采用焊接式固定式连接,风轮10-4固定在前盖10-2与后盖10-3围成的外壳内,进气口10-5 与后盖10-3采用螺纹螺栓进行连接。
31.优选的,机头内的流道结构出口处为阻坝扩张式结构,所述阻坝扩张式结构位于第一套筒1-4、第二套筒1-5上,阻坝式扩张式结构所在的通道为圆环形通道,其中心轴线是卡块 1-3的水平中心轴线;即机头出口处的第一套筒1-4、第二套筒1-5的流道为圆环形的阻坝扩张式结构流道;
32.所述阻坝扩张式结构流道能在成型圆筒形短纤维增强复合胶料时,里面的短纤维在胶料中径向取向,从而使取向后的圆筒状胶料经过导向装置12后,经切胶装置4的作用,圆筒形胶料被切成两半部分,平铺在橡胶输送带6上,最后在橡胶输送带6作用下将片状短纤维径向增强复合胶料运输出去。之所以采用圆筒状,一是因为可以在相同条件下大大降低挤出压力,另一方面,也能使短纤维在经过挤出膨胀取向,切成片状后,在不影响径向取向程度的基础上,能达到最大的产量。
33.优选的,所述圆筒形胶料的厚度为5-10mm,优选6mm,因为6mm时,胶筒被切割后胶片厚度不太大,解决了由于内外径差距而引起的胶片上下面宽度相差较大的现象。
34.进一步的,所述阻坝扩张式结构为中间细,两端宽的结构;中间细的结构为圆弧,与两端宽的结构平滑过渡,形成喇叭状圆弧;
35.优选的,所述吹风机一5的吹风强度小于吹风机二10的吹风强度;从而保证内径表面温度高于外径表面温度,外径表面遇冷收缩,内径表面遇热膨胀,从而使胶片的上下表面在宽度方向上尽量保持一致。
36.优选的,本实用新型挤出的橡胶体2被切割成扁平状态后,被接收到传送带上,橡胶传送带与水平面的夹角呈α,且该角度α取决于橡胶体2的直径。直径越大,则α越小,因为要尽量的减少由于角度的改变所引起的橡胶体2的形变;同时片状橡胶和和中央部分的两个侧边缘部分的张力基本上是均匀的,橡胶传送带的速率是橡胶挤出速率的相同值—1.20倍,用于保证橡胶在切割的时候产生强大的张力。
37.本实用新型的技术方案至少具有如下优点和有益效果:
38.1.本实用新型在胶筒内设置风机,胶筒外周设置风机,内外风机的设置能够解决胶筒在切割时内外两侧发生的突然的压力松弛变化。
39.2.本实用新型的阻坝扩张式结构流道的厚度设计能有效实现橡胶在平板状态下厚度的稳定性,解决了由于内外径差距而引起的胶片上下面宽度相差较大的现象,生产效率高,能有效地提高短纤维的径向取向,减少了胶片的应力松弛及成型片状后的上下面宽度不均现象,解决了现有技术中挤出短纤维复合胶料时,取向机头中水平挤出方向胶料速度降低短纤维径向取向程度的问题,结构简单,取向度高。
40.3.本实用新型的整套装备能够实现短纤维径向取向增强橡胶制品的连续化生产,解决了传统径向取向机头挤出橡胶胶片时,由于胶片厚度较厚(至少1cm左右),胶料经过径
向取向机头后,机头流道中的水平方向剪切力较大,使胶料中的短纤维沿水平轴线方向取向,破坏径向取向程度,但胶片较薄使挤出压力过大,从而破坏挤出机头的结构,造成漏胶的现象的技术问题。
附图说明
41.图1为本实用新型整体设备总装视图;
42.图2本实用新型机头和传送带接头部分局部放大图;
43.图3为本实用新型机头部分剖视图;
44.图4为本实用新型导向装置视图;图4(a)为整体图,图4(b)为剖视图;
45.图5为本实用新型吹风装置视图;
46.图6为本实用新型机头部分爆炸视图;
47.其中,附图标记对应的零部件名称如下:
48.机头1、橡胶体2、支架3、切胶装置4、吹风机一5、传送带6、电机7、电机支架8、传送机支架9、吹风机二10;
49.法兰装置1-1、机头主体1-2、卡块1-3、第一套筒1-4、第二套筒1-5、螺栓1-6、螺母 1-7、垫片1-8;导向装置12;
50.吹风机电机10-1、前盖10-2、后盖10-3、风轮10-4、进气口10-5。
具体实施方式
51.下面结合附图和具体实施例对本实用新型进行说明。
52.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合附图,对本实用新型实施例中的技术方案进行清楚、完整的描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。
53.因此,以下对本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的部分实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
54.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
55.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”、“背面”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系。这类术语仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
56.还需要说明的是,在本实用新型的描述中,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
57.如图1-6所示,作为本实用新型一个优选的实施例,本实施例涉及一种短纤维径向取向增强条状橡胶制品制造装备,其在右方与橡胶挤出机连接,包括通过连接件连接的挤出机机头部分、导向装置12、切胶装置4、吹风机装置、输送装置;
58.具体为机头1、支架3、切胶装置4、吹风机一5、橡胶输送带6、电机7、电机支架8、橡胶输送带支架9、吹风机二10、吹风机支架11、导向装置12;
59.作为本实用新型一个优选的实施例,所述挤出机机头部分包括机头1,橡胶复合材料在挤出机机头后能挤出橡胶体2;
60.所述吹风机装置包括吹风机一5、吹风机二10和作为支撑结构的吹风机支架11,吹风机支架11与支架3在上部固定连接;挤出机机头部分与导向装置12固定连接;
61.进一步的,支架3与切胶装置4固定连接;
62.进一步的,输送装置包括橡胶输送带6、电机7、电机支架8、橡胶输送带支架9,橡胶输送带6固定在橡胶输送带支架9上,电机支架8通过固定支撑电机7,电机7通过减速器与橡胶输送带6连接;
63.作为本实用新型一个优选的实施例,所述机头1的功能主要是实现短纤维在橡胶中的径向取向,并且挤出一个圆筒型短纤维增强橡胶复合材料;
64.所述机头1具体包括法兰装置1-1、机头主体1-2、卡块1-3、第一套筒1-4、第二套筒 1-5、螺栓1-6、螺母1-7、垫片1-8;
65.法兰装置1-1上均匀的分布着6个螺栓孔,使得机头1与橡胶挤出机机身采用螺纹螺栓连接,机头主体1-2和法兰装置1-1采用加强筋板进行固定连接,卡块1-3与机头主体1-2 中左侧的凹槽采用固定式卡扣连接;
66.作为本实用新型一个优选的实施例,机头主体1-2中左侧的凹槽为十字花状。
67.进一步的,第一套筒1-4和第二套筒1-5与机头主体1-2通过螺栓1-6、螺母1-7、垫片 1-8进行螺纹螺栓连接。
68.优选地,在机头1的出口侧设置一个导向装置12;
69.所述导向装置12与机头1采用双头螺柱进行固定连接,且橡胶体2套在导向装置12上,导向装置12为圆柱形,其可以保证橡胶体2在圆周方向上没有应力松弛,即无收缩现象;
70.优选地,导向装置12内部为空心,且导向装置12前后两侧旁设有吹风机装置的吹风机二10,使得短纤维橡胶复合材料在导向装置12上快速冷却,从而使切割装置4在切割后应力松弛变得非常小;因此,防止了与不均匀收缩相关的短纤维的取向的扰动,并且稳定了短纤维的取向状态。
71.优选地,在导向装置12的出口处设有圆形叶片状的切胶装置4,其与支架3采用焊接式固定连接,其位于橡胶体2的垂直方向上。但是切胶装置4在切割的时候难以在低温的时候切割短纤维橡胶复合材料,所以需要对刀具进行加热。
72.优选地,在橡胶体2被切割后,其被输送到橡胶输送带6上,橡胶输送带6在橡胶体2 的下方,且橡胶输送带6在橡胶输送带支架9的上方,橡胶输送带6与橡胶输送带支架9采用焊接方式进行固定连接。
73.同时,橡胶输送带6相对于短纤维橡胶复合材料挤出方向倾斜,并且在由切胶装置4对橡胶体2进行切割后,橡胶体2的两个侧边缘部分通向橡胶输送带6的左端和右端。
74.优选地,电机7在电机支架的上方并与橡胶输送带采用传送带连接并为其输送动
力。
75.进一步的,电机7通过联轴器与减速器连接,减速器输出轴与橡胶输送带带连接;
76.作为本实用新型一个优选的实施例,吹风机一5位于支架3上采用固定式连接,吹风机二10位于吹风机支架11前后面的两侧,吹风机二10采用固定式连接。
77.进一步的,吹风机一5位于支架3前后面的中间位置;
78.优选地,吹风机一5位于橡胶体2的内侧,即在切开的胶片内,吹风机一5靠近切胶装置4右侧;
79.优选地,吹风机一5共两个,分别置于分开的橡胶体2两个切面内部两侧;
80.优选地,其中吹风机电机10-1与风轮10-4采用固定式连接,前盖10-2与后盖10-3采用焊接式固定式连接,风轮10-4固定在前盖10-2与后盖10-3围成的外壳内,进气口10-5 与后盖10-3采用螺纹螺栓进行连接。
81.作为本实用新型一个优选的实施例,机头内的流道结构出口处为阻坝扩张式结构,所述阻坝扩张式结构位于第一套筒1-4、第二套筒1-5上,阻坝式扩张式结构所在的通道为圆环形通道,其中心轴线是卡块1-3的水平中心轴线;即机头出口处的第一套筒1-4、第二套筒 1-5的流道为圆环形的阻坝扩张式结构流道;
82.所述阻坝扩张式结构流道能在成型圆筒形短纤维增强复合胶料时,里面的短纤维在胶料中径向取向,从而使取向后的圆筒状胶料经过导向装置12后,经切胶装置4的作用,圆筒形胶料被切成两半部分,平铺在橡胶输送带6上,最后在橡胶输送带6作用下将片状短纤维径向增强复合胶料运输出去。
83.进一步的,所述阻坝扩张式结构为中间细,两端宽的结构;中间细的结构为圆弧,与两端宽的结构平滑过渡,形成喇叭状圆弧;
84.作为本实用新型一个优选的实施例,所述圆筒形胶料的厚度为5-10mm,优选6mm,因为 6mm时,胶筒被切割后胶片厚度不太大,解决了由于内外径差距而引起的胶片上下面宽度相差较大的现象。
85.作为本实用新型一个优选的实施例,所述吹风机一5的吹风强度小于吹风机二10的吹风强度;从而保证内径表面温度高于外径表面温度,外径表面遇冷收缩,内径表面遇热膨胀,从而使胶片的上下表面在宽度方向上尽量保持一致。
86.本实用新型还涉及一种片状短纤维径向取向增强橡胶复合材料的制造方法,包括以下步骤:
87.1)将短纤维增强橡胶复合材料的胶料经过挤出机的螺杆推进机头的入口处,短纤维增强橡胶复合材料从挤出机进入到机头中,在机头内流道间隙中流动,短纤维在第一套筒1-4中实现径向取向,进而从第二套筒中流出圆筒形短纤维径向取向增强橡胶复合材料橡胶圈;
88.2)橡胶圈挤出后经过引导装置12,保证橡胶胶筒的连续性,传送带6牵引橡胶体2至吹风机一5和吹风机二10前切胶装置4处,切胶装置4将圆筒形橡胶圈切成片状橡胶体,吹风机一5和吹风机二10对圆筒形橡胶圈内外胶片进行冷却,消除橡胶的应力松弛及胀大现象,从而使冷却后胶片平顺地平铺在传送带6上;
89.3)片状的橡胶体2在传送带6的传动下引出到胶料的后续裁剪装置,裁剪,形成短纤维径向取向增强橡胶复合胶片。
90.具体来说,作为本实用新型一个优选的实施例,为了实现对短纤维橡胶的纤维取向,制造出产品效果理想的短纤维橡胶复合材料。本实用新型设计了一个挤出机机头,橡胶与短纤维的混合体从挤出机进入到机头1中,在机头1的机头主体1-2和卡块1-3的间隙中流动,并且短纤维在第一套筒1-4中实现了径向取向。然后从第二套筒1-4中流出圆筒形短纤维径向取向增强橡胶复合材料橡胶圈,即橡胶体2。
91.进一步的,本实用新型设计了一个引导装置12,目的是为了保证橡胶胶筒即橡胶体2的连续性,从而保证橡胶体2不发生应力松弛,即使发生收缩也会均匀的分布在整个引导装置 12上。此外,为了能够将整个橡胶体2在引导期间快速冷却,引导装置12的内部设置成一个空心装置,并在其旁边设置吹风机一5与吹风机二10。
92.进一步的,为把橡胶体2切割成平板状,本实用新型设置了一个切胶装置4,其位于橡胶体2的垂直方向上。
93.作为本实用新型一个优选的实施例,为保证切胶装置4能够顺利切胶,则需要对切胶装置4的刀具进行加热。
94.进一步的,为实现对橡胶体2的快速冷却不发生应力松弛,本实用新型设计了吹风机,用于快速冷却橡胶体2。
95.作为本实用新型一个优选的实施例,吹风机一5与吹风机二10采用相同的结构,由吹风机电机10-1为提供风轮10-4提供动力。
96.进一步的,橡胶体2被切割成扁平状态后,被接收到传送带6上,橡胶传送带6与水平面的夹角呈α,且该角度α取决于橡胶体2的直径。同时片状橡胶和和中央部分的两个侧边缘部分的张力基本上是均匀的。橡胶传送带的速率可以是橡胶挤出速率的相同值-1.20倍,用于保证橡胶体2在切割的时候产生较大的张力,实现橡胶体2在平板状态下厚度的稳定性。
97.以上实施方案仅用于说明而非限制本实用新型的技术方案。不脱离本实用新型精神的任何修改或局部替换,均应涵盖在本实用新型的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。